开始研究新的UG后处理构造器
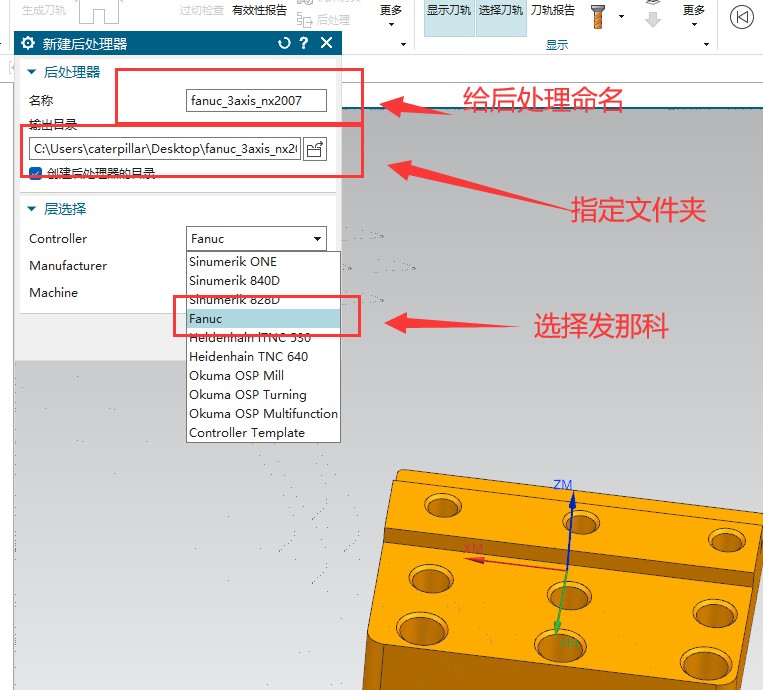
最近闲来没事做研究一下UG的新构造去 网上查了相关资料,来总结各位大神的经验给大家,让大家能快速的进入 我就以UG NX2007建发那科三轴来做实例 有些地方也还不是很都希望大家能多多指点
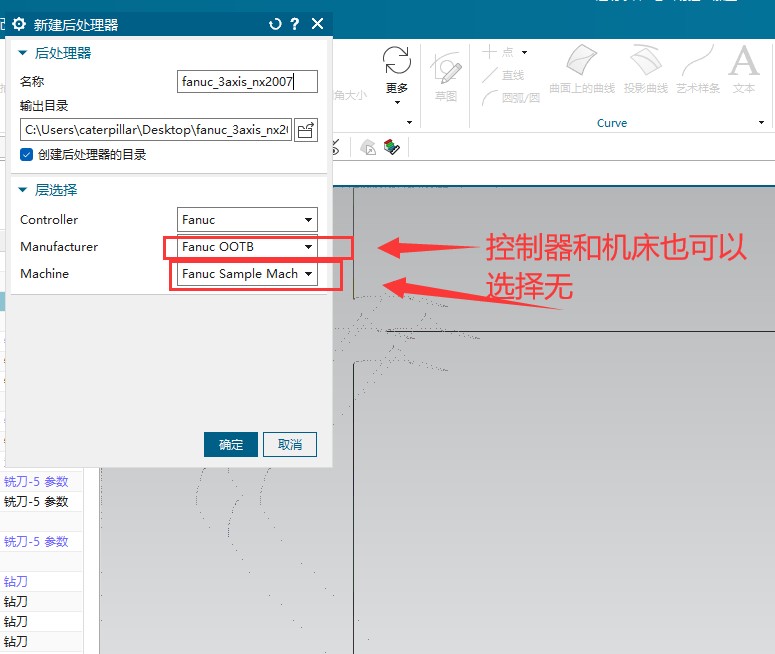
首先我们打开后处理配置器新建一个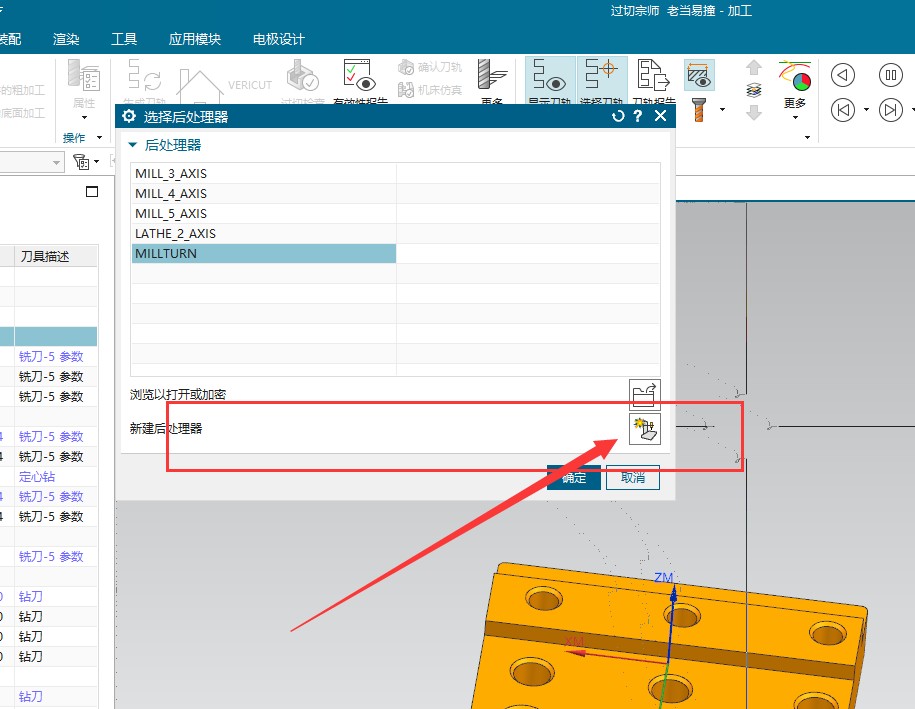
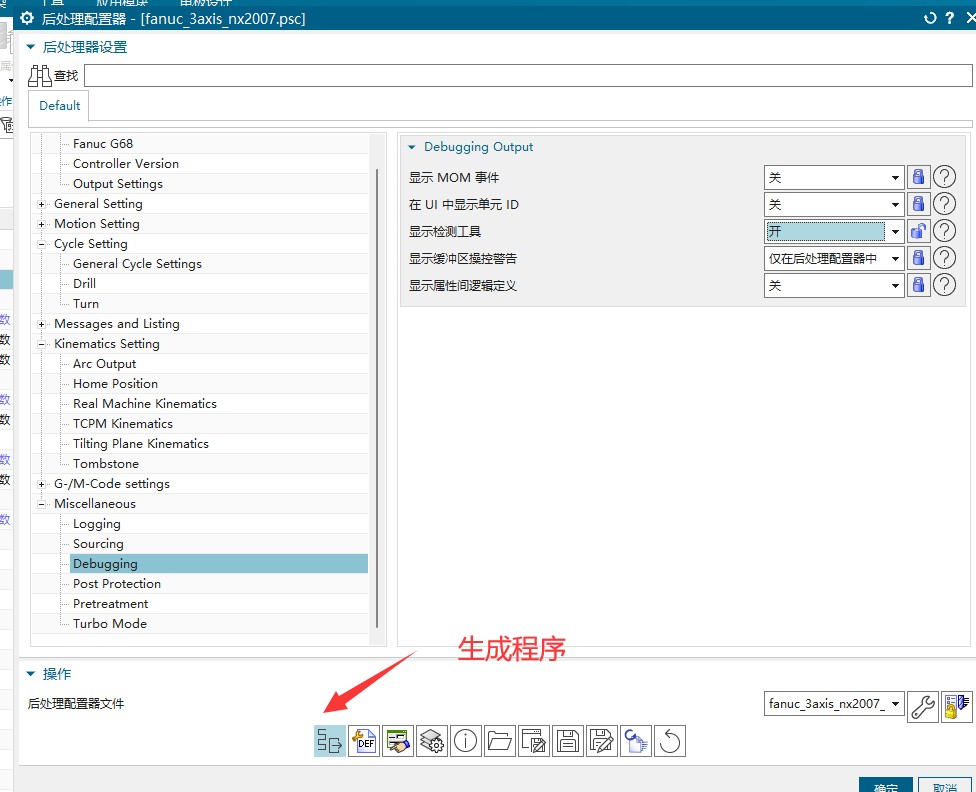
进入构造器第一部先把检查工具打开方便后面调试用
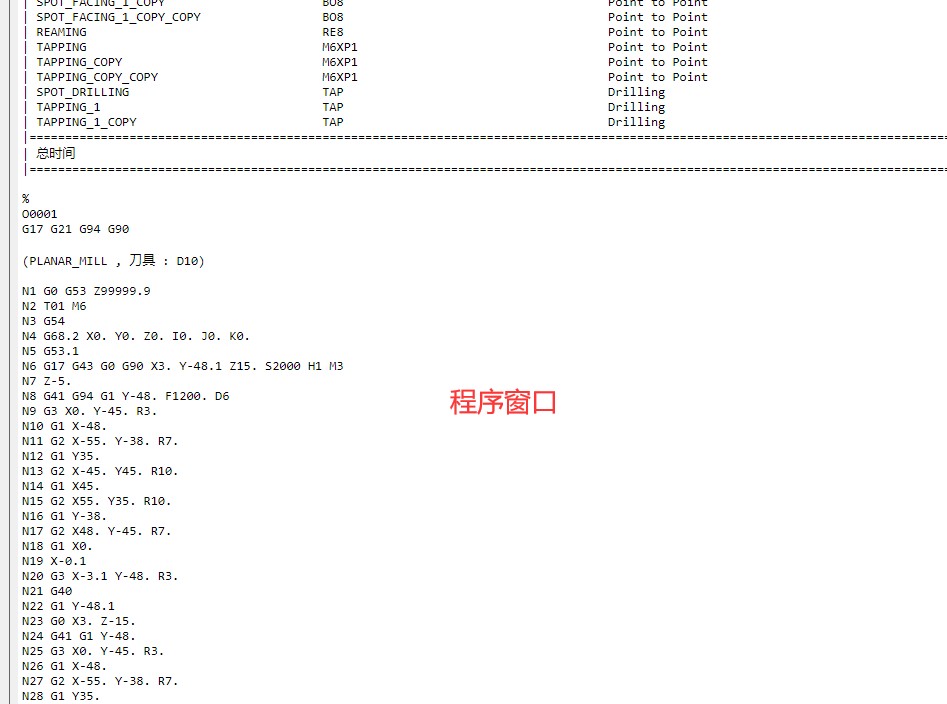
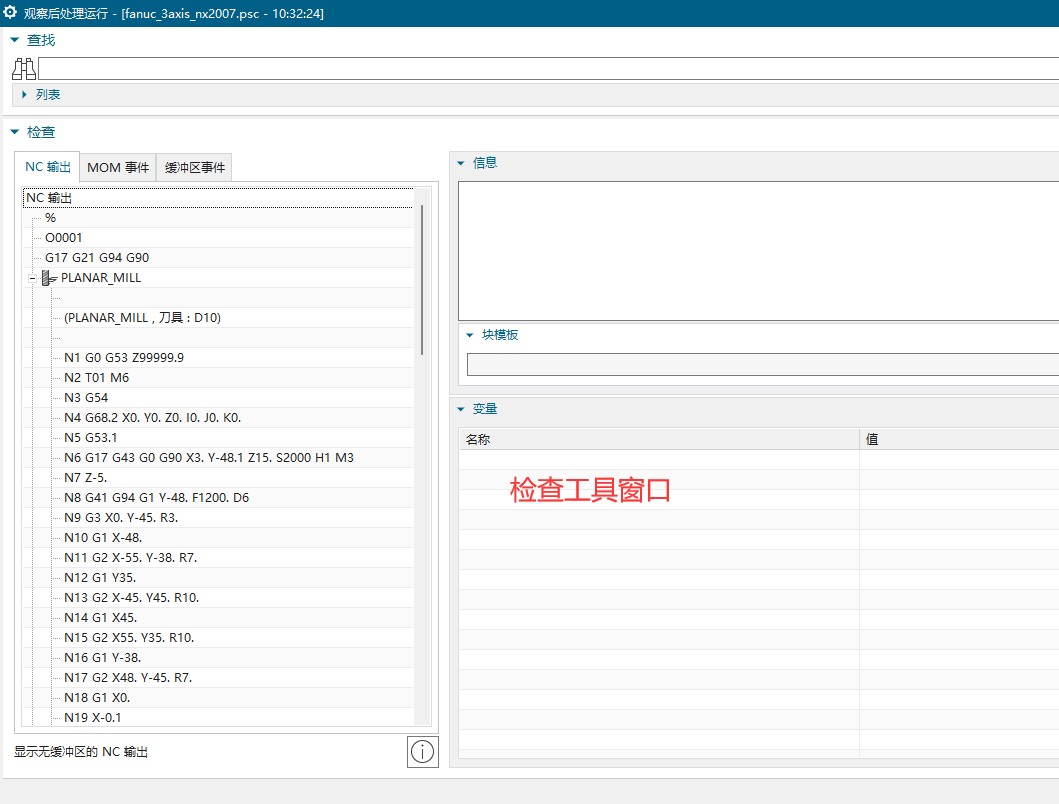
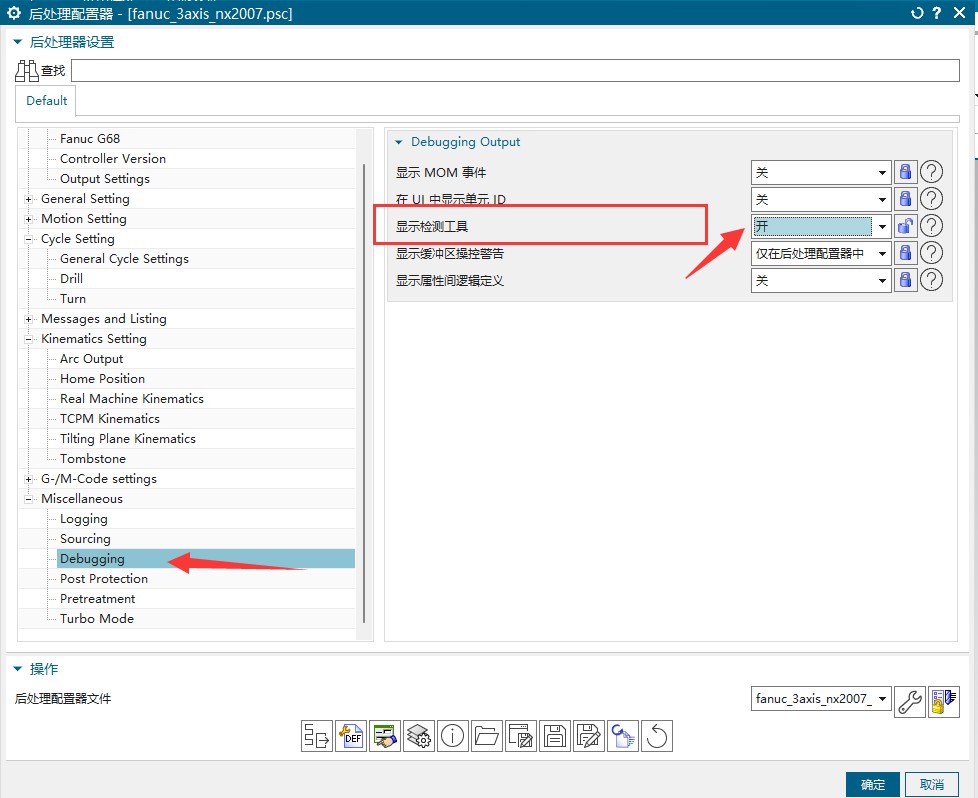 这样我们生成程序的时候会弹出个两个对话框窗口出来
这样我们生成程序的时候会弹出个两个对话框窗口出来
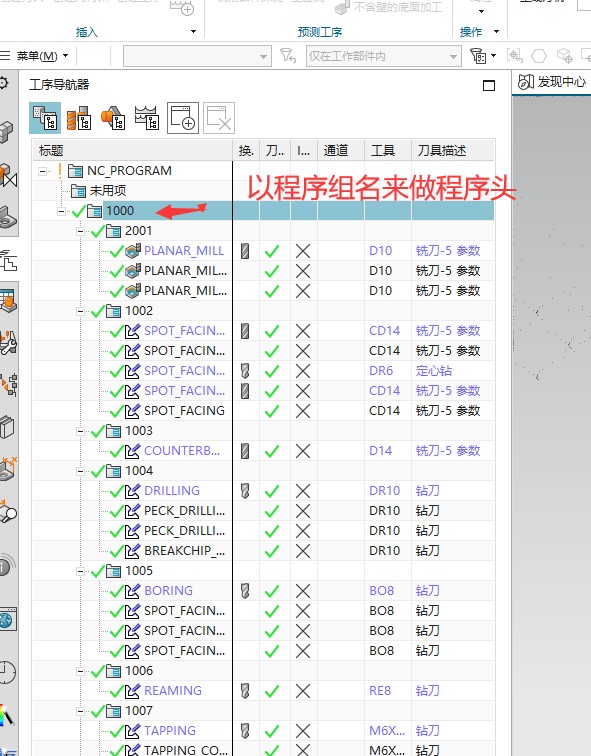
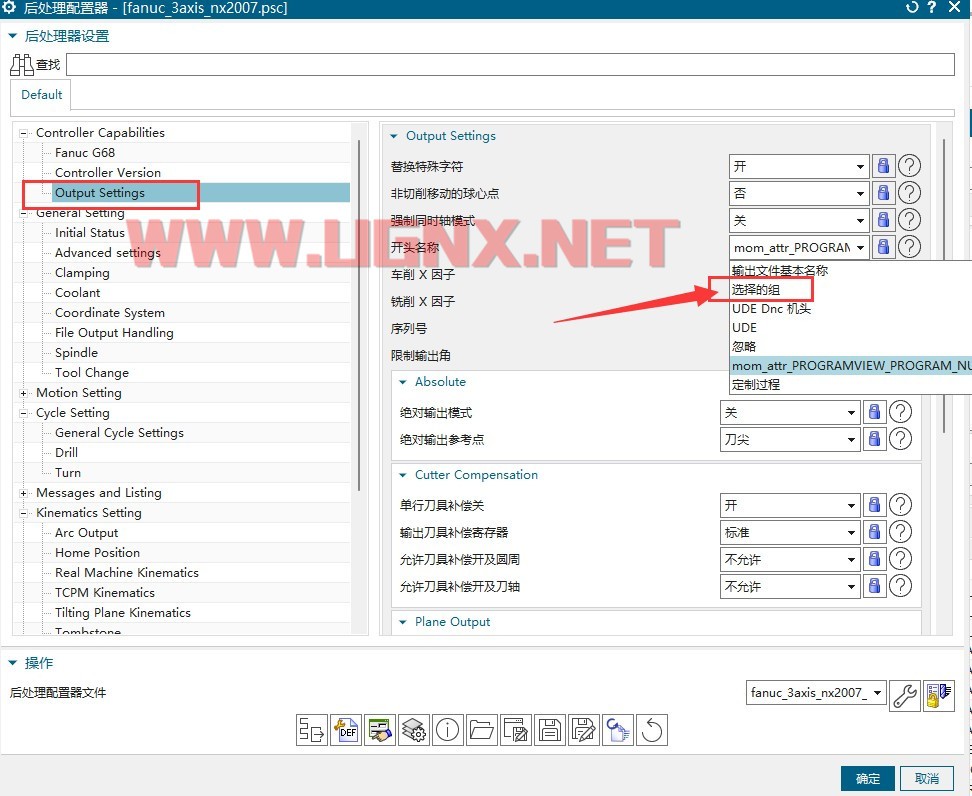
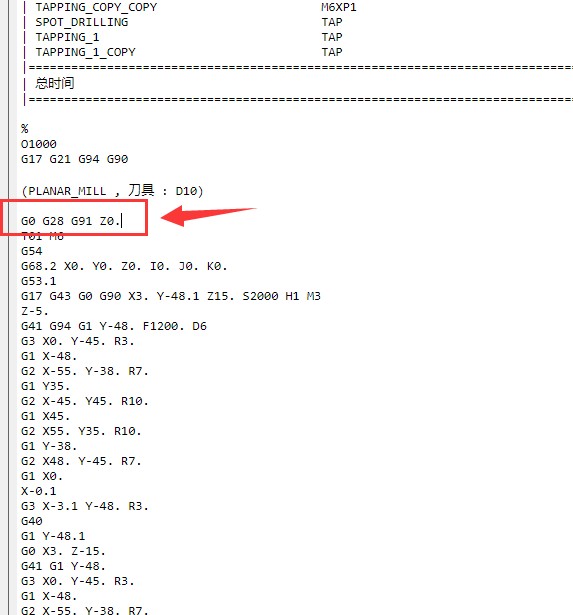
 现在我们开始修改了 先修改程序头按程序组名来命名
现在我们开始修改了 先修改程序头按程序组名来命名
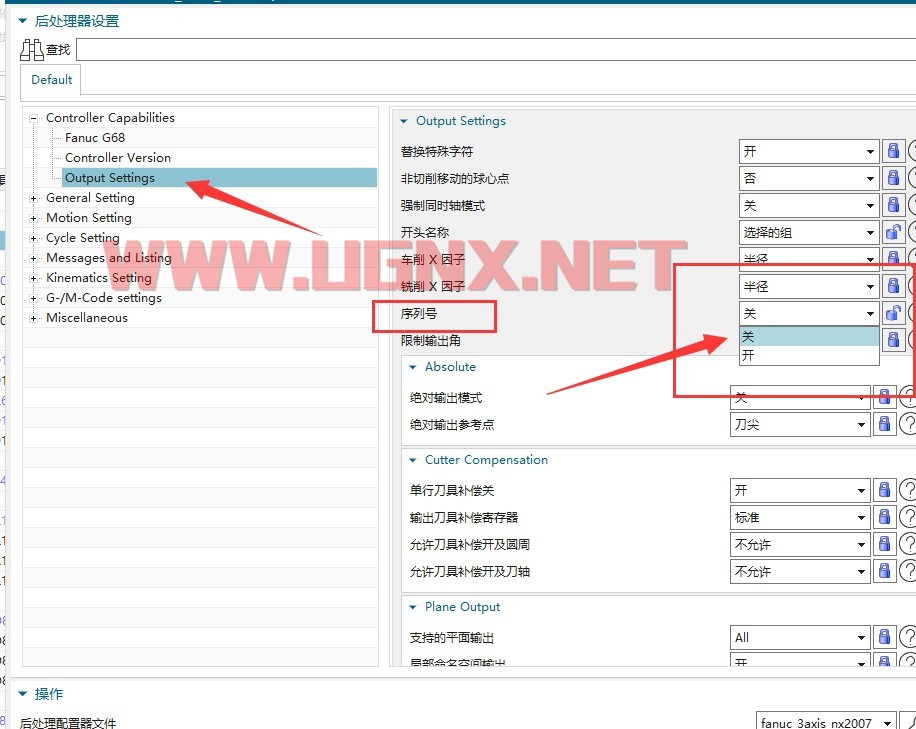
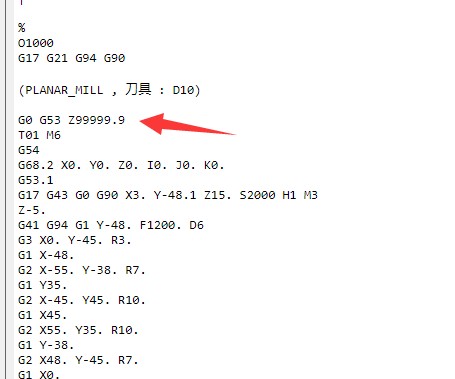
 关闭行号
关闭行号
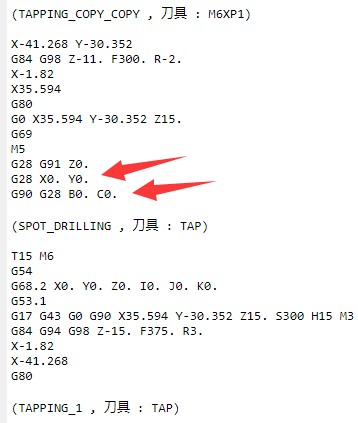
把第一次换刀回零点的G0 G53 Z99999.9换成 G91G28Z0.和多余的G28 X0. Y0. G90 G28 B0. C0.删掉
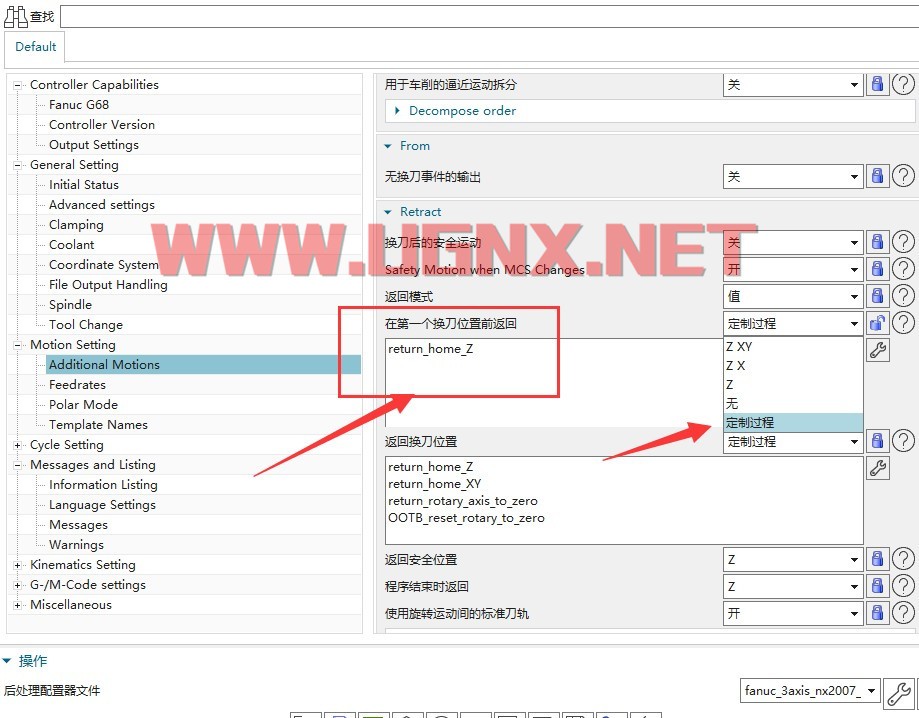
 第一次换刀前返回点击 定制过程 在框中输入 return_home_Z
第一次换刀前返回点击 定制过程 在框中输入 return_home_Z
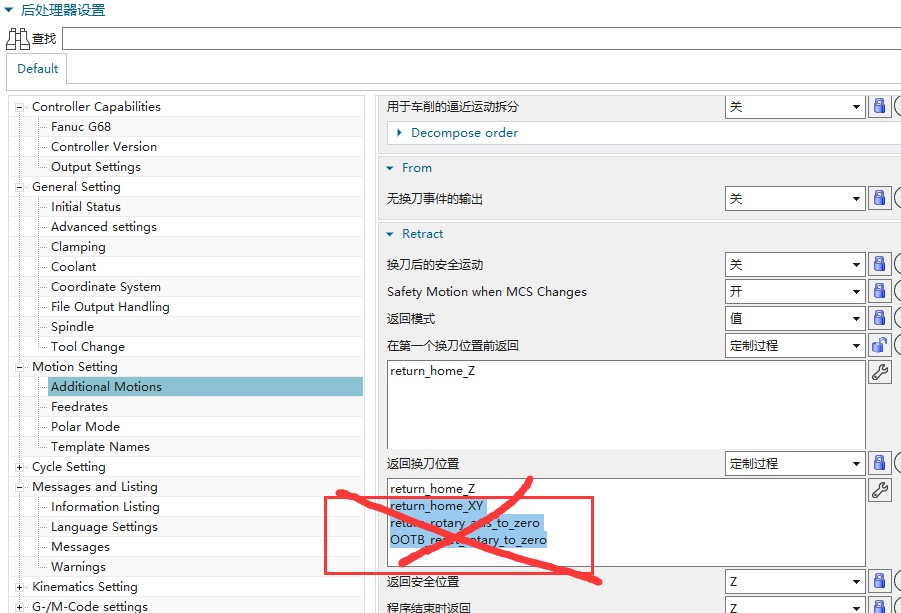
返回换刀位置删除
return_home_XY
return_rotary_axis_to_zero
OOTB_reset_rotary_to_zero
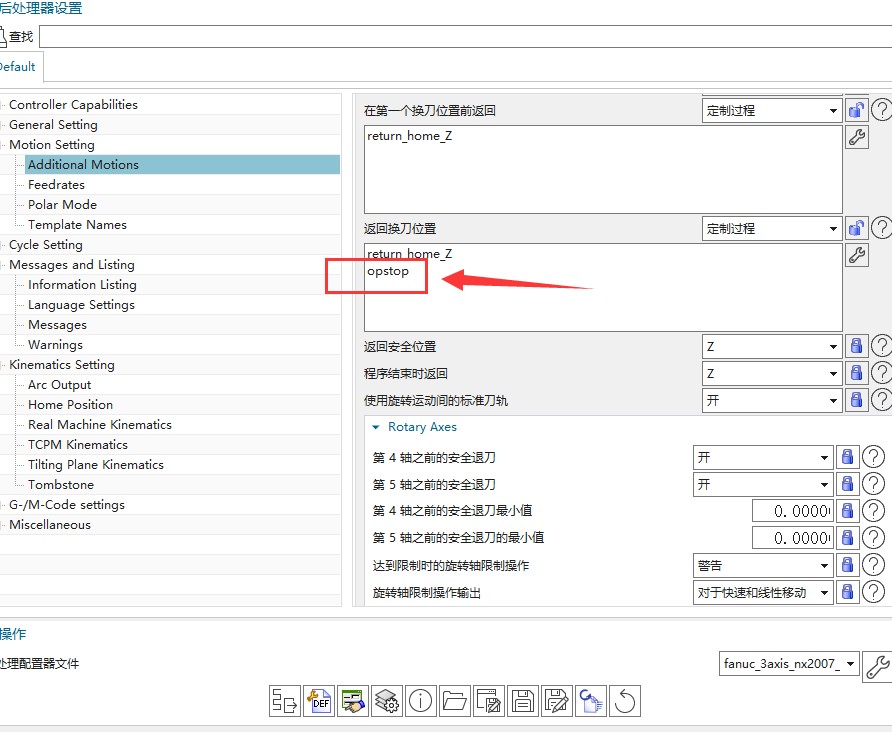
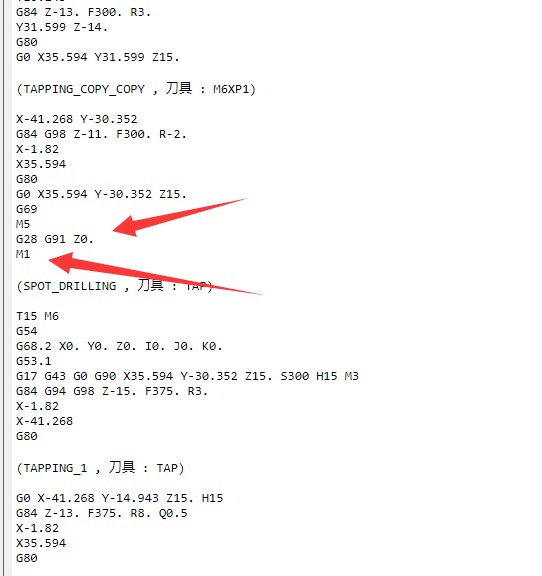
 曾经 return_home_Z 下面曾加以后输入 opstop 添加M01模块
曾经 return_home_Z 下面曾加以后输入 opstop 添加M01模块
程序效果
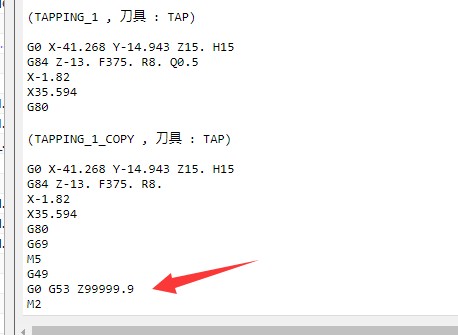
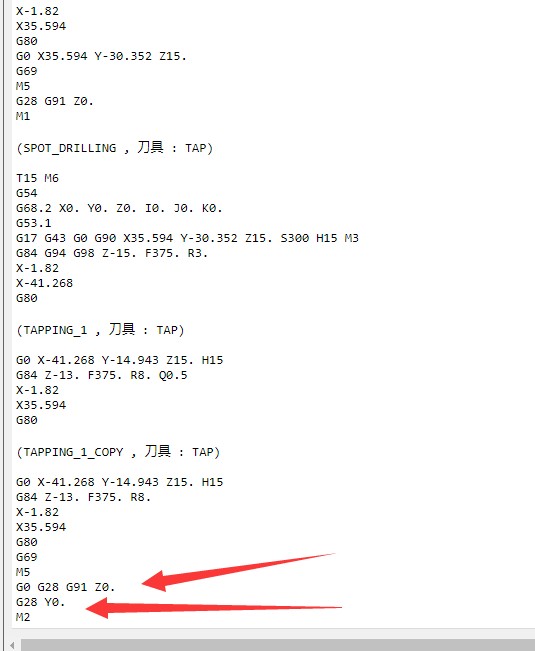
程序结束回零的G0 G53 Z99999.9换成 G91G28Z0. 曾加Y回零G28Y0
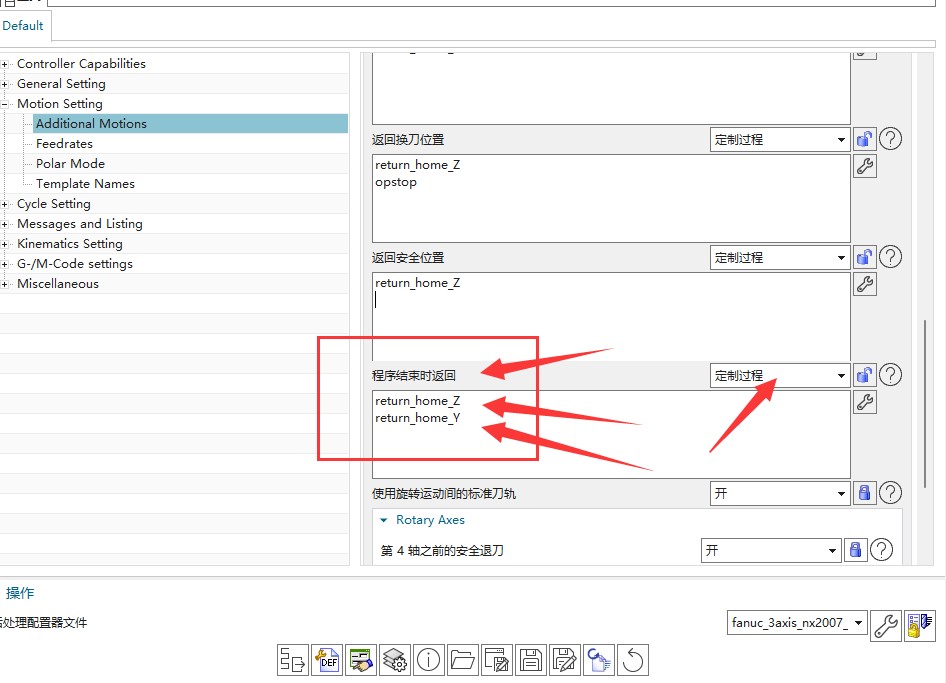
 在程序结束时返回 点击 定制过程 在框中输入 return_home_Z 在下行输入 return_home_Y
在程序结束时返回 点击 定制过程 在框中输入 return_home_Z 在下行输入 return_home_Y
 改完后效果
改完后效果
关闭四轴五轴
点击 机床类型 选择三轴铣床
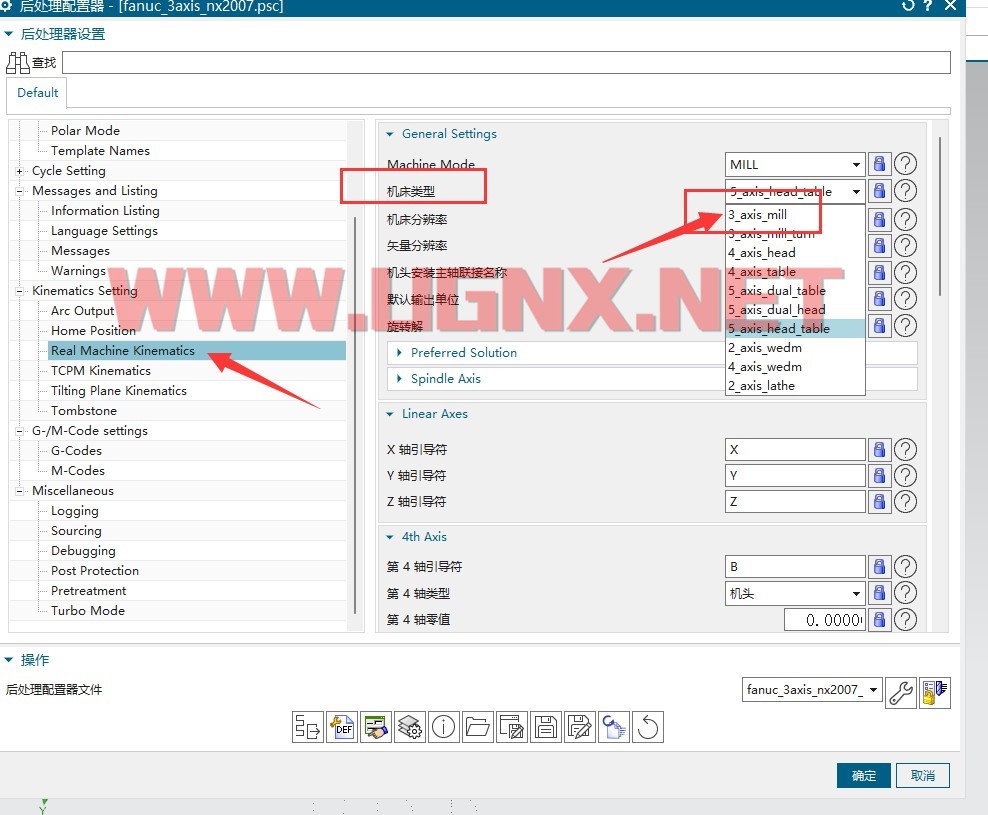
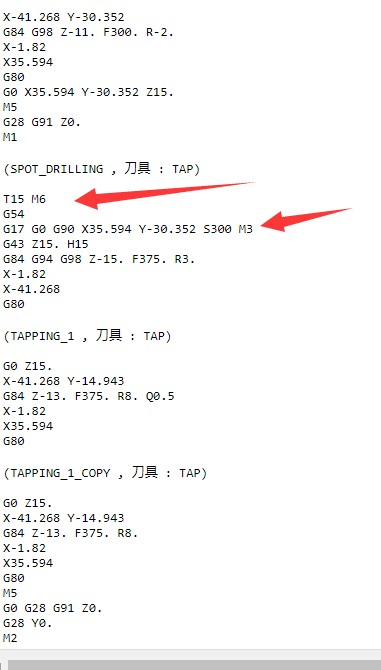
改完效果
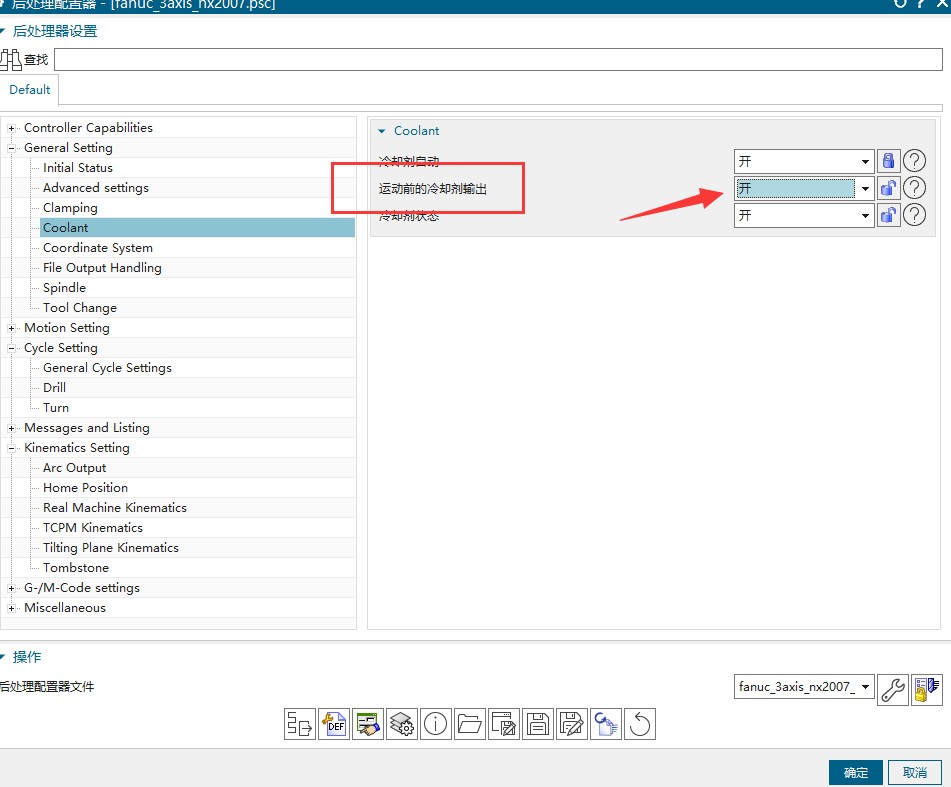
 打开切削液
打开切削液
选择运动前的冷却剂输出选择 开 时
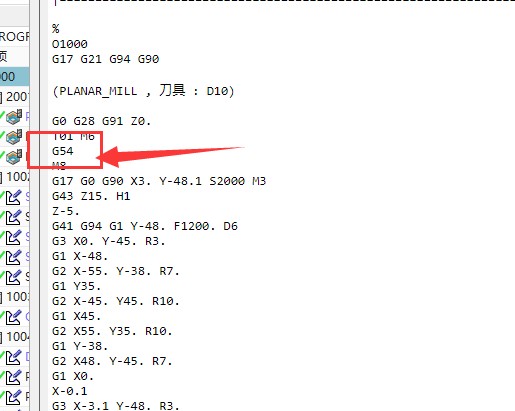
效果
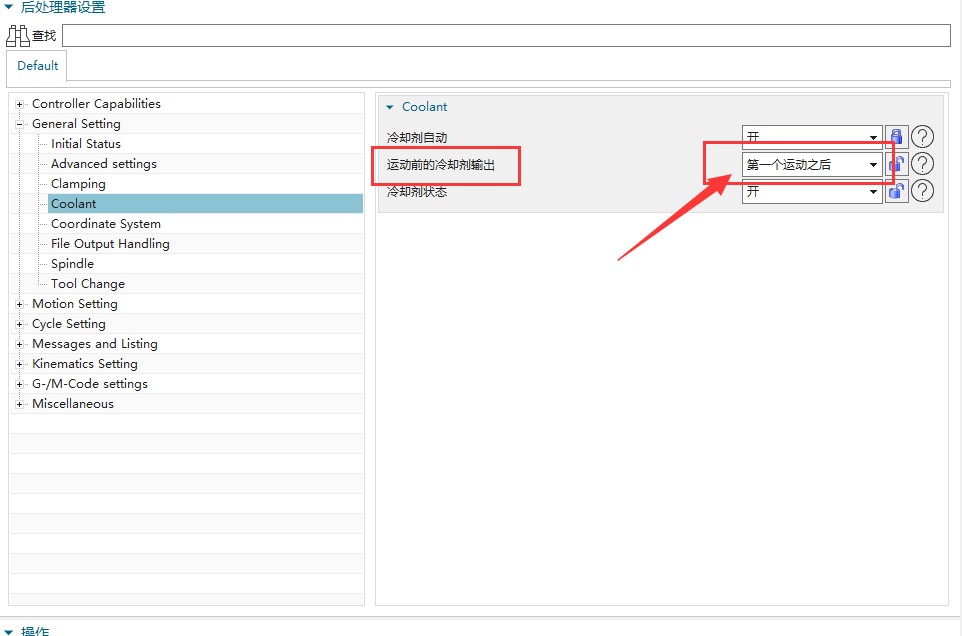
 选择运动前的冷却剂输出选择 第一次运动之后 时
选择运动前的冷却剂输出选择 第一次运动之后 时
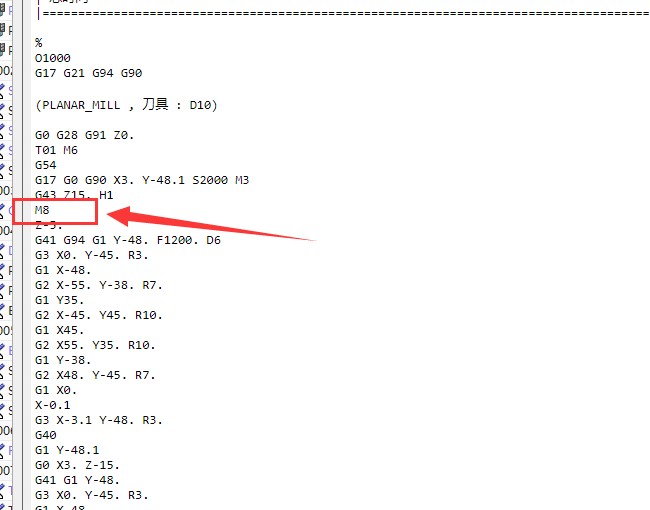
 效果
效果
看个人喜欢
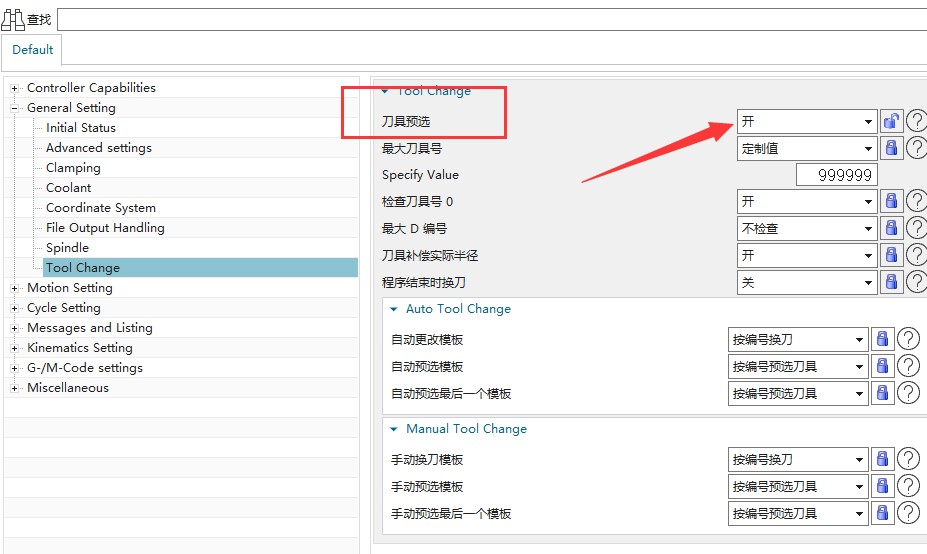
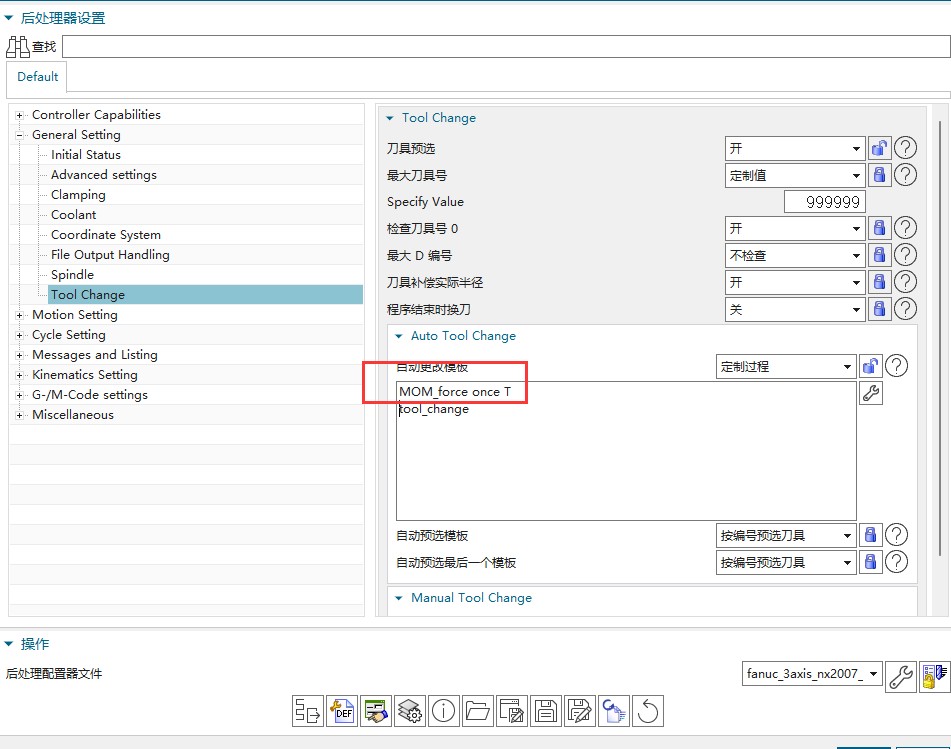
刀具预选 选择 开 添加备刀
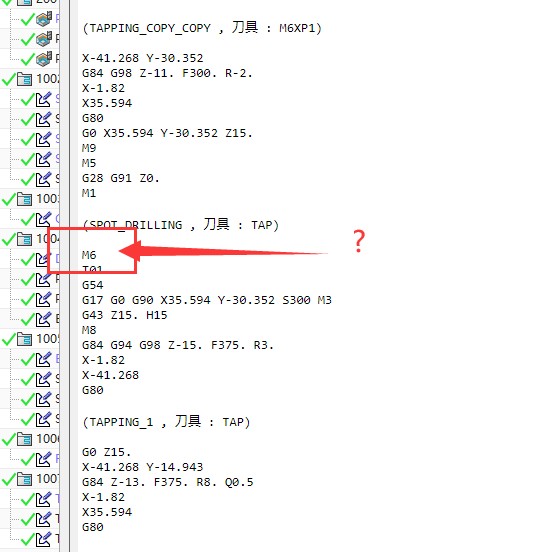
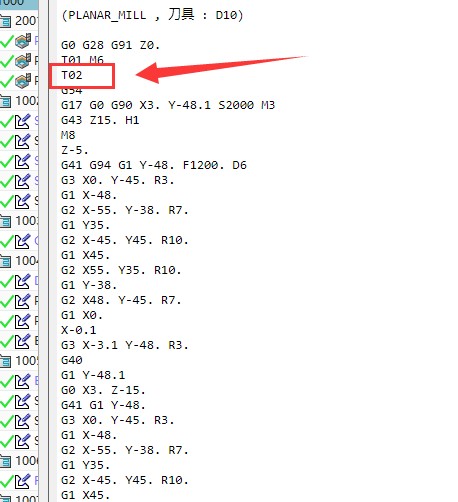 发现曾加备刀后变成下面的T没出来了
发现曾加备刀后变成下面的T没出来了
在自动更改模板 选择 定制过程
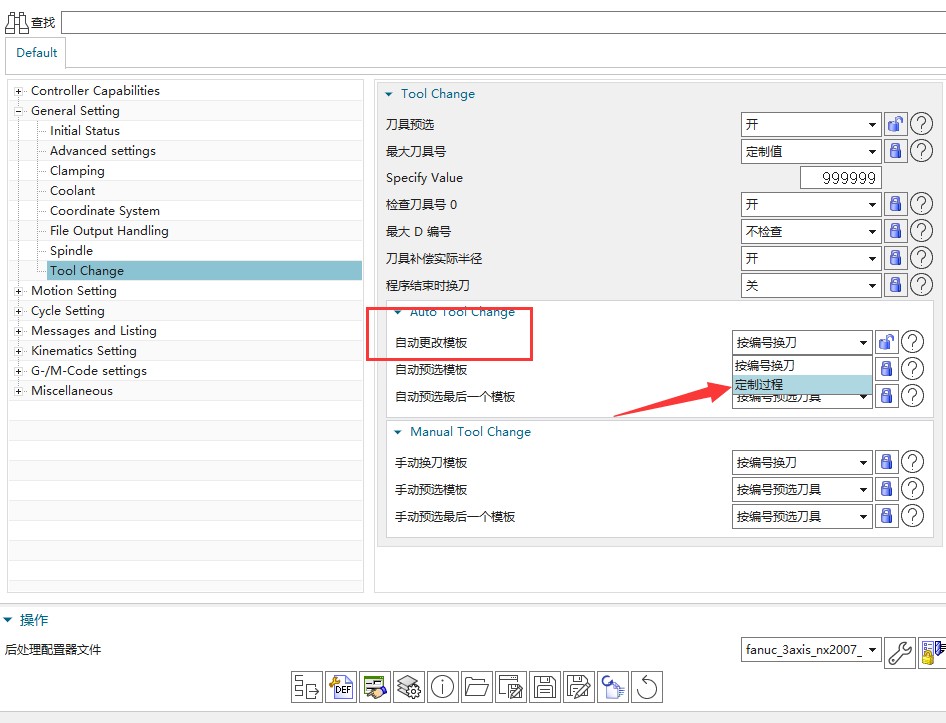 在tool_change上面添加一行 输入 MOM_force once T 强制输出T号
在tool_change上面添加一行 输入 MOM_force once T 强制输出T号
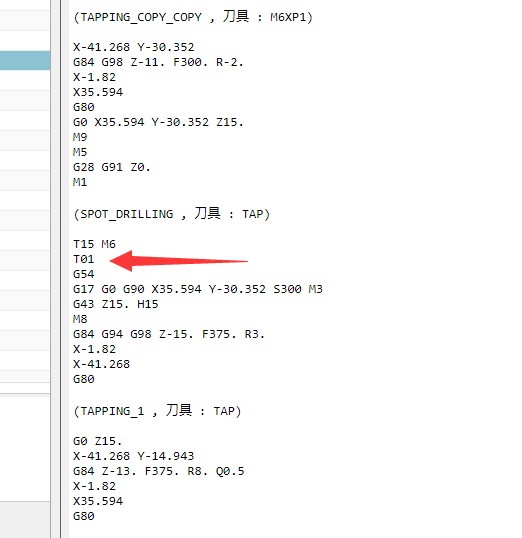
 改完看效果
改完看效果
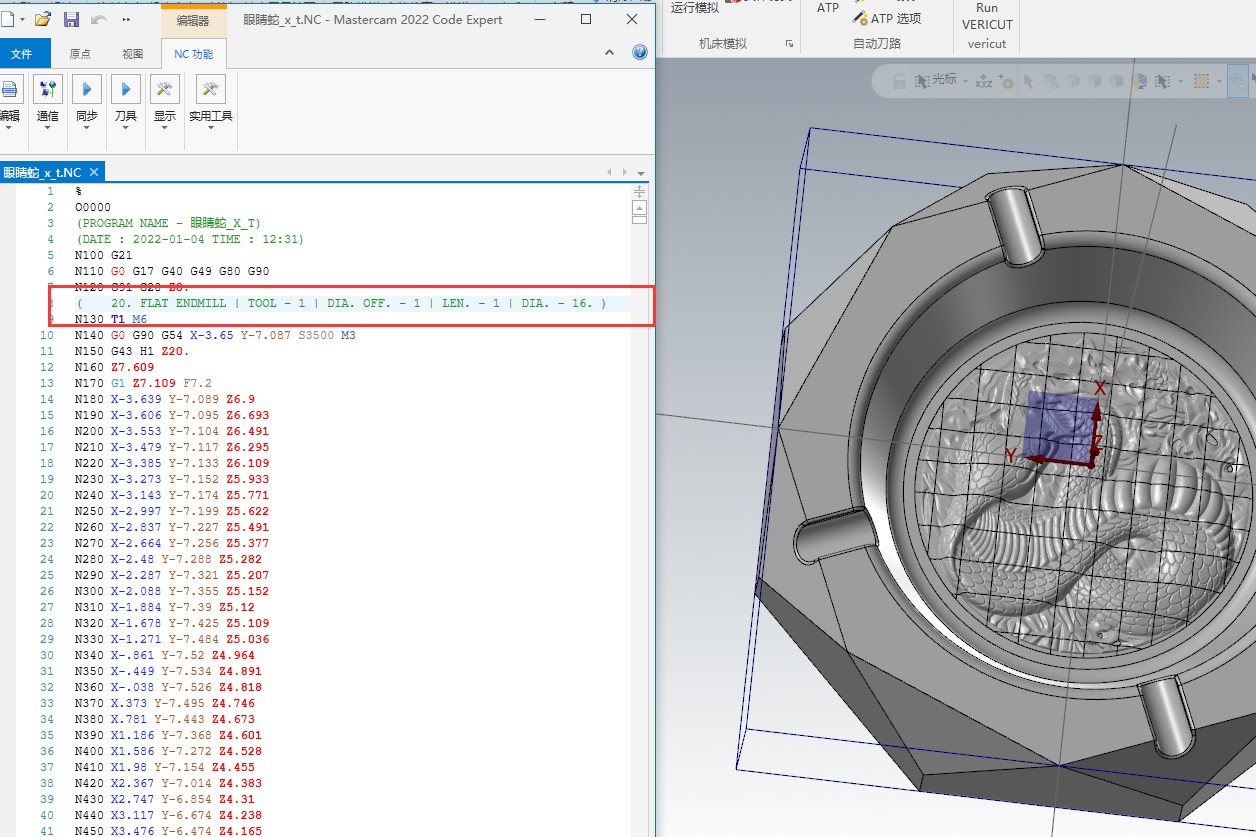
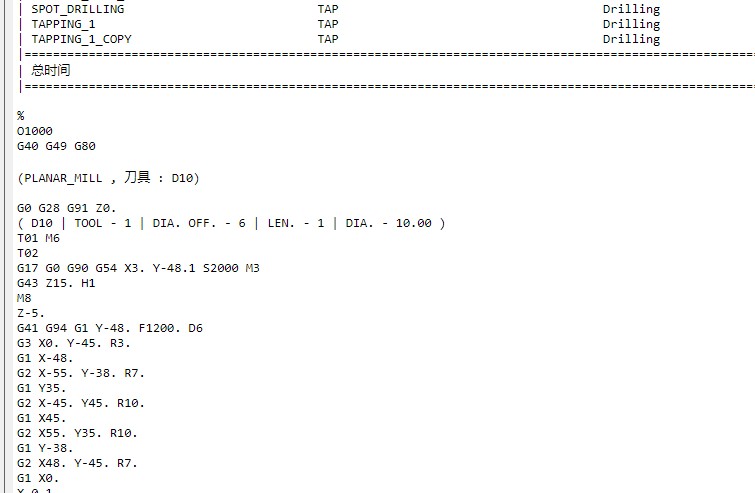
 在换刀前添加刀具信息 样式看自己喜欢做 我就以mastercan 的样式做
在换刀前添加刀具信息 样式看自己喜欢做 我就以mastercan 的样式做
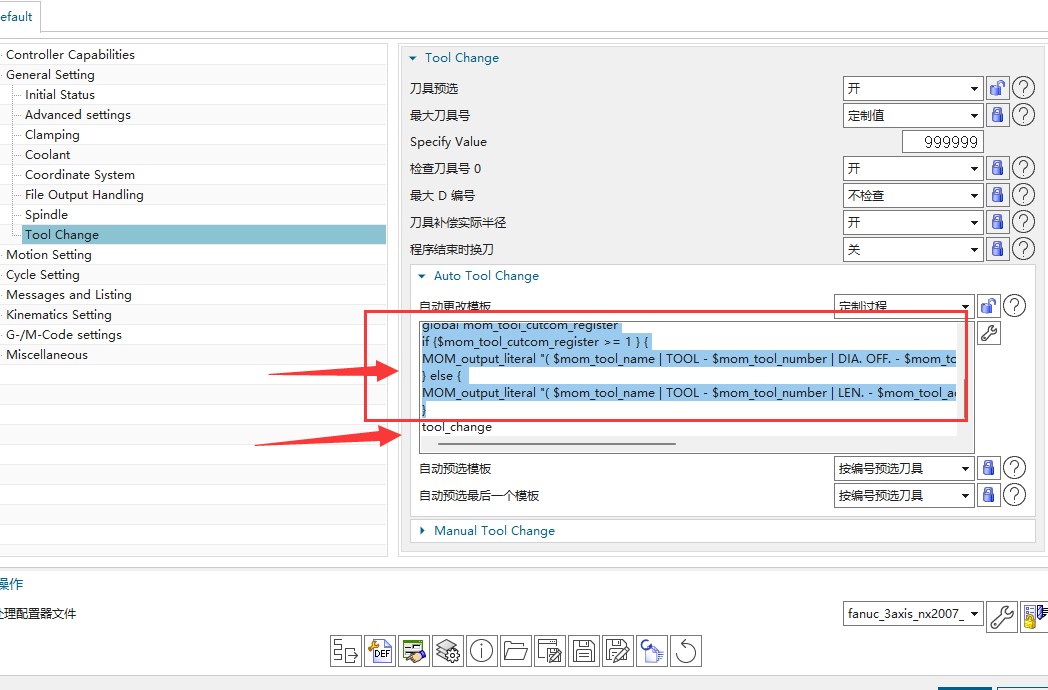
在tool_change上面添加代码
global mom_tool_number
global mom_tool_name
global mom_tool_diameter
global mom_tool_number
global mom_tool_adjust_register
global mom_tool_cutcom_register
if {$mom_tool_cutcom_register >= 1 } {
MOM_output_literal "( $mom_tool_name | TOOL - $mom_tool_number | DIA. OFF. - $mom_tool_cutcom_register | LEN. - $mom_tool_adjust_register | DIA. - [format "%.2f" $mom_tool_diameter] )"
} else {
MOM_output_literal "( $mom_tool_name | TOOL - $mom_tool_number | LEN. - $mom_tool_adjust_register | DIA. - [format "%.2f" $mom_tool_diameter] )"
}
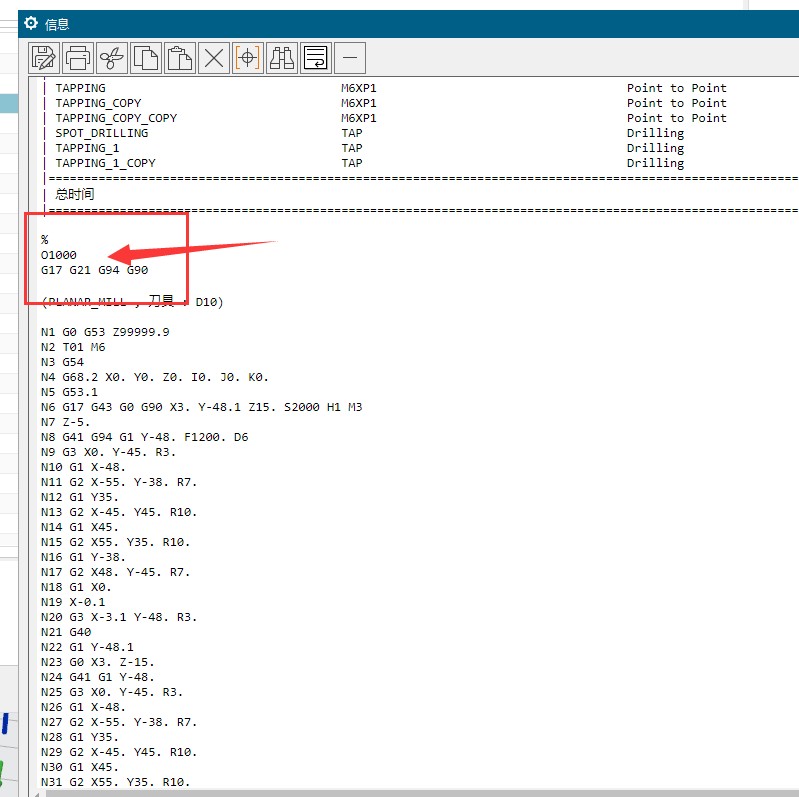
 这样就出来了
这样就出来了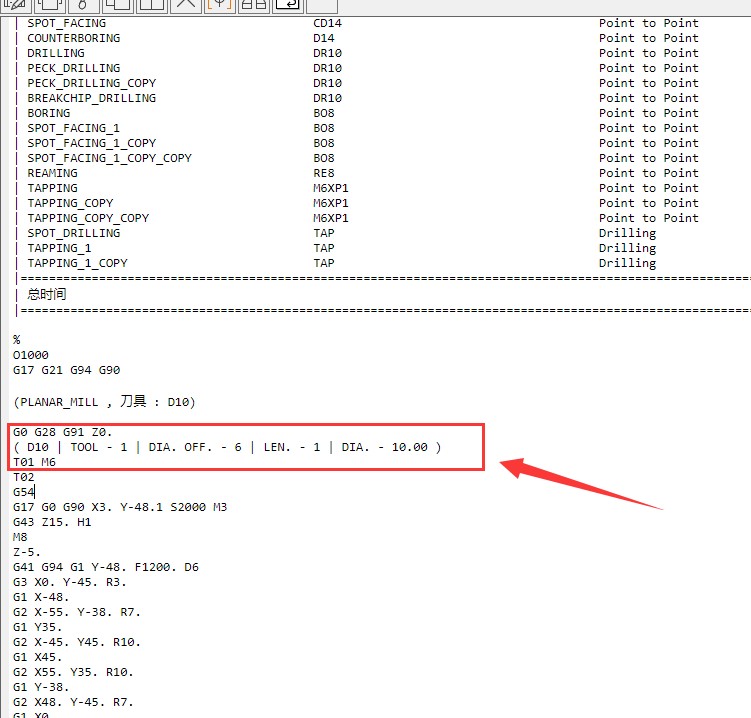 现在把M02改M30和添加百分号
现在把M02改M30和添加百分号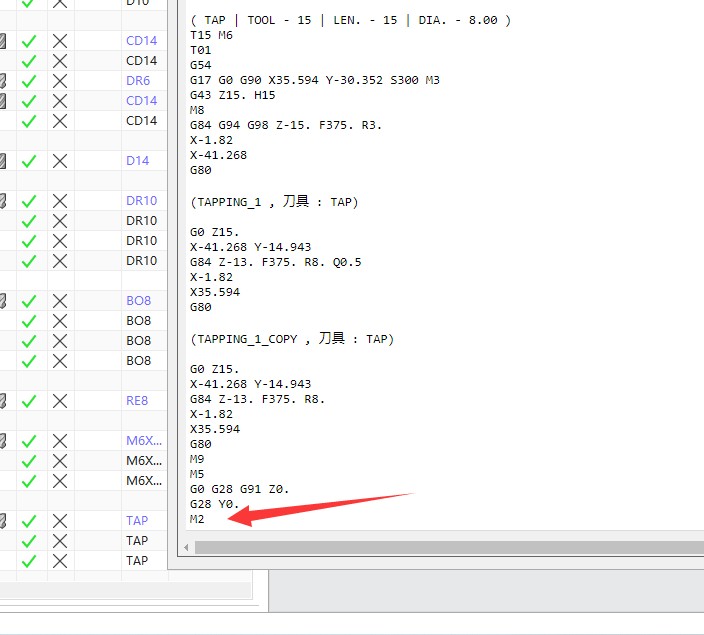
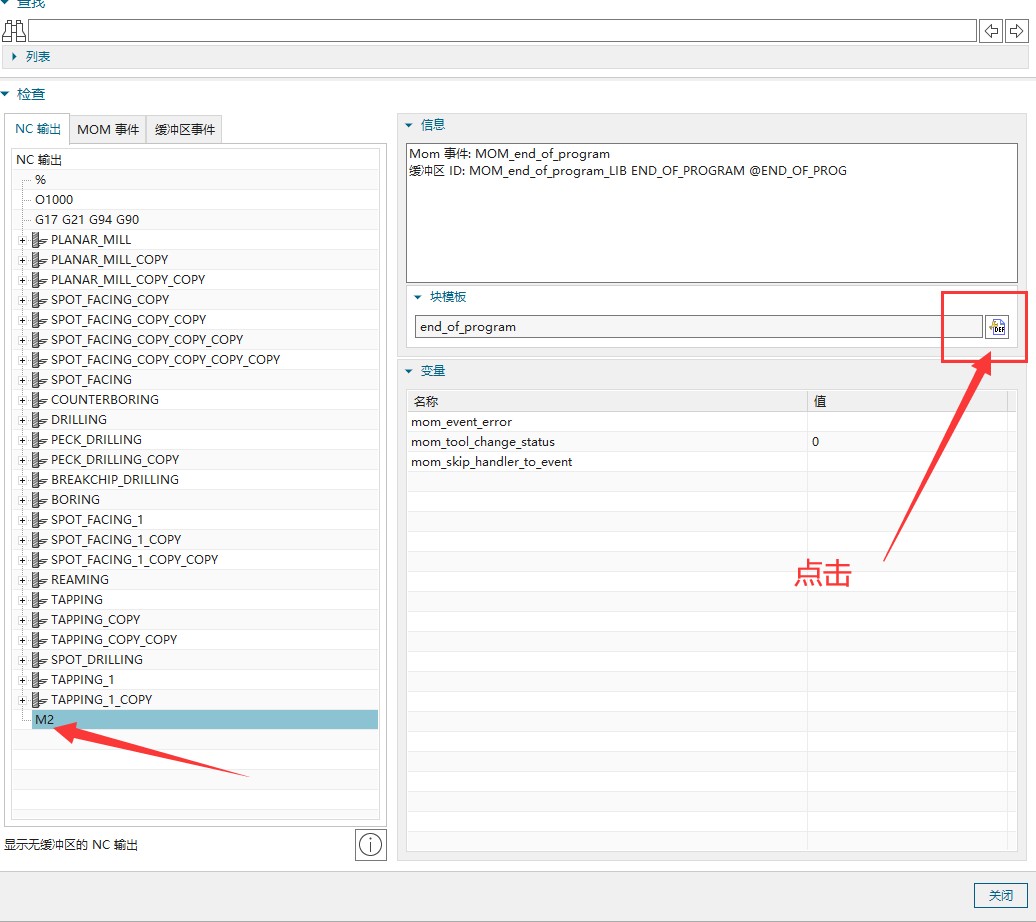 替换成 $mom_sys_rewind_code 也可以直接输 30
替换成 $mom_sys_rewind_code 也可以直接输 30 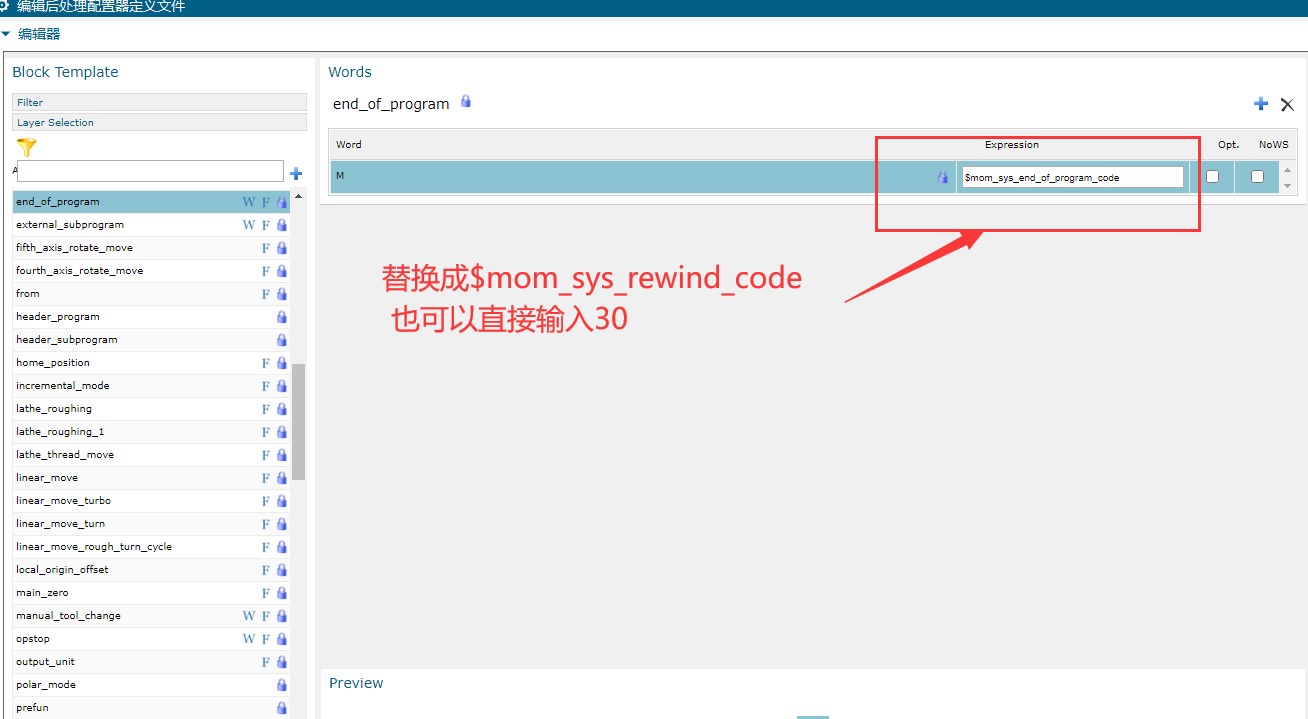 点击确定 记得保存后处理
点击确定 记得保存后处理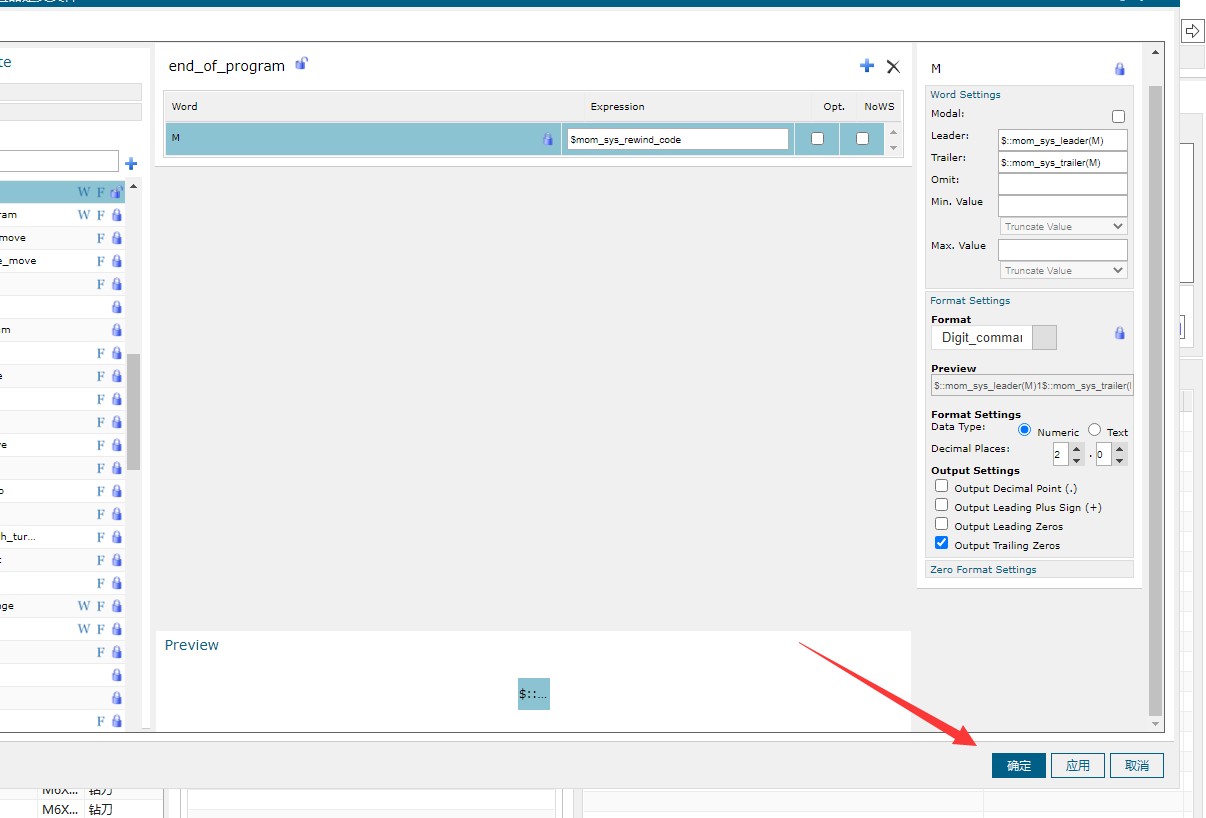 现在M30就有了
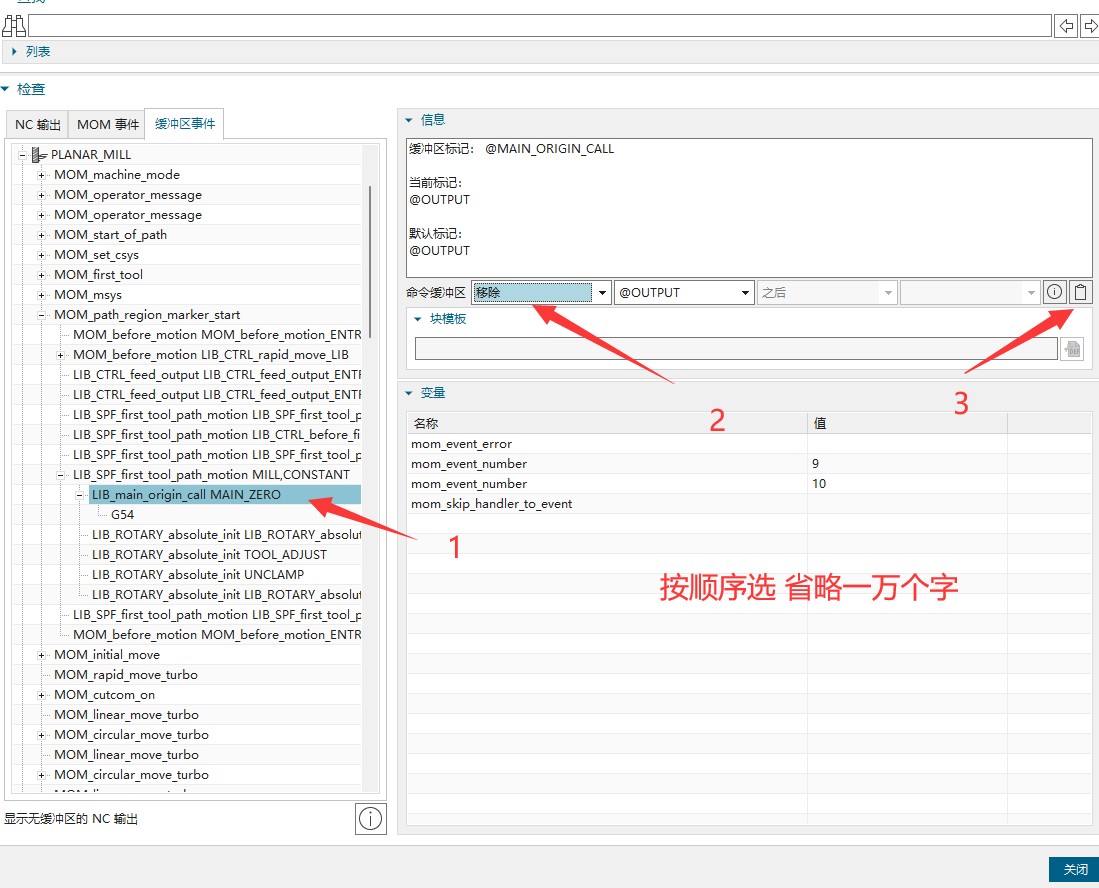
现在M30就有了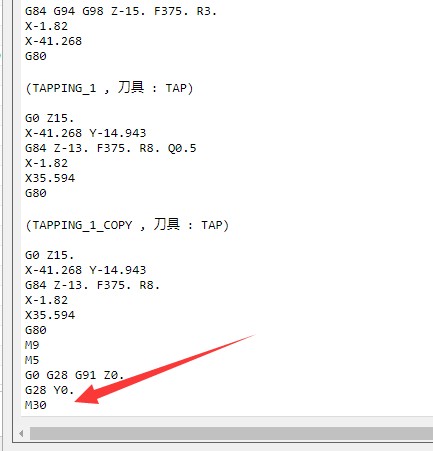 检查工具找到M30 点击缓冲事件
检查工具找到M30 点击缓冲事件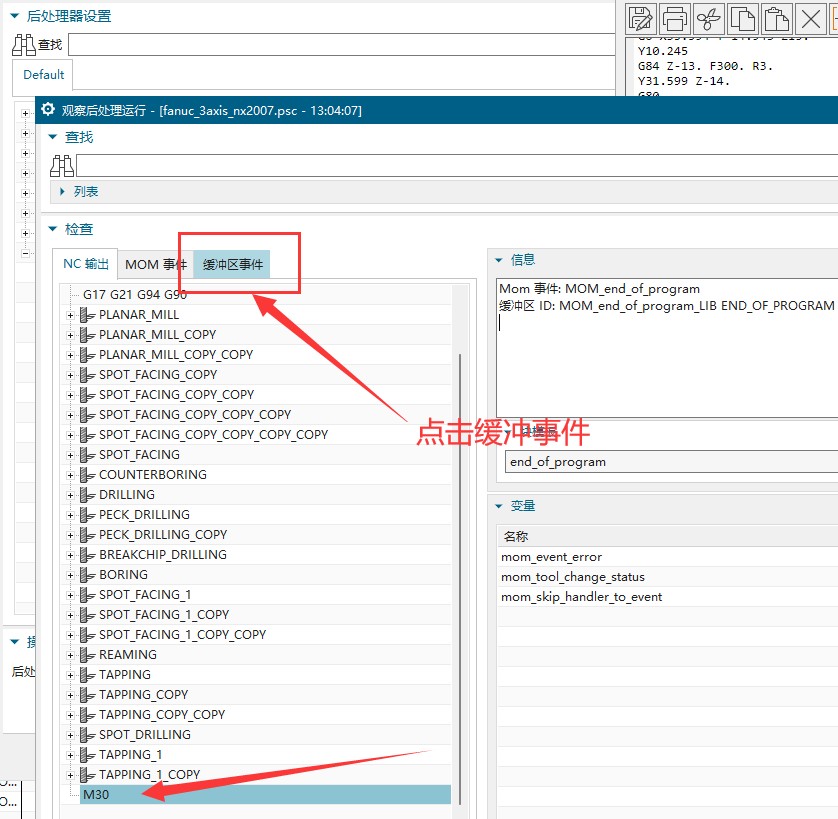
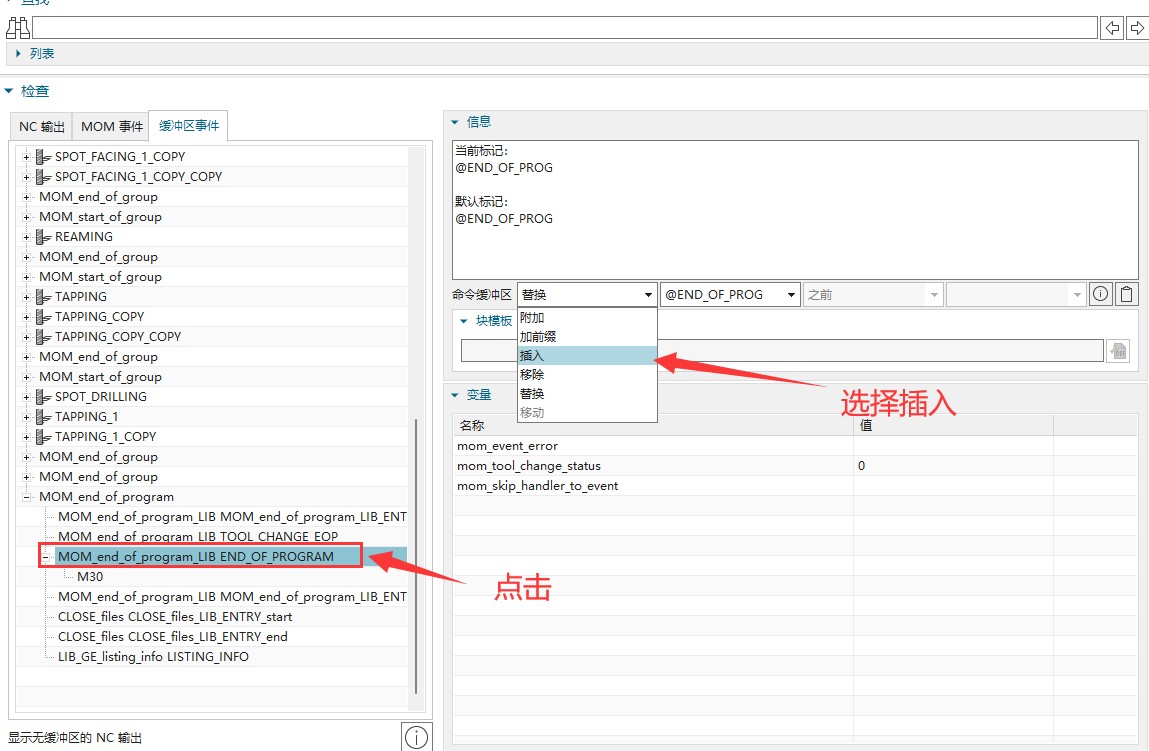 选择之后 点击
选择之后 点击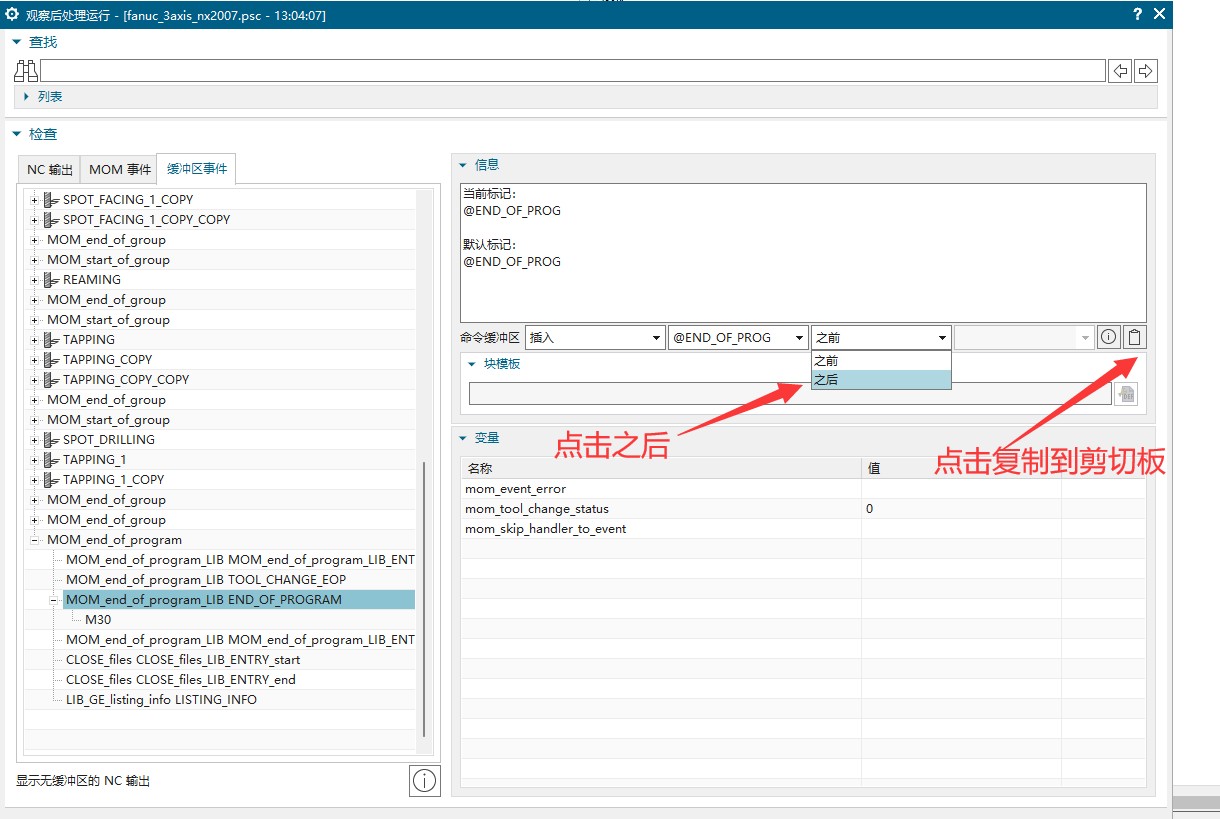 点击后处理配置文件
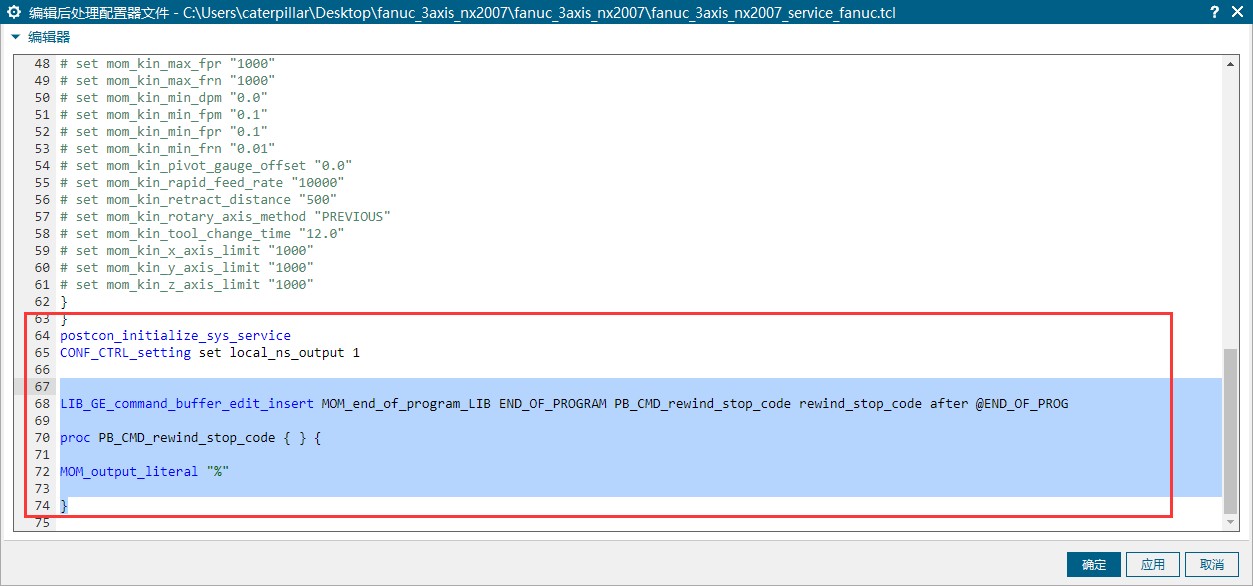
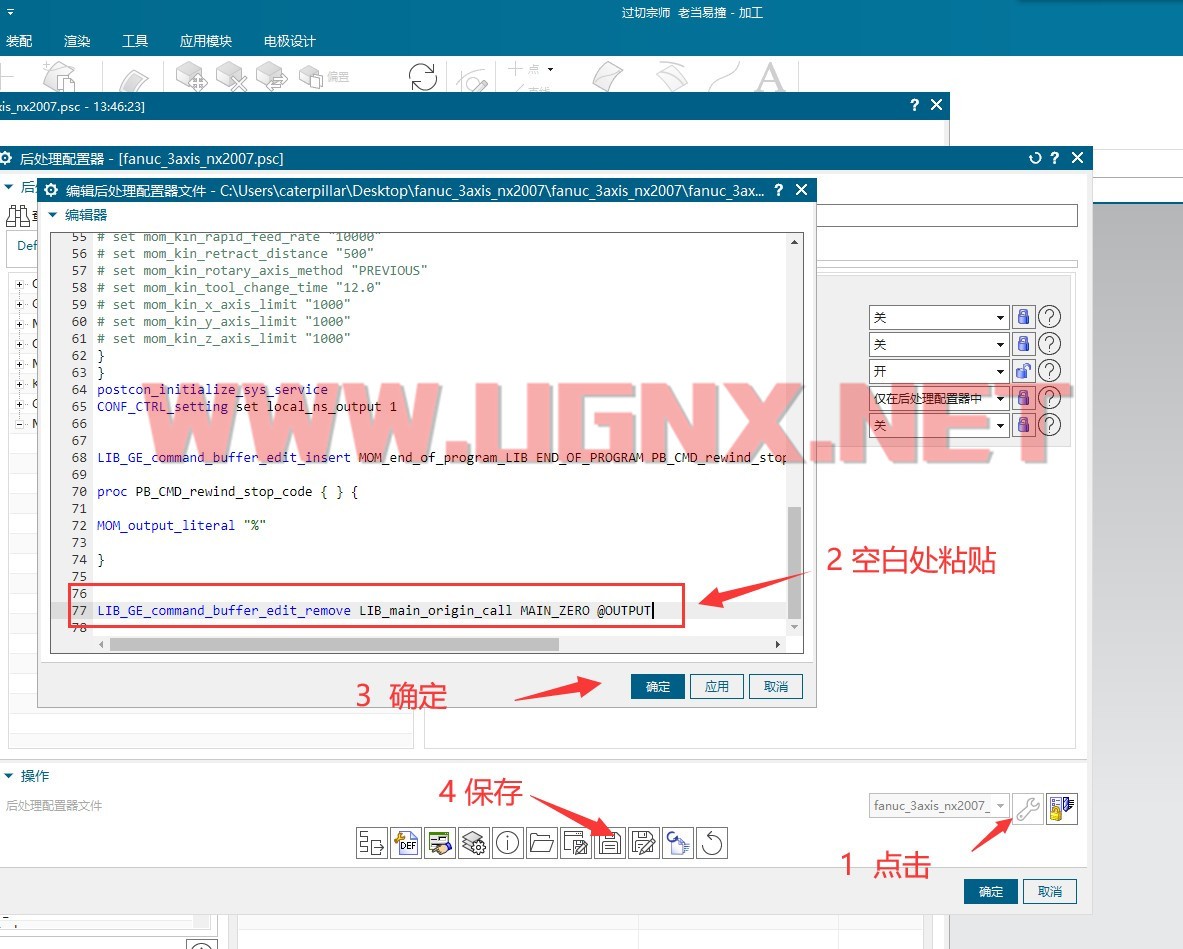
点击后处理配置文件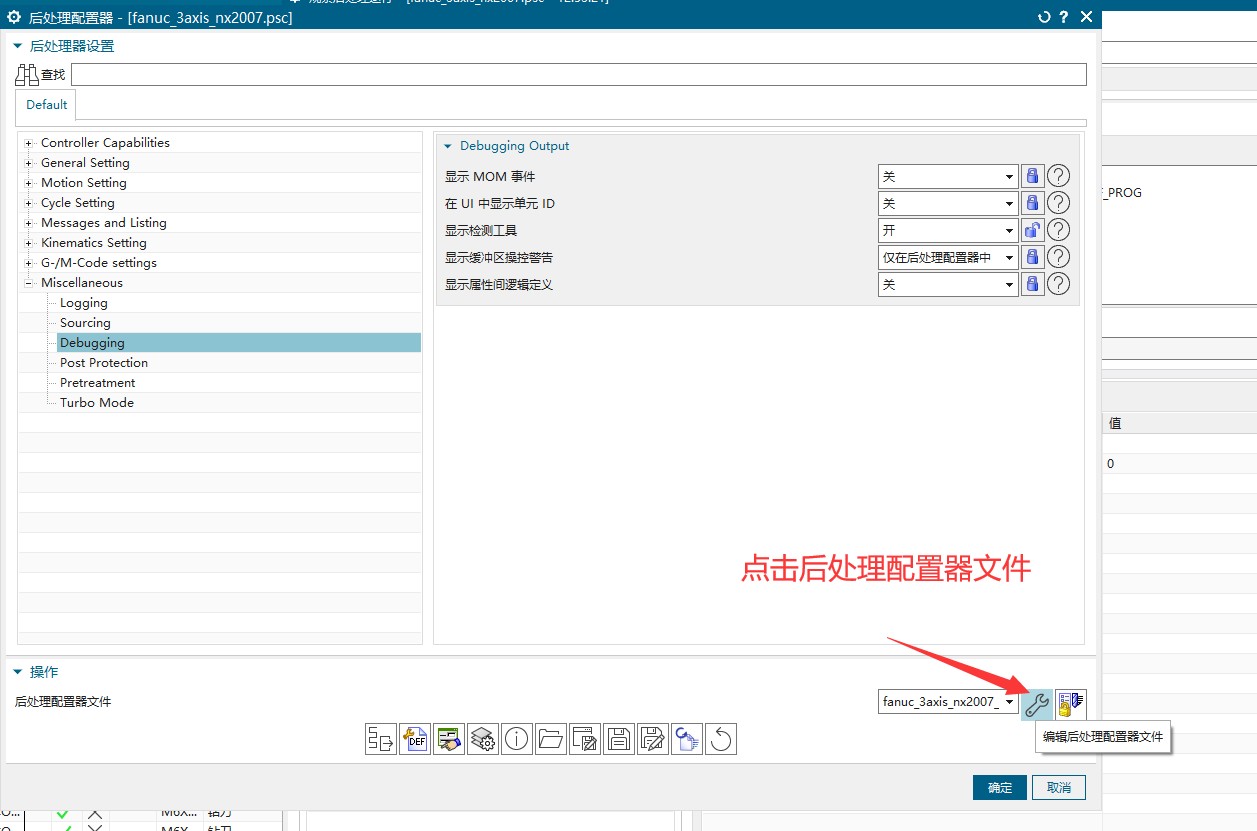 在最下方粘贴在下面添加
在最下方粘贴在下面添加 
结果改成
LIB_GE_command_buffer_edit_insert MOM_end_of_program_LIB END_OF_PROGRAM PB_CMD_rewind_stop_code rewind_stop_code after @END_OF_PROG
proc PB_CMD_rewind_stop_code { } {
MOM_output_literal "%"
}
 这个检查工具插入的用法想插什么代码按这代码插就好了 现在演示删除功能
这个检查工具插入的用法想插什么代码按这代码插就好了 现在演示删除功能
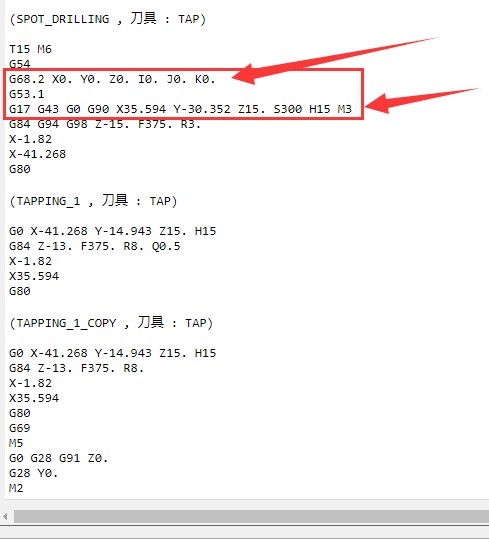
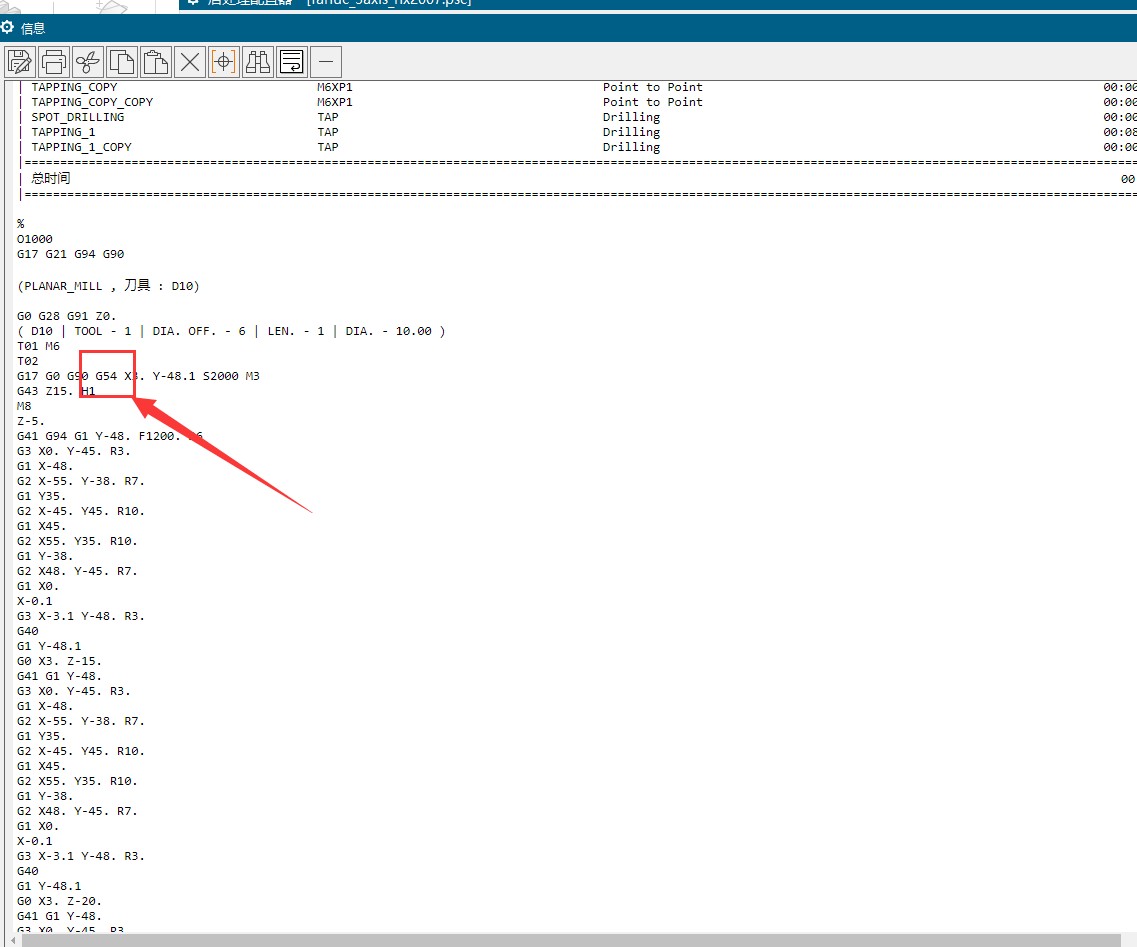
找到G54 点击缓冲事件
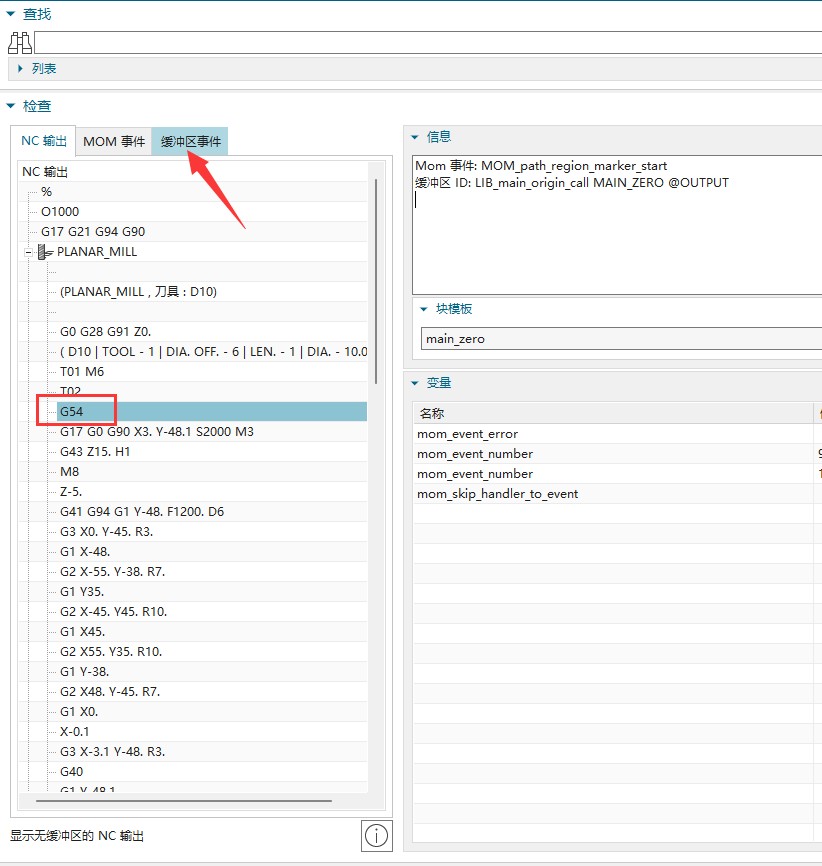
 找到快速定位行添加G54坐标
找到快速定位行添加G54坐标
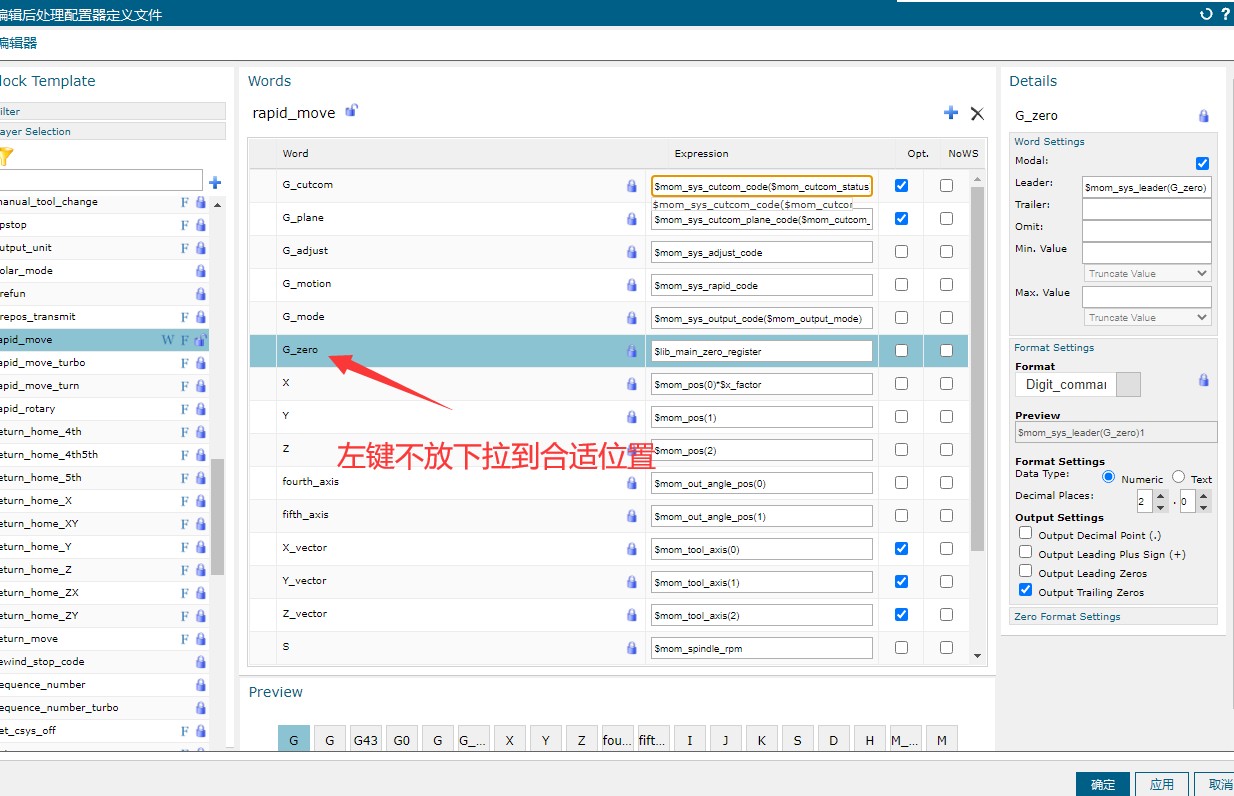
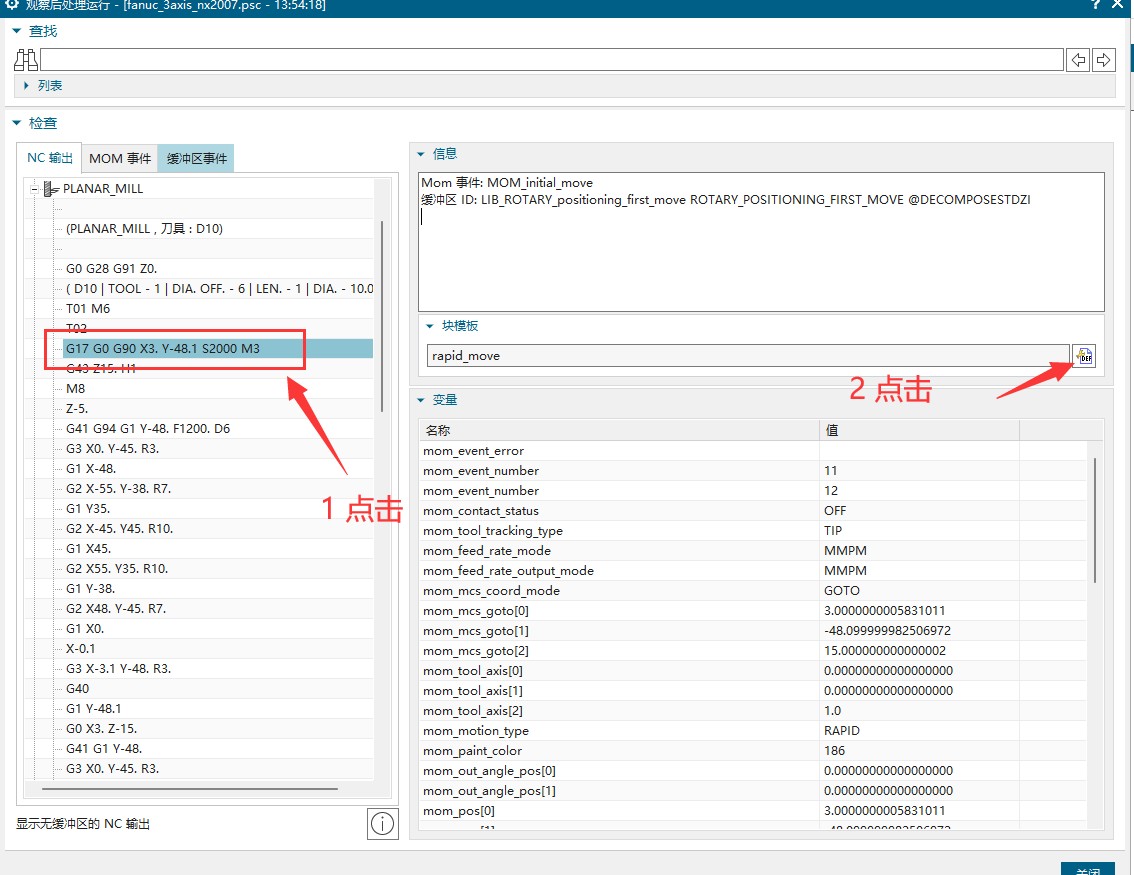 点加号 添加 块
点加号 添加 块
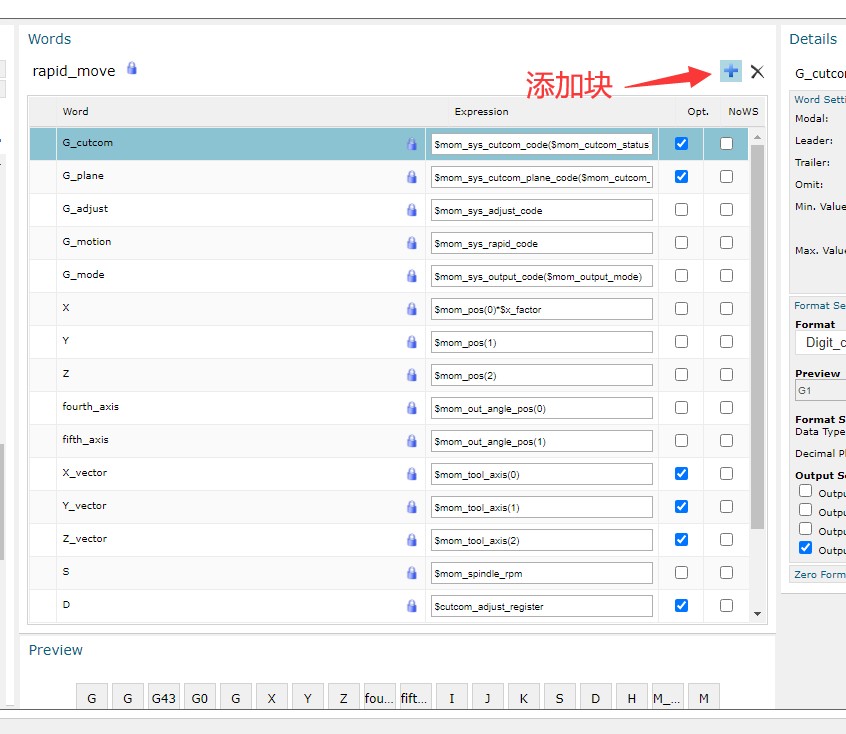
输入
$lib_main_zero_register
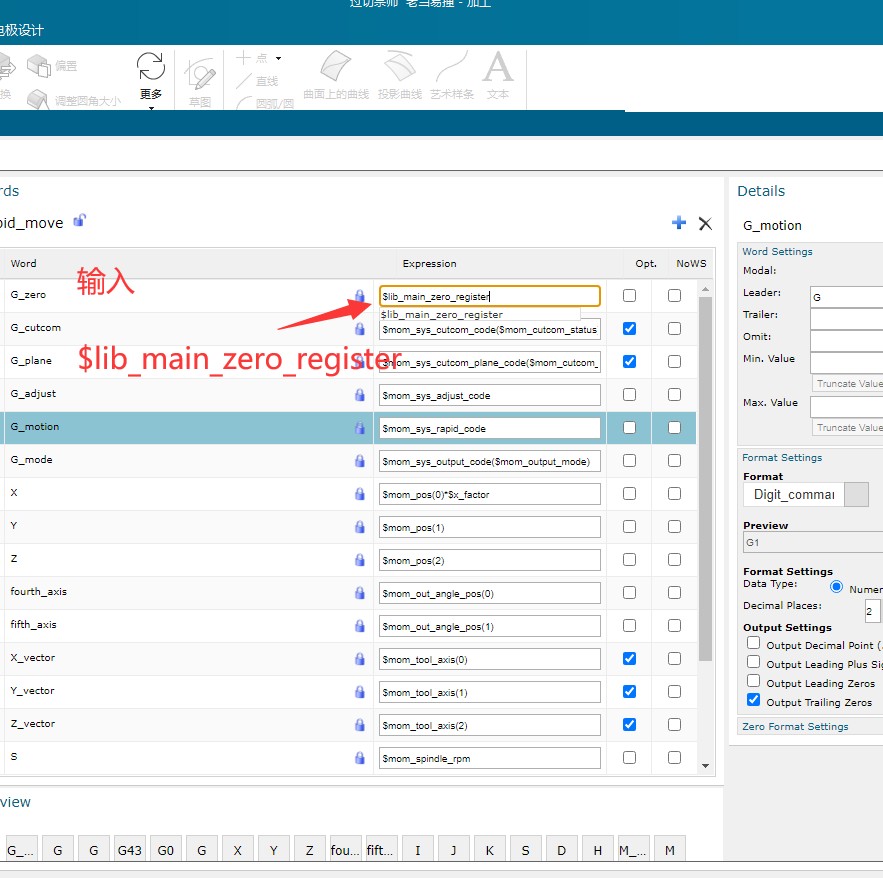
看效果
现在来演示 替换
我们把前面的 G17 G21 G94 G90 替换成 G40 G49 G80
检查工具找到 G17 G21 G94 G90
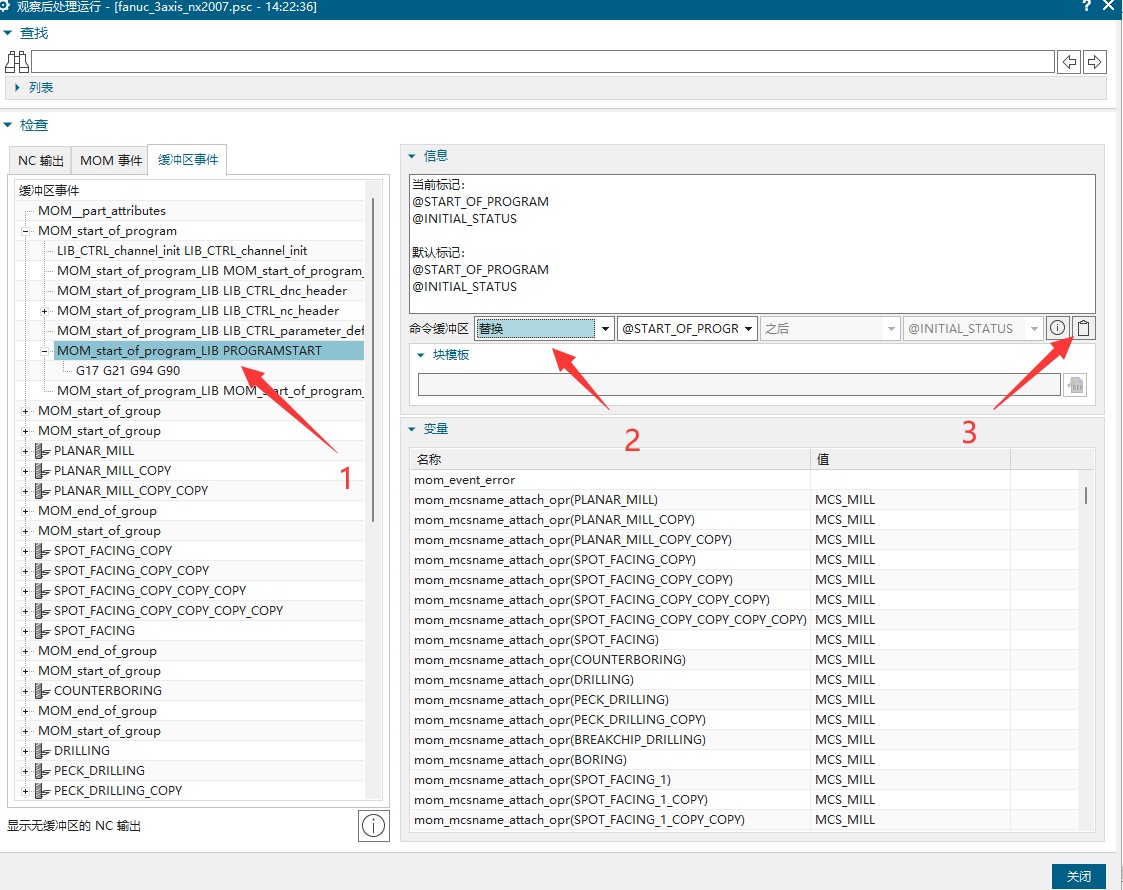
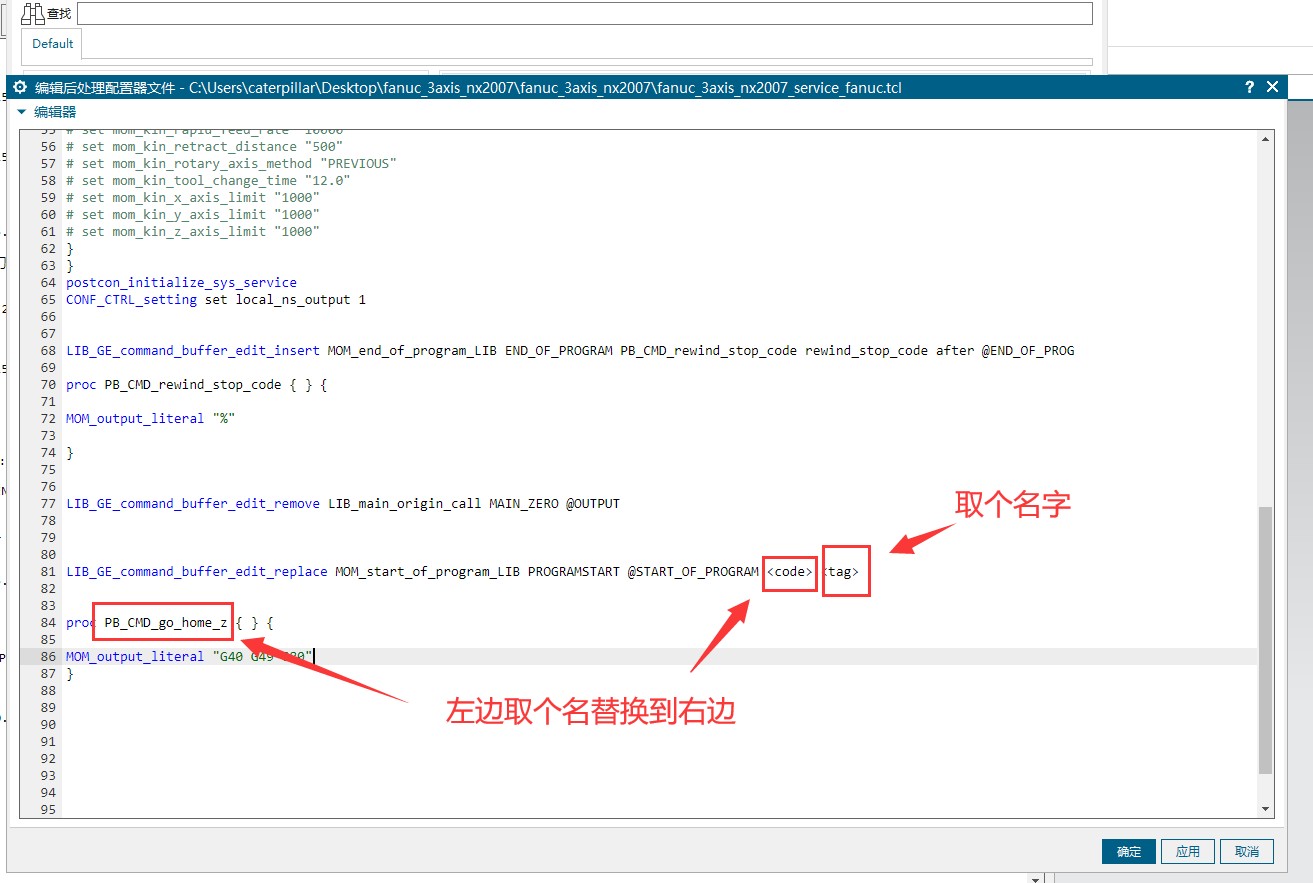 最后写成
最后写成
LIB_GE_command_buffer_edit_replace MOM_start_of_program_LIB PROGRAMSTART @START_OF_PROGRAM PB_CMD_go_home_z go_home_z
proc PB_CMD_go_home_z { } {
MOM_output_literal "G40 G49 G80"
}
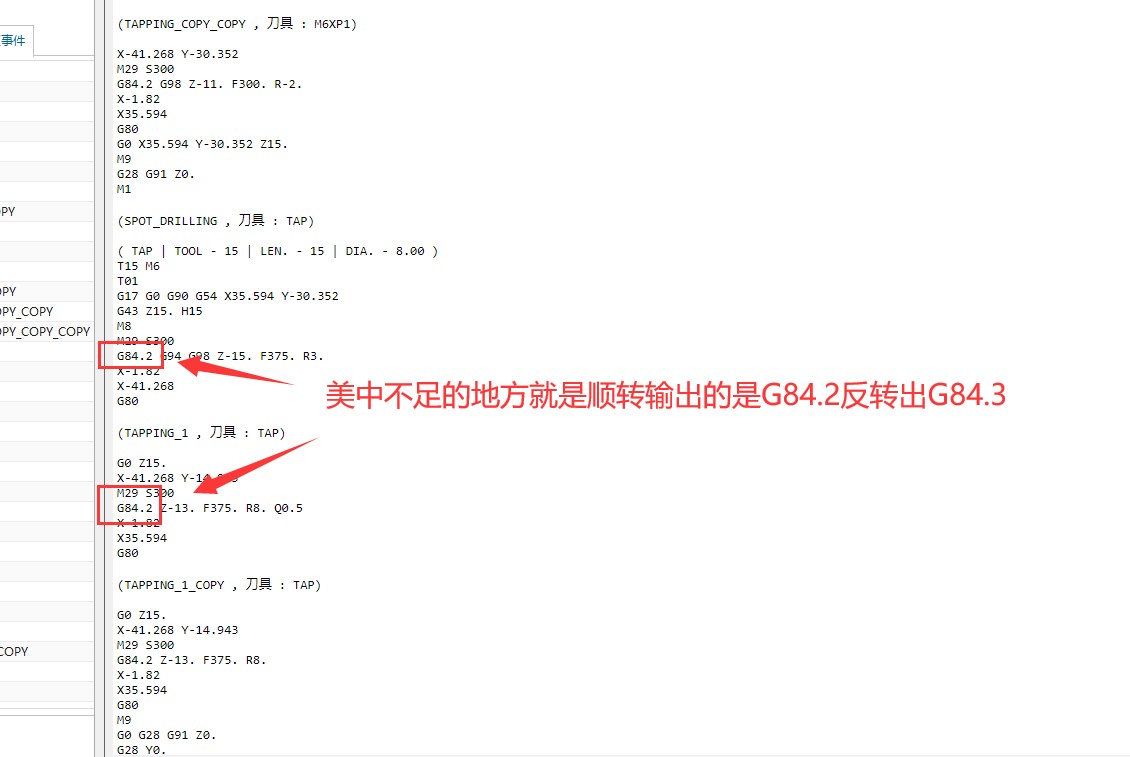
 发那科肯定少不了要输出M29了 我们只需把循环攻丝 标准改成刚性就可以了
发那科肯定少不了要输出M29了 我们只需把循环攻丝 标准改成刚性就可以了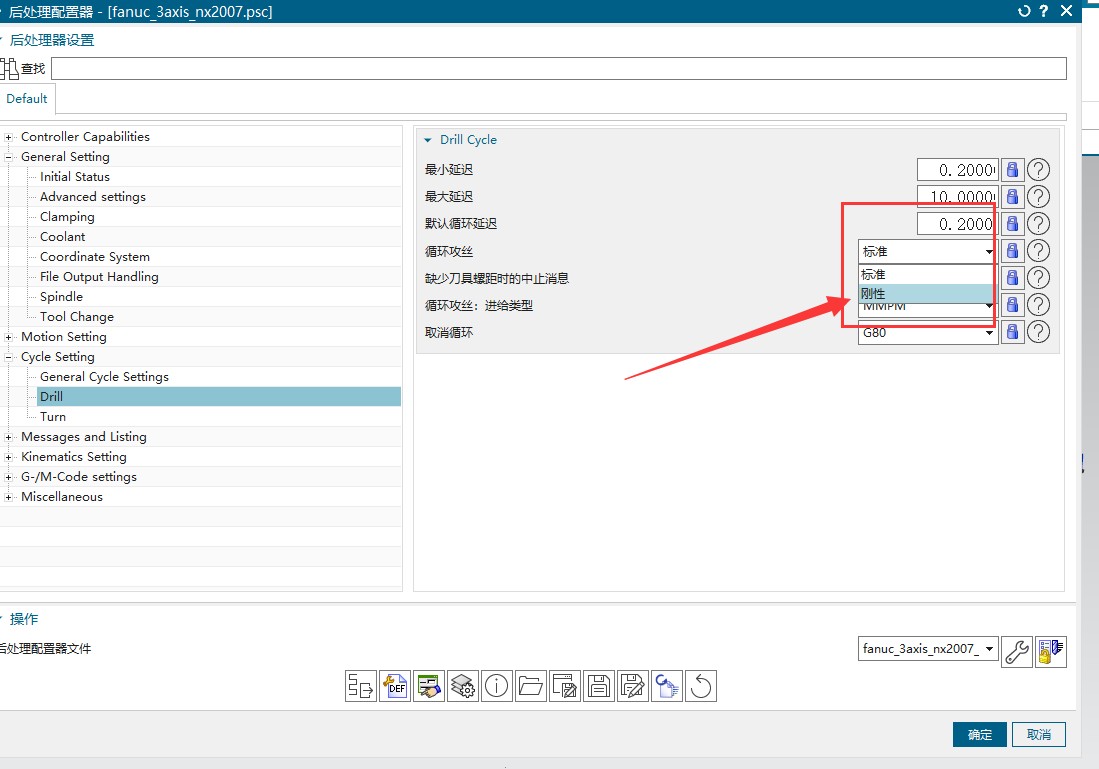
 应该是tbc文件是tcl文件加密成的 我现在还没找到要改的地方 希望各位大神多多指点一二 要是找到就好解决了
应该是tbc文件是tcl文件加密成的 我现在还没找到要改的地方 希望各位大神多多指点一二 要是找到就好解决了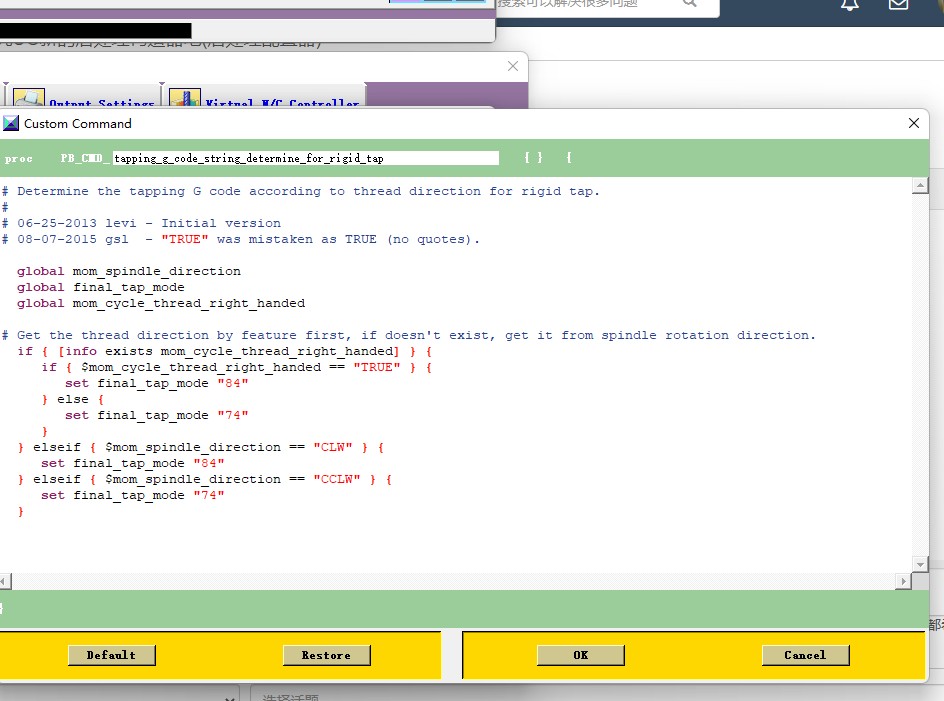 钻孔部分还没开始搞很多地方要改
钻孔部分还没开始搞很多地方要改
- 发表于 2022-04-01 14:19
- 阅读 ( 27498 )
- 分类:NX后处理




