螺纹进阶知识和螺纹数控编程加工解决方案
1. 主要参考来源:
<<公英制连接螺纹标准手册>>, (中国标准出版社)
<<公制、美制和英制螺纹标准手册>>(第三版),
<<Machinery’s Handbook>> (28th Edition)
<<CNC Programming Handbook>> (3rd Edition)
维基百科, 关键词:Screw Thread, UN thread (Unified Thread Standard), British Standard
Pipe (BSP).
American National Standard Pipe Thread.
部分图片来自网络。
2. 螺纹的发展。
英国螺纹标准(British Standard):
英国最先建立螺纹标准,世界各国标准是以英制螺纹标准为基础的。
美国螺纹标准(American National Standard):
美国先进的技术导致美制螺纹广泛使用。
公制螺纹标准(米制螺纹):
公制螺纹标准是未来的发展方向。
英美常用英制(INCH),本文只笼统地称呼英制螺纹,和公制螺纹(MM).
螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向
英制计量:
1 英寸=8 英分=25.4 毫米
螺纹分类:
全世界螺纹种类有几百种,有多种分类方法,这里分类为:连接螺纹,动力螺纹,管螺
纹。
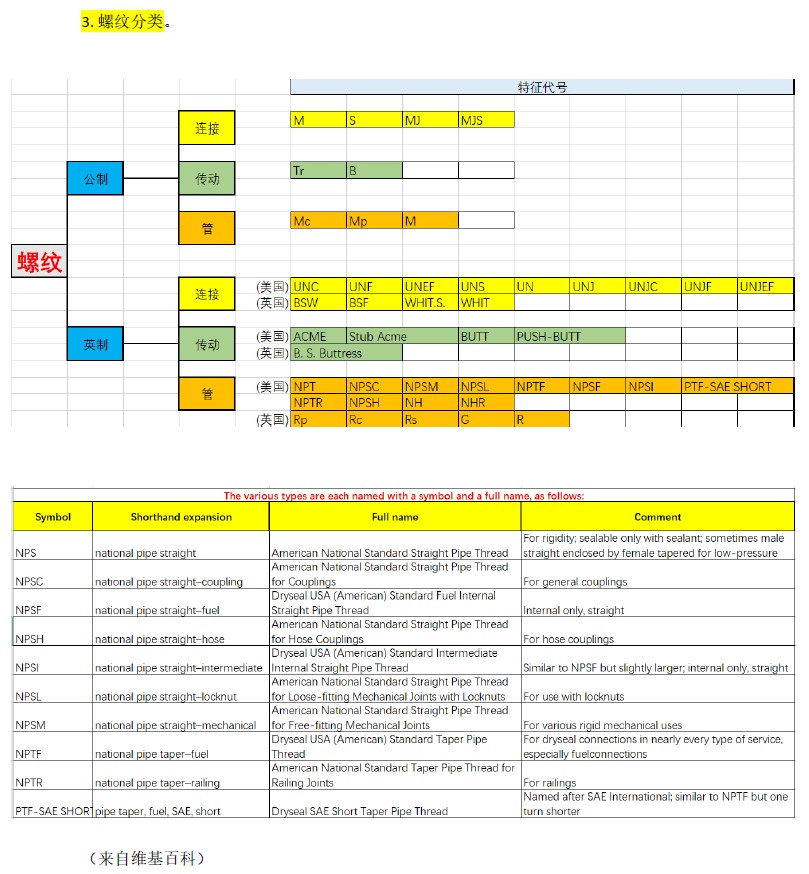
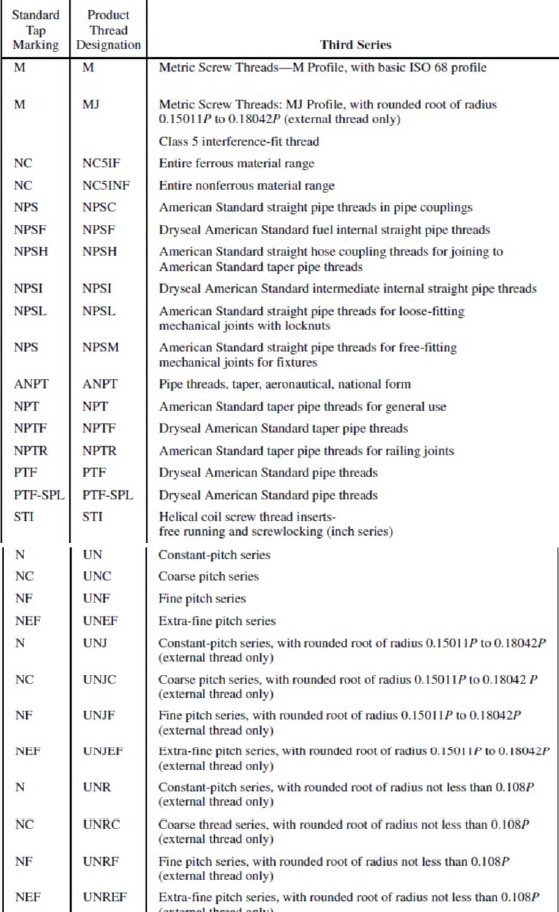
3. 螺纹分类。
(来自维基百科)
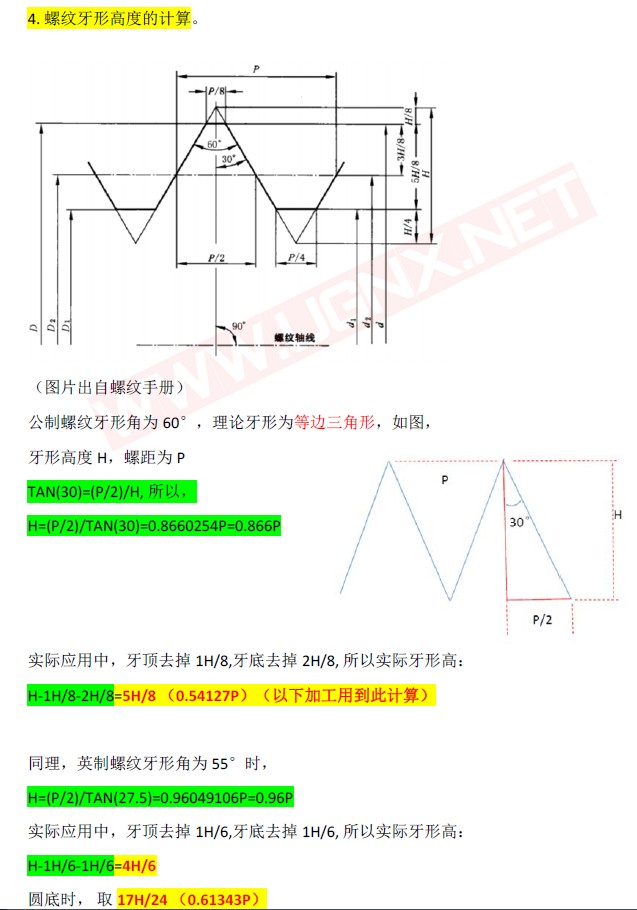
4. 螺纹牙形高度的计算。
(图片出自螺纹手册)
公制螺纹牙形角为60°,理论牙形为等边三角形,如图,
牙形高度H,螺距为P
TAN(30)=(P/2)/H, 所以,
H=(P/2)/TAN(30)=0.8660254P=0.866P
实际应用中,牙顶去掉1H/8,牙底去掉2H/8, 所以实际牙形高:
H‐1H/8‐2H/8=5H/8 (0.54127P)(以下加工用到此计算)
同理,英制螺纹牙形角为55°时,
H=(P/2)/TAN(27.5)=0.96049106P=0.96P
实际应用中,牙顶去掉1H/6,牙底去掉1H/6, 所以实际牙形高:
H‐1H/6‐1H/6=4H/6
圆底时, 取17H/24 (0.61343P)
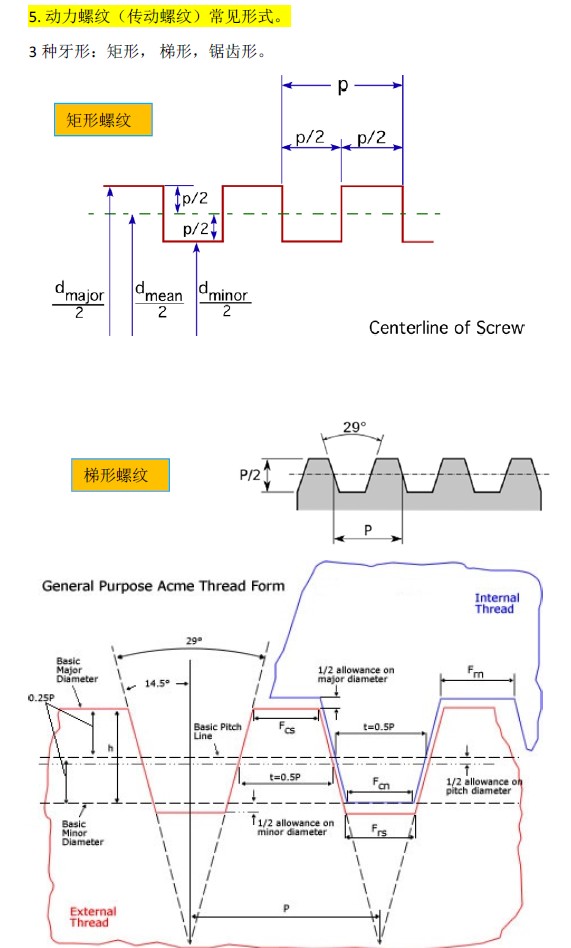
5. 动力螺纹(传动螺纹)常见形式。
3 种牙形:矩形, 梯形,锯齿形。
矩形螺纹
梯形螺纹
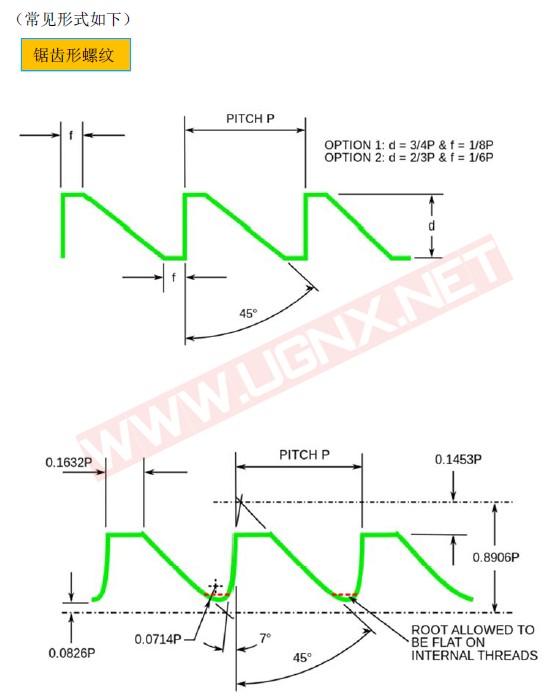
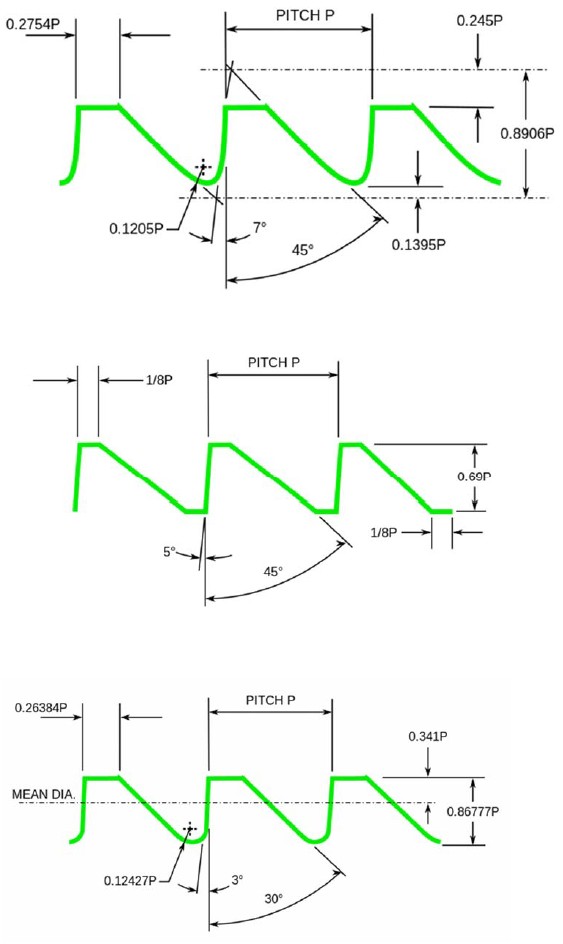
(常见形式如下)
锯齿形螺纹
螺纹的加工方法有:攻丝和套丝,车,铣,磨,研磨,滚压等
6. 螺纹的数控加工。
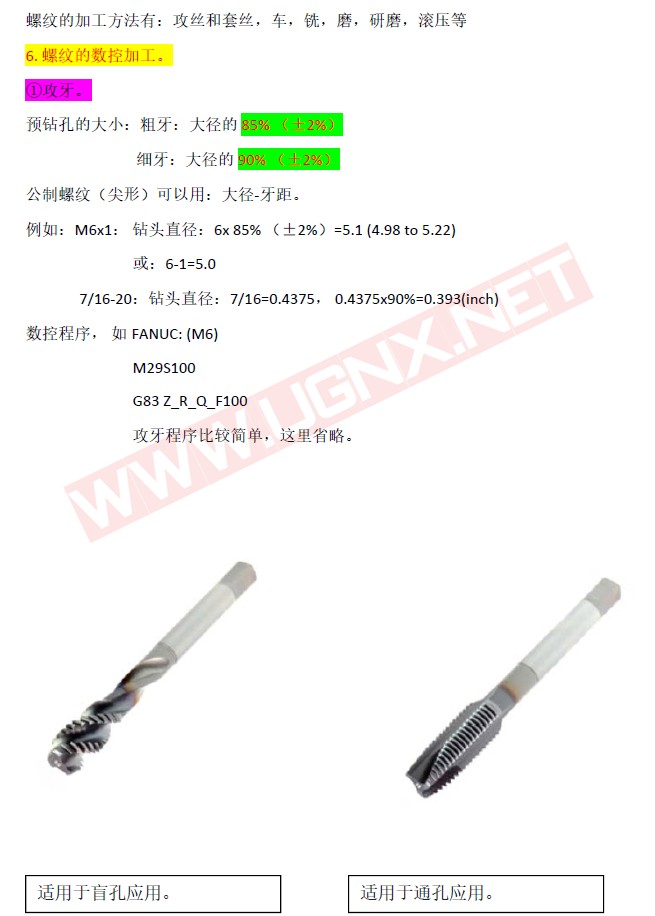
①攻牙。
预钻孔的大小:粗牙:大径的 85% (±2%)
细牙:大径的 90% (±2%)
公制螺纹(尖形)可以用:大径‐牙距。
例如:M6x1: 钻头直径:6x 85% (±2%)=5.1 (4.98 to 5.22)
或:6‐1=5.0
7/16‐20:钻头直径:7/16=0.4375, 0.4375x90%=0.393(inch)
数控程序, 如FANUC: (M6)
M29S100
G84 Z_R_Q_F100
攻牙程序比较简单,这里省略。
适用于盲孔应用。 适用于通孔应用。
②铣削螺纹。
螺纹的数控铣削也是螺纹加工的一个重要部分。这里从几个方面讲解铣螺纹的编程。
适用于短切屑材料。 适用于挤压成形。。
适用于管螺纹加工。 牙套。
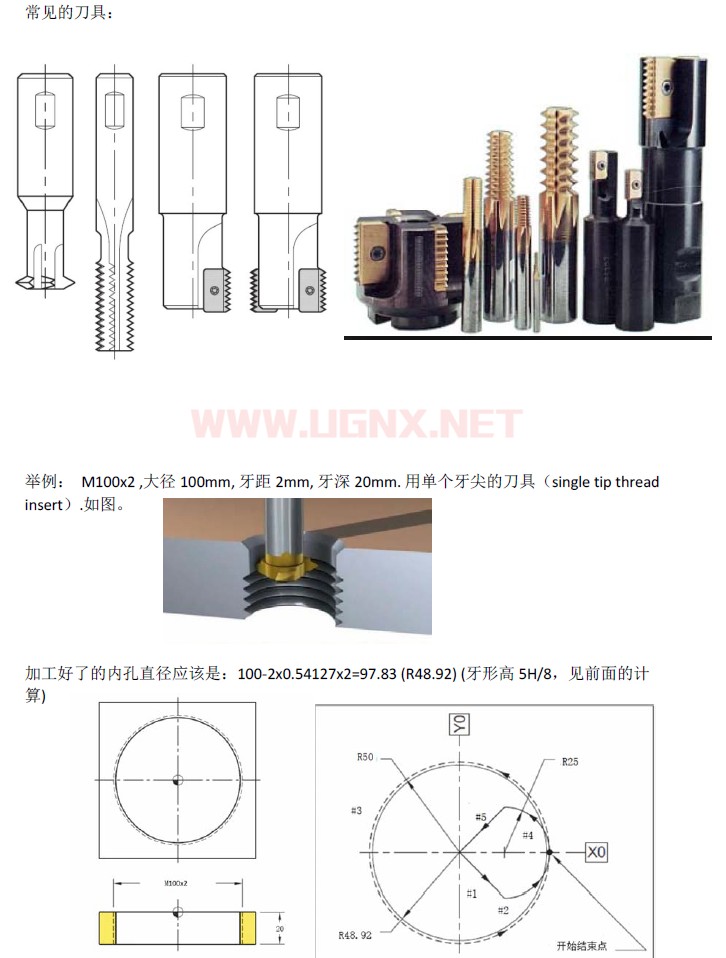
常见的刀具:
举例: M100x2 ,大径100mm, 牙距2mm, 牙深20mm. 用单个牙尖的刀具(single tip thread
insert).如图。
加工好了的内孔直径应该是:100‐2x0.54127x2=97.83 (R48.92) (牙形高5H/8,见前面的计
算)
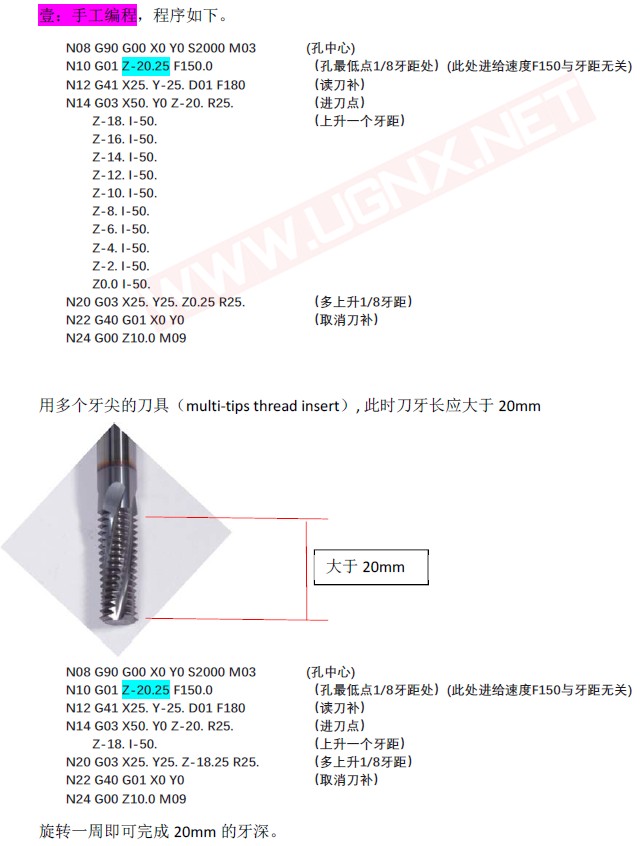
壹:手工编程,程序如下。
N08 G90 G00 X0 Y0 S2000 M03 (孔中心)
N10 G01 Z-20.25 F150.0 (孔最低点1/8牙距处)(此处进给速度F150与牙距无关)
N12 G41 X25. Y-25. D01 F180 (读刀补)
N14 G03 X50. Y0 Z-20. R25. (进刀点)
Z-18. I-50. (上升一个牙距)
Z-16. I-50.
Z-14. I-50.
Z-12. I-50.
Z-10. I-50.
Z-8. I-50.
Z-6. I-50.
Z-4. I-50.
Z-2. I-50.
Z0.0 I-50.
N20 G03 X25. Y25. Z0.25 R25. (多上升1/8牙距)
N22 G40 G01 X0 Y0 (取消刀补)
N24 G00 Z10.0 M09
用多个牙尖的刀具(multi‐tips thread insert), 此时刀牙长应大于20mm
N08 G90 G00 X0 Y0 S2000 M03 (孔中心)
N10 G01 Z-20.25 F150.0 (孔最低点1/8牙距处)(此处进给速度F150与牙距无关)
N12 G41 X25. Y-25. D01 F180 (读刀补)
N14 G03 X50. Y0 Z-20. R25. (进刀点)
Z-18. I-50. (上升一个牙距)
N20 G03 X25. Y25. Z-17.75 R25. (多上升1/8牙距)
N22 G40 G01 X0 Y0 (取消刀补)
N24 G00 Z10.0 M09
旋转一周即可完成20mm 的牙深。
大于20mm
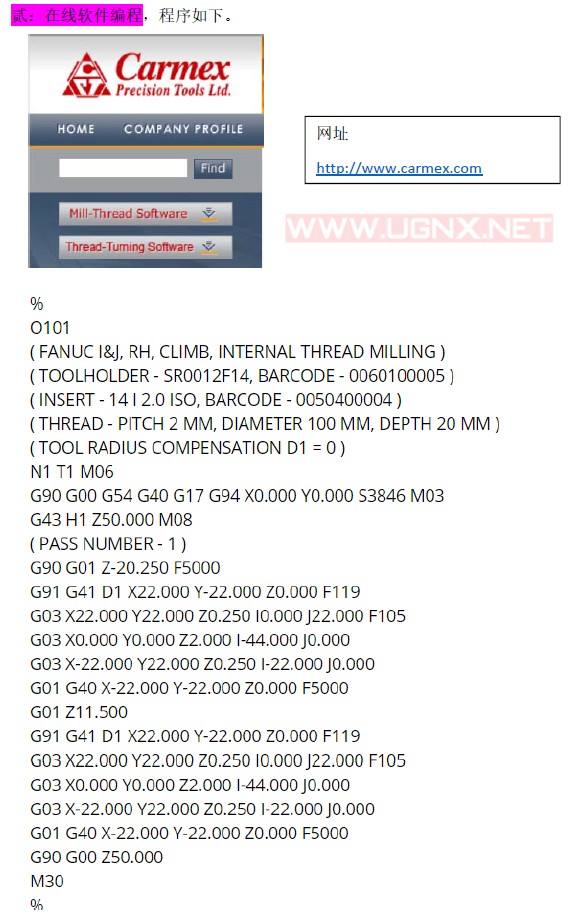
贰:在线软件编程,程序如下。
网址
http://www.carmex.com
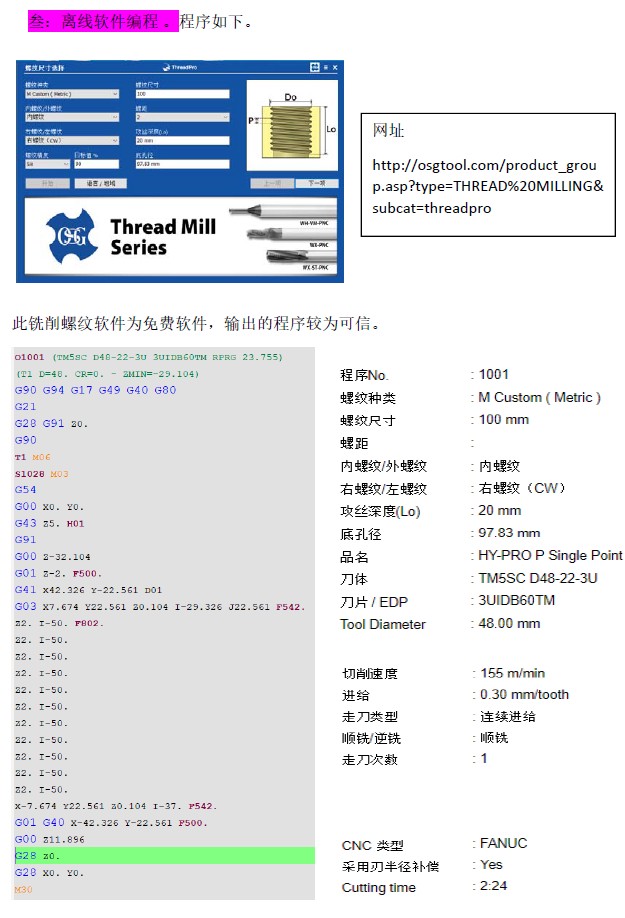
叁:离线软件编程 。程序如下。
此铣削螺纹软件为免费软件,输出的程序较为可信。
网址
http://osgtool.com/product_grou
p.asp?type=THREAD%20MILLING&
subcat=threadpro
肆:宏程序编程 。
如上手工编程可以转换为宏程序。 其它螺纹宏程序, 参考ugnx.net 网。此处省略。
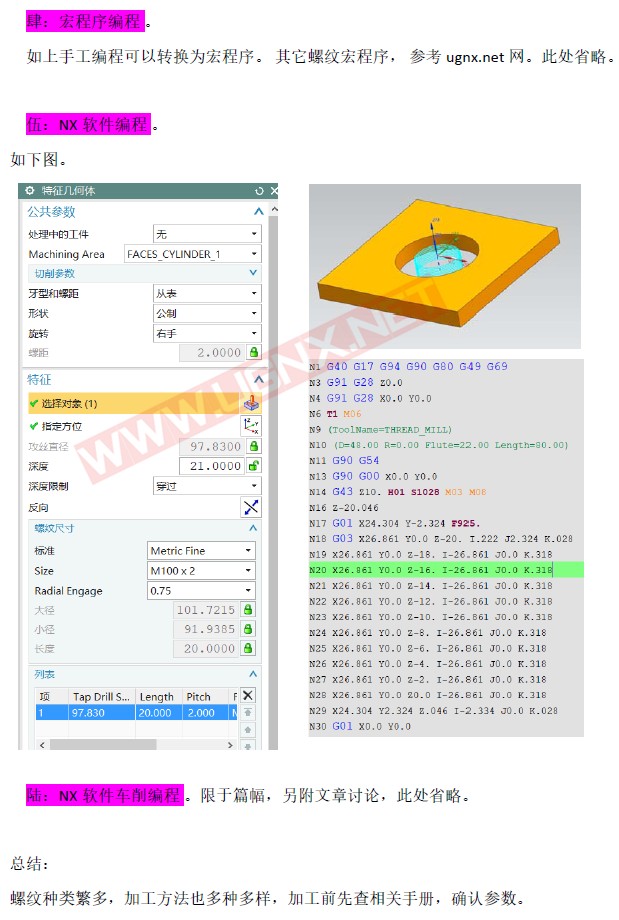
伍:NX 软件编程 。
如下图。
陆:NX 软件车削编程 。限于篇幅,另附文章讨论,此处省略。
总结:
螺纹种类繁多,加工方法也多种多样,加工前先查相关手册,确认参数。

PDF完整版附件下载:
原创作品,转载请说明出处。
- 发表于 2018-08-19 18:07
- 阅读 ( 9757 )
- 分类:机械加工




