UG编程2D等高加工保护锐角的解决方案
二维等高加工保护锐角以及高速加工
2D等高编程一般为以下两种刀路:
此刀路在拐角处或多或少会有R圆角,个别精度低的机床尤为明显:
此刀路在拐角处机床会有减速和短暂停顿,大批量的话有损加工效率。
分享一种即能保护锐角又高效的方法
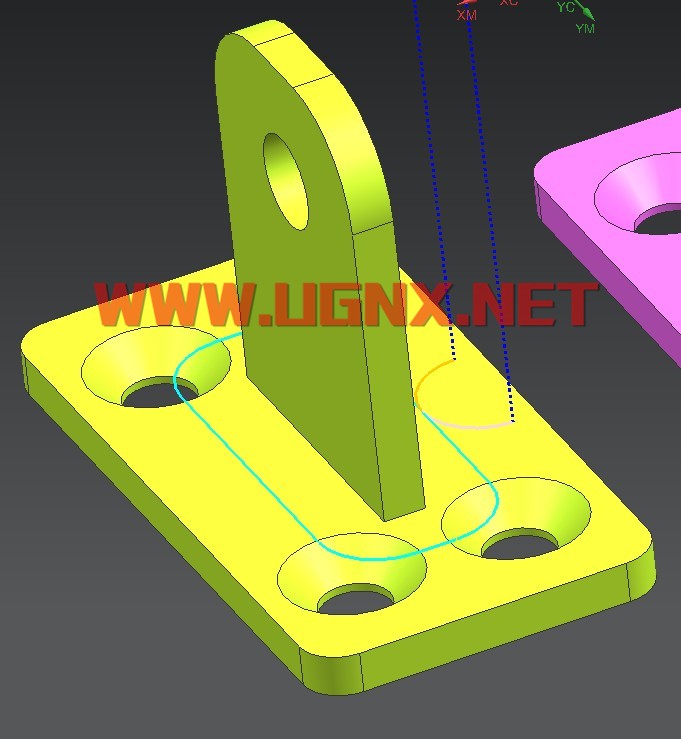
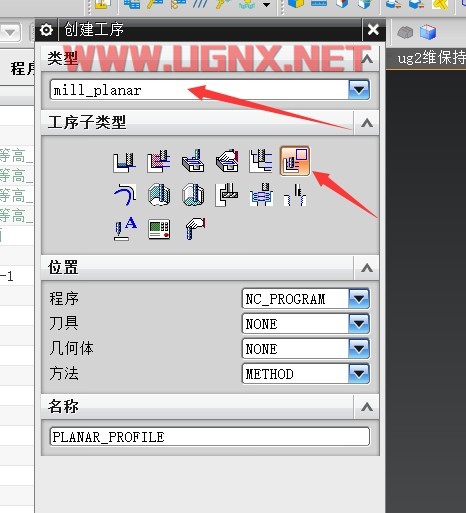
1、创建二维等高工序
2、指定部件边界(此步较为关键),边界类型一定选“开放”,选择完一条后,确定,再选另外一条(一般是选封闭,连续选完边界即可)

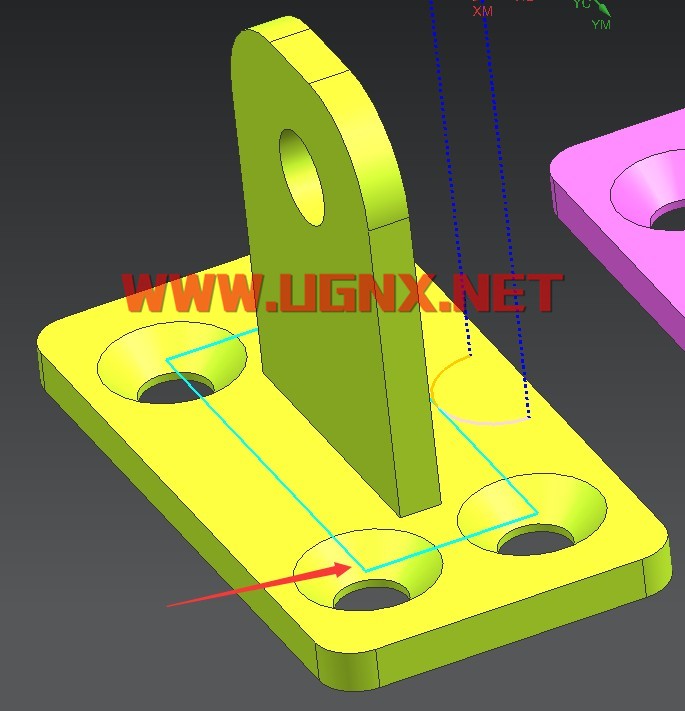
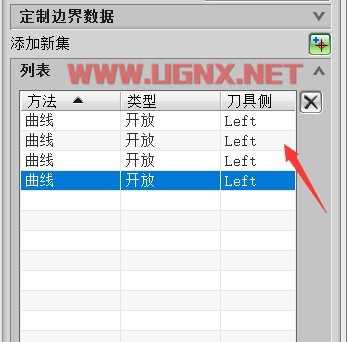
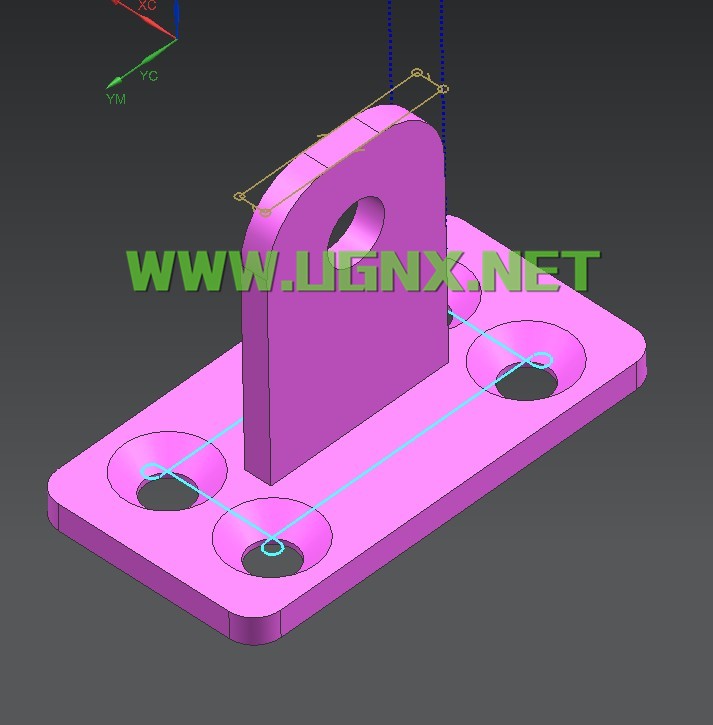
3、选完如下图(此图档为一长方形边界,即四条独立边界)
4、非切削移动:设置如下图
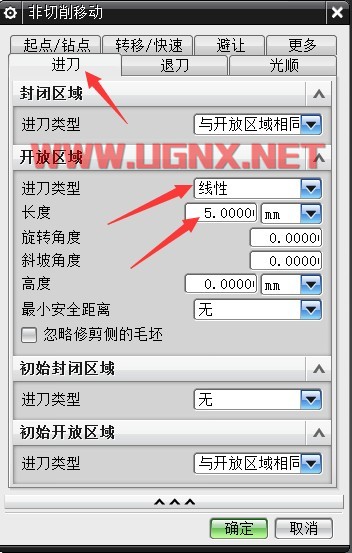
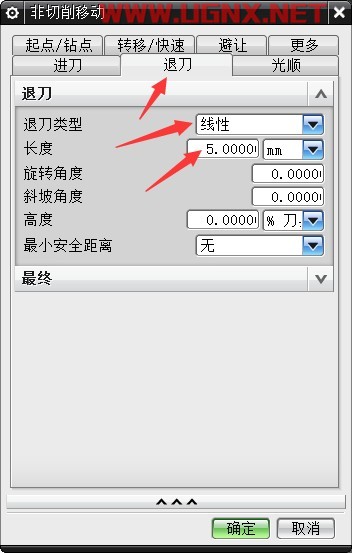

5、进退刀类型选—线性,直线长度必须大于光顺半径(12.0有“光顺:选项,10.0没有,11.0没安装不知道有没有)
转移/快速,设置如下:

6、最后,生成刀路如下:
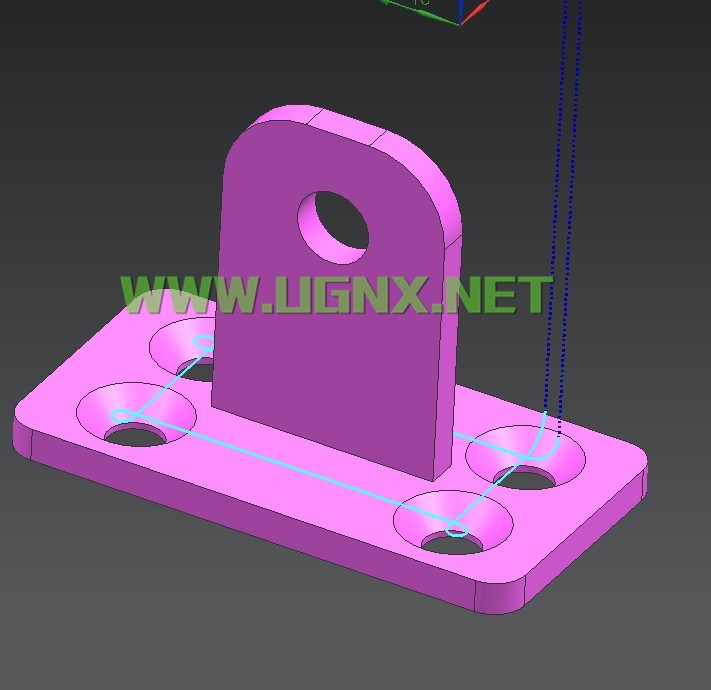
PS:此刀路在进退刀处是非G17平面的圆弧。程序默认设置的情况下生成的刀路程序为进退刀为G01形式(节点形式),在机床控制,里,运动输出类型,选“垂直/平行与刀轴”,生成程序进退刀就是以G2/G3格式了。此时的进退刀圆弧为G18/G19平面,需后处理支持或手动修改。
- 发表于 2018-08-29 21:17
- 阅读 ( 8983 )
- 分类:NX编程(三轴)




小飞哥2920
8 篇文章
