UG编程刀具补正设置和后处理配合的正确方法
科普小白文,高手忽略吧。
在给一些网友做后处理的过程中,发现一些人刀补的设置不太正确。
包括圆弧进刀有人认为无法使用刀补,在我们做钢件之类的硬料的时候,圆弧进刀是比较合理的一个方式。
在老版本如UG4.0的时候,我也是用事件加刀补:
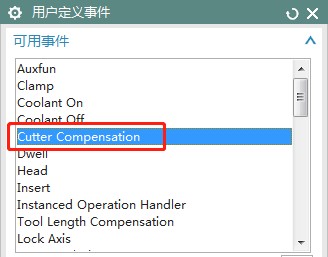 打开开始事件,双击此项,按此设置:
打开开始事件,双击此项,按此设置:
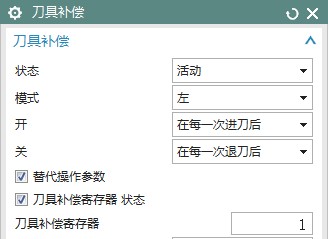 此方法有个缺陷就是,不能自动切换G41 G42。也不能用圆弧进刀
此方法有个缺陷就是,不能自动切换G41 G42。也不能用圆弧进刀
即切换顺逆铣要在这里来手动改左右。(使用4.0编程时间短,如说错请指正)
 (因为G41或G42和圆弧在一起会报警,后处理里已经删除,这样出来的程式也是不对的)
(因为G41或G42和圆弧在一起会报警,后处理里已经删除,这样出来的程式也是不对的)
高版本都强烈建议使用非切削里设置刀补:
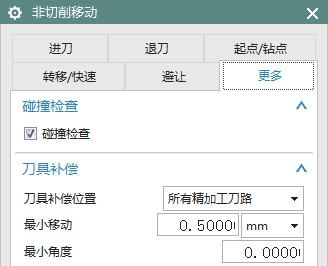 具体参数可以根据时间情况设置,要注意的是
具体参数可以根据时间情况设置,要注意的是
最小移动在切削小区域的时候,移动量比这个小会报警。
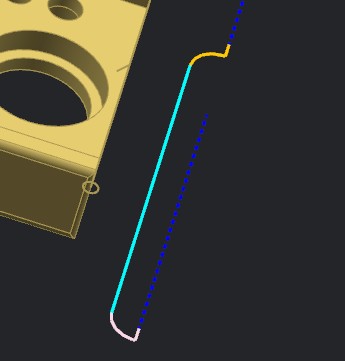
进刀就可以圆弧了:(根据自己需要设置数据)

效果如下:
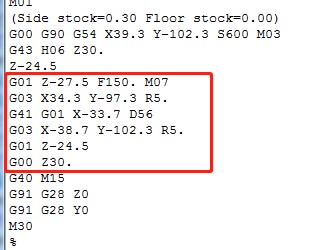
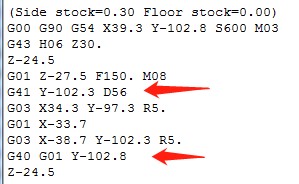
 后处理代码正确:
后处理代码正确:
再分享一个很多人都知道的开粗不抬刀的方法(加刀补,G41/G42自动切换)
平面轮廓铣,非切加刀补。进退刀圆弧:
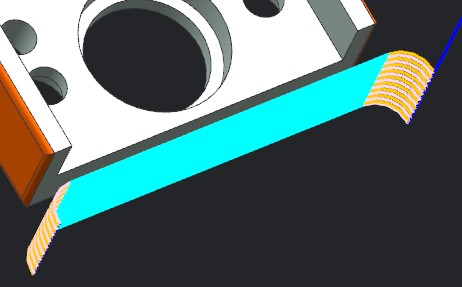
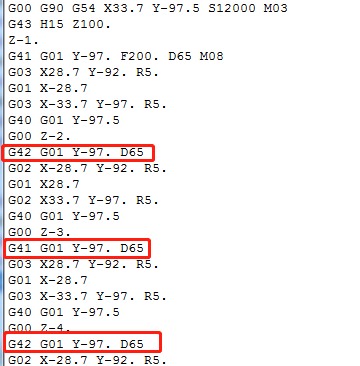
后处理效果如下:
还有加工产品的时候我们需要开粗,刀当然先使用旧刀,当然也要刀补
比如用型腔铣(官方叫法),非切里加到上面的设置也没出刀补,因为上面写的是精加工刀路
所以,我们要在刀路里加至少一条精加工刀路。哪怕精加工刀补步距等于开粗步距:

代码在这个操作的最后一刀的时候,会出现刀补:
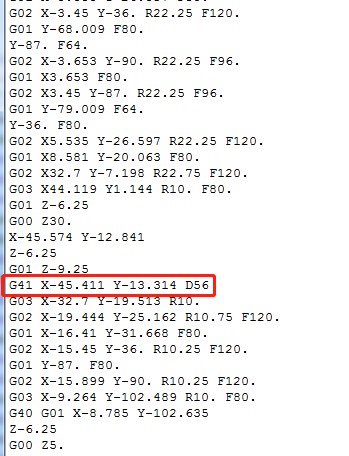
下面讲下后处理中的一些设置,G01切削有G41/G42/G40块和D,圆弧里删除此块和D
一般来说,G41后都跟一个D是最好的。
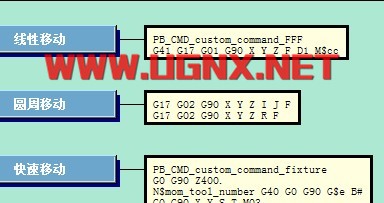
所以在后处理的机床事件的刀具补偿打开要加个如下代码:
MOM_force Once D
再分享一个,在机床刀具多,而刀补号不够用的方法(我是遇到了,估计能用到的很少)
那就程序都使用一个刀补(比如我的D199),刀补在程式里按个数据就好了:
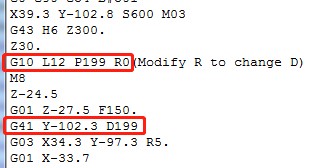
如果需要改刀补,改R0的数据就好了。
以上是我比较常用的刀补应用,如有问题请指正。
- 发表于 2018-11-29 11:30
- 阅读 ( 47176 )
- 分类:NX编程(三轴)




