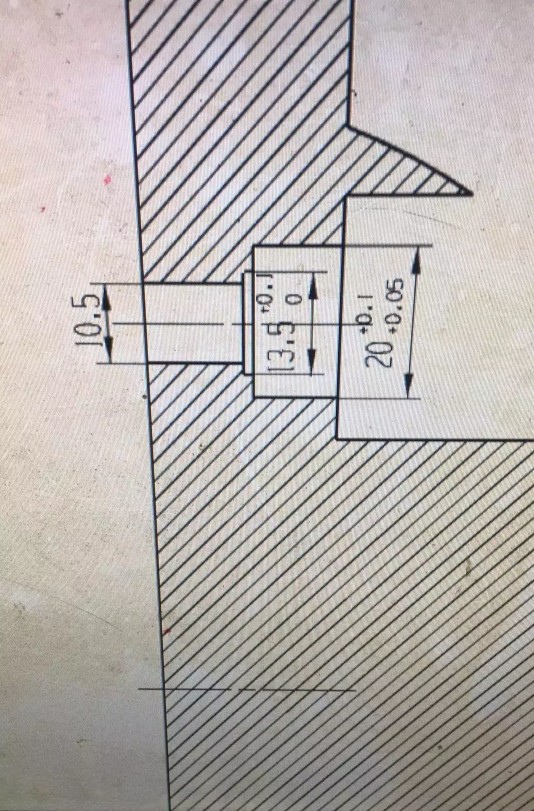
利用螺旋铣, 用直径20的端铣刀,加工直径20的内孔精度0.05+0.01内孔 光洁度1.6
用直径20的端铣刀,加工直径20的内孔精度0.05+0.01内孔 光洁度1.6
1-利用螺旋铣, 用直径20的端铣刀,加工直径20的内孔 精度0.05+0.01内孔 光洁度1.6
2-材质不锈钢316 刀具延伸193
刀具清单 --刀具 中心钻 18钻头 --10.5钻头-- 13.5成形铣刀 -20端铣刀 -- 14平底刀 -- 加长杆最大外径不能超过21
4---14铣刀在装加长杆时 铣刀体必须伸长80
5---20.05到20.1公差用20的铣刀如何加工的就可以
加工注意:对于机床主轴跳动不要超过0.1 端铣刀刀片R角越小越好 (最好是R角根据你轴向下刀量来确定)对精加工前的余量控制 因为此方法是用余量来压制振刀 (因为刀杆不是防振刀杆嘛) 轴向下刀量参考用20的铣刀踩孔的每转进给量 (注意根据你留的余量)主轴转速根据你刀杆的廷伸长度 以及刀片的切削参数 进给速度根据刀片切削参数以及余量计算最大切削厚度 以及平均切削厚度
:
R角大小影响粗糙度
:
记住一定不要跑空刀 跑空刀就废了
- 发表于 2018-06-30 10:15
- 阅读 ( 6987 )
- 分类:NX编程(三轴)




