VERICUT仿真德国兹默曼六轴五联动龙门铣床方案
初衷:先是在网上看到的视频,后来详细了解到机床的参数信息。VERICUT实例里面5轴以上的机床大部分都是以车削为主的,六轴五联动的铣床暂时还没有涵盖到,本着记录学习的初衷,所以便有了下述内容。
切削加工视频(来源好看视频):https://haokan.baidu.com/v?vid=10909924477455832534
德国兹默曼Zimmermann公司一直致力于特殊型面的铣削加工。1938年成立以来,公司业务主要涉及不同材料外部轮廓的切削及修正,已成为世界领先的高科技龙门式铣床生产厂家,兹默曼公司龙门加工中心在汽车工业,航空工业等众多领域有雄厚的底蕴。公司通过龙门铣床FZ100和3轴铣头M3 ABC成功地实现了6轴加工。 在以大切削量加工铝合金、复合材料、模型材料以及HSC高速切削钢件和铸铁的领域,这种加工理念解决了传统的2轴叉型铣头5轴联动加工的瓶颈。传统2轴铣头的薄弱环节 — 极点问题或者局限的摆动幅度, 已被最新研发成功的3轴铣头解决了。增加的弧形导轨将现有的所有优势理念完美地结合在一起,并为5轴联动加工方式增添了新的维度。

机床照片(来源网络):
至 0°时,C轴和铣削主轴平行,称之为极性问题。其结果是,在这一点上, C轴完全无法旋转主轴。主轴的所有运动必须通过A轴完成,C轴只能用于事先调整 A轴。因此,即使是主轴最小的运动( 例如几角秒的旋转)也可能导致 C轴旋转高达90°。这导致机床的空行程过多,加工效率严重下降,同时存在的还有跨象限超程问题。
在五轴联动加工中,这种挑战尤为明显,伴随着C轴极大幅度的运转,垂直的主轴此时看上去就像在工件表面“跳舞”,这对生产效率、表面加工质量和刀具寿命都有负面影响。 还有另外一个局限性。关于机床补偿和增加空间精度的最新研发成果无法在2轴铣头上应用,因此,需要使用没有极性问题的铣头。
机床照片(来源网络):

这种没有极性问题的铣头已投入使用,例如在飞机制造工业,但这些铣头因为其旋转范围较小和体积较大而有诸多局限。解决的方案是新型的独一无二的M3 ABC 铣头,是迄今为止第一个结合了其它铣头全部优点的铣头。
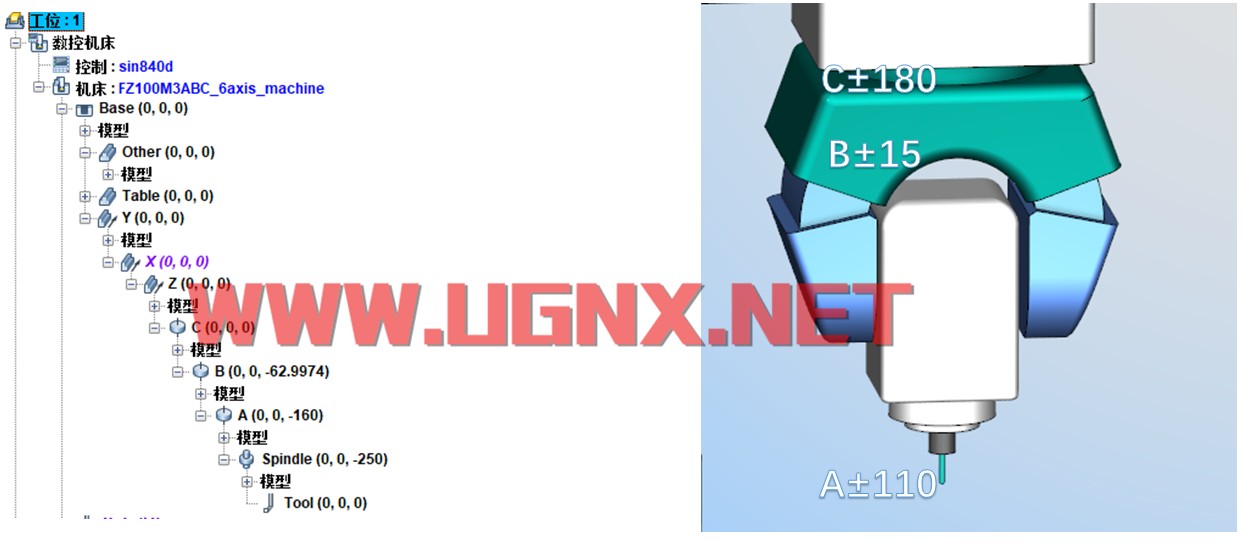
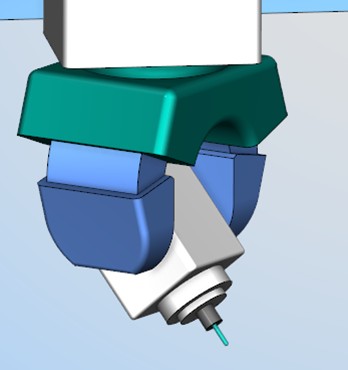
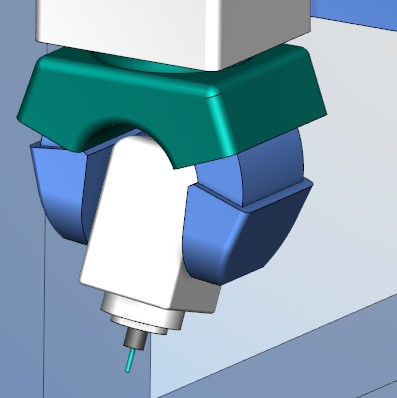
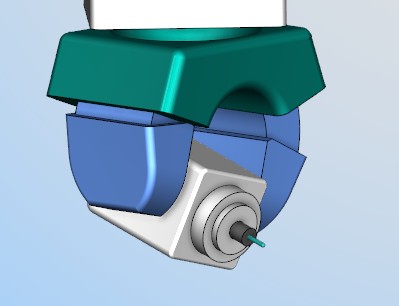
M3ABC 的外形,图中可见到该铣头对摆叉主轴头进行改进,A轴和C轴之间增加了B轴,使摆叉可以沿B轴弧形导轨作±15°回转,虽然回转角度不大、转速不高,但已足以消除铣削拐角时的主轴翻转死点问题,并能实现5 面加工,开创了ABC轴铣头的新局面。
新型三轴铣头M3 ABC集多项应用于一身:大幅度的摆角足以应对各种加工要求,同时极点问题得到完全解决。通过弧形导轨技术,第一次实现了将现有的优势理念结合在一起。
建立数模:
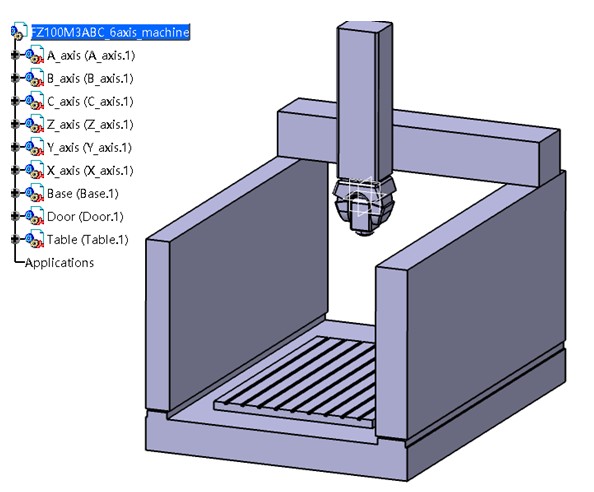
但值得注意的是,这台机床虽然有A、B、C三摆角,但只能同时实现两个摆角联动,第3个摆角只能作为姿态轴定摆角加工。实际为六轴五联动机床,当然,目前类似的机床几乎都只能实现五轴联动,相当于把AB轴与AC轴联动的功能机床组合在一起,不过即使这样,相关的编程、仿真、后处理工作难度也是成倍增加的。所以现实中很难见到这类数控机床实物。
建立VERICUT机床运动关系:
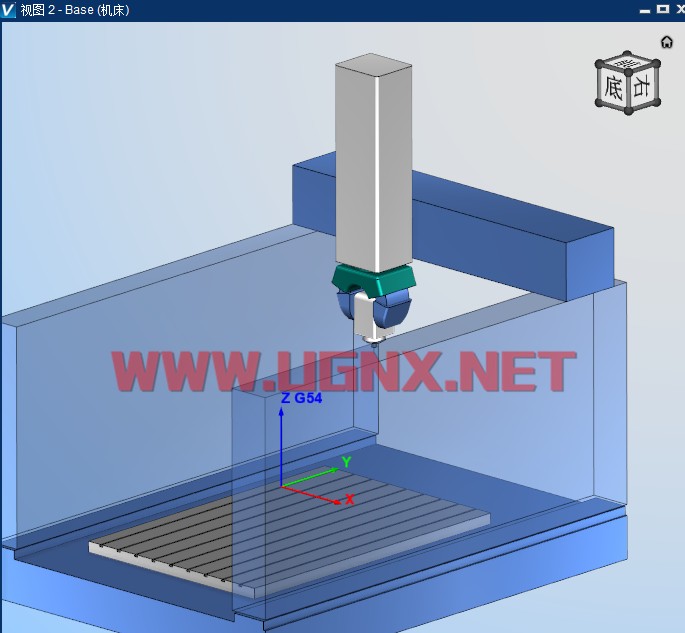
数模导入VERICUT:
动作分解模拟 ZYZ+CA:
常规大角度铣削加工
动作分解模拟 ZYZ+BA:
适合肋板,小于15度角开放轮廓铣削加工,封闭轮廓不退刀连续加工,这是这个机床的优势点所在。
联动动作模拟:
CBA轴任意两轴与XYZ轴联动,剩余一个轴为姿态调整轴。
VT模型附件下载:
- 发表于 2020-10-23 16:15
- 阅读 ( 8450 )
- 分类:其它软件




5 篇文章
