UG编程雷尼绍探头程序图文教程【附说明书和NX后处理】
下面就以雷尼绍探头fanuc 产品摆正为例
第一步建立实体探头刀具
1、先把画好3D

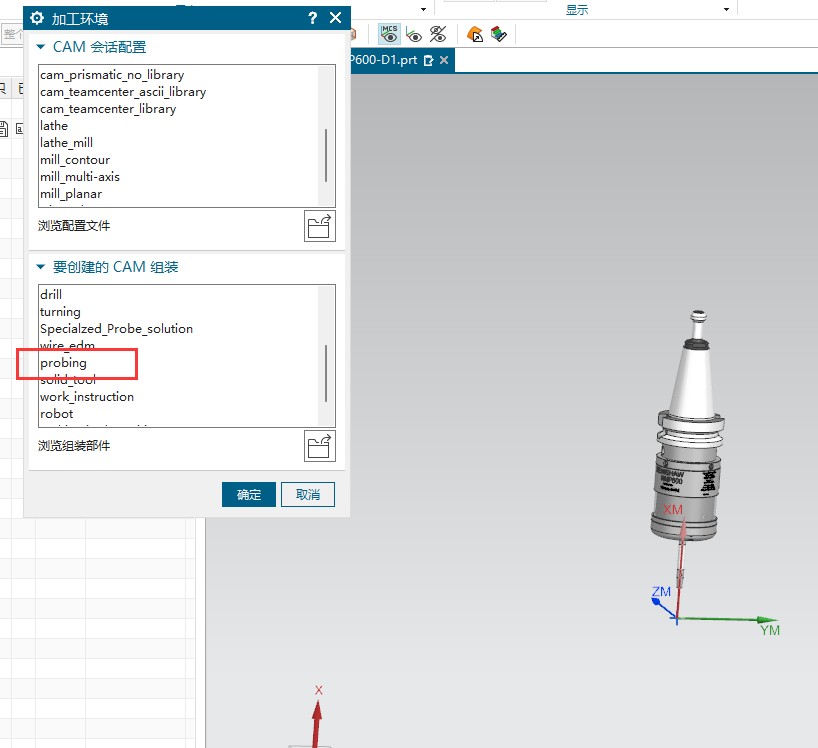
然后进入进入加工选择probing探头模块
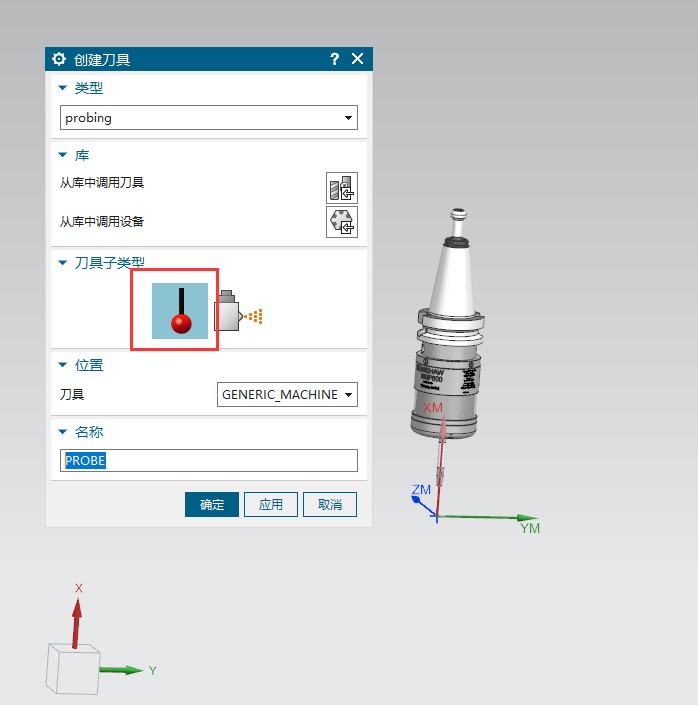
 新建刀具
新建刀具
 选择安装链接坐标我们就选择球心
选择安装链接坐标我们就选择球心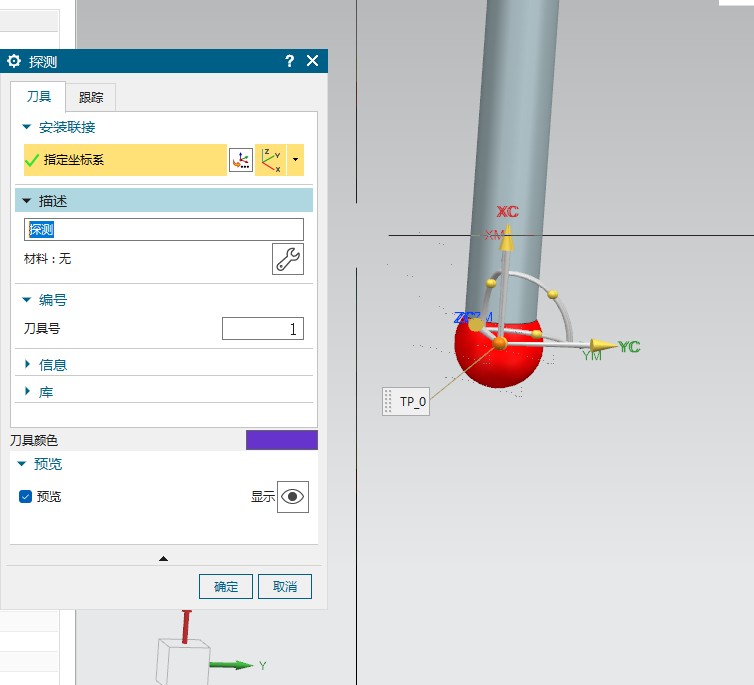
跟踪点选择球心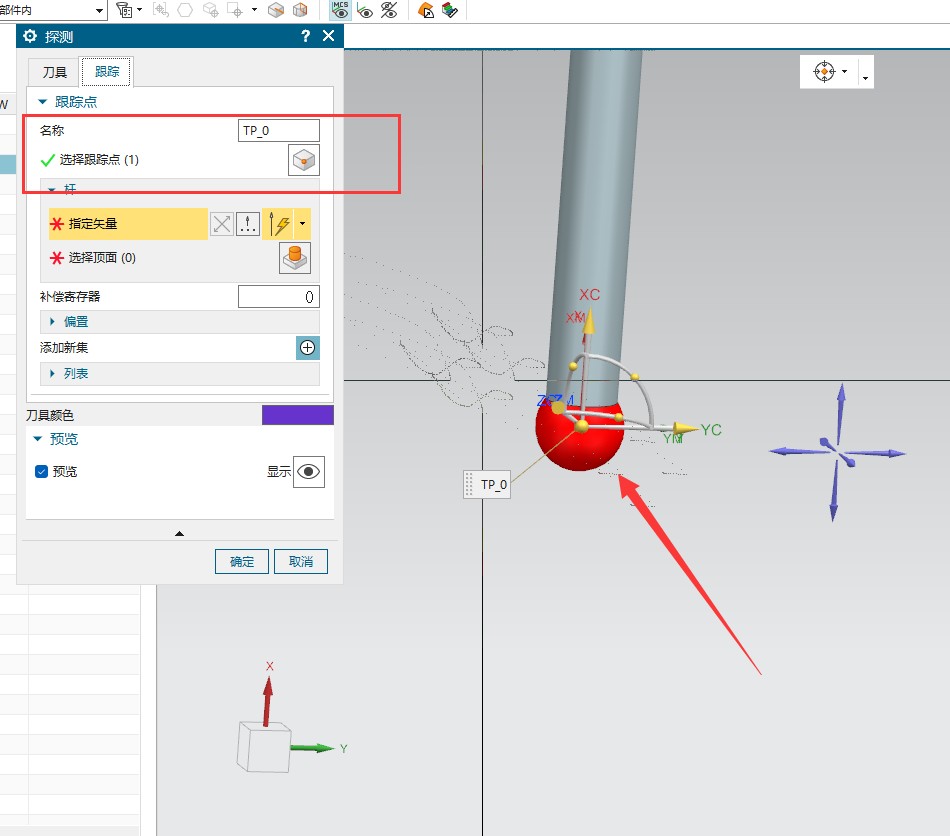
选择矢量X方向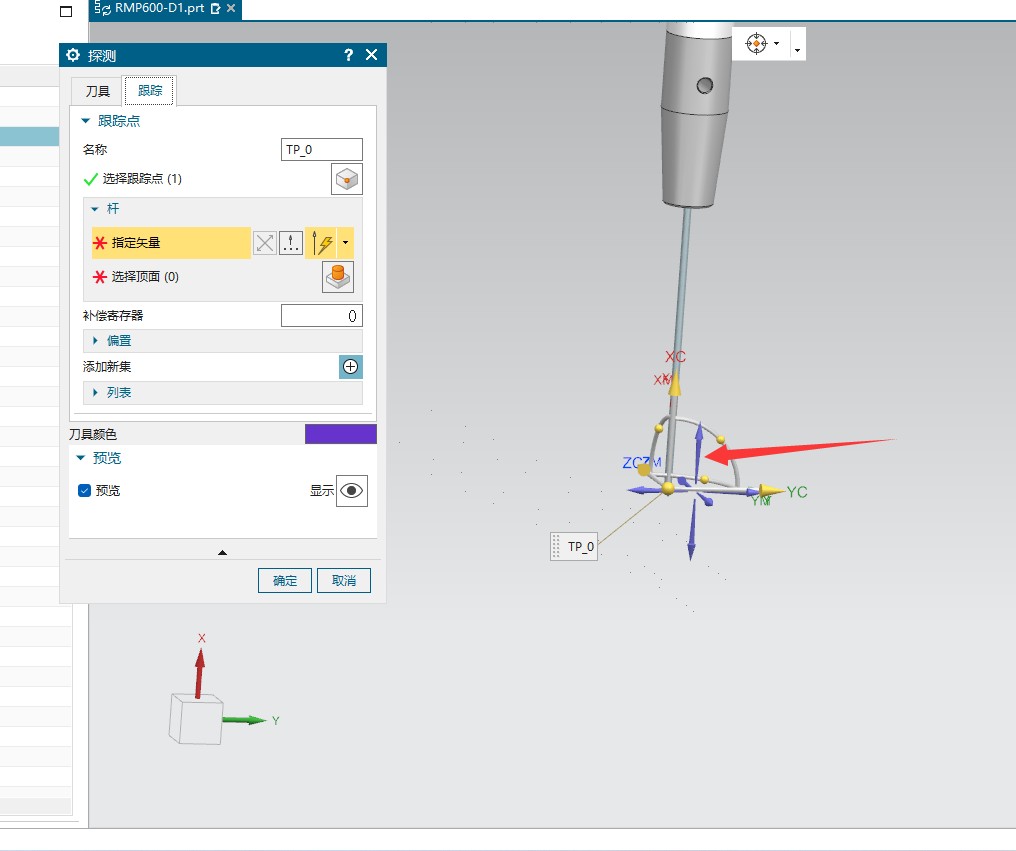
顶面选择
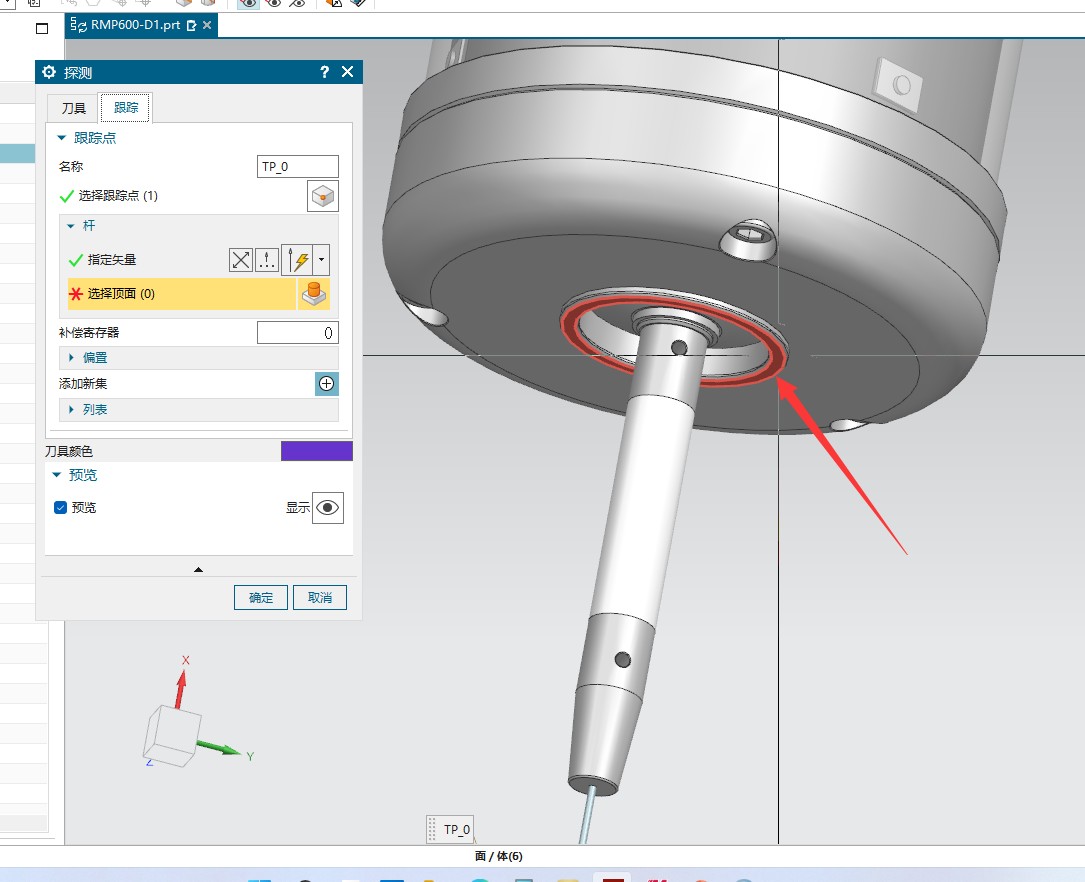 确定这样就把刀具建好了 我们将图档保存,然后在安装目录例如我是放D盘D:\Program Files\Siemens\NX2007\MACH\resource\library\tool\graphics新建个文件夹重命名自己喜欢的名字我就取名为RMP600-1D
确定这样就把刀具建好了 我们将图档保存,然后在安装目录例如我是放D盘D:\Program Files\Siemens\NX2007\MACH\resource\library\tool\graphics新建个文件夹重命名自己喜欢的名字我就取名为RMP600-1D
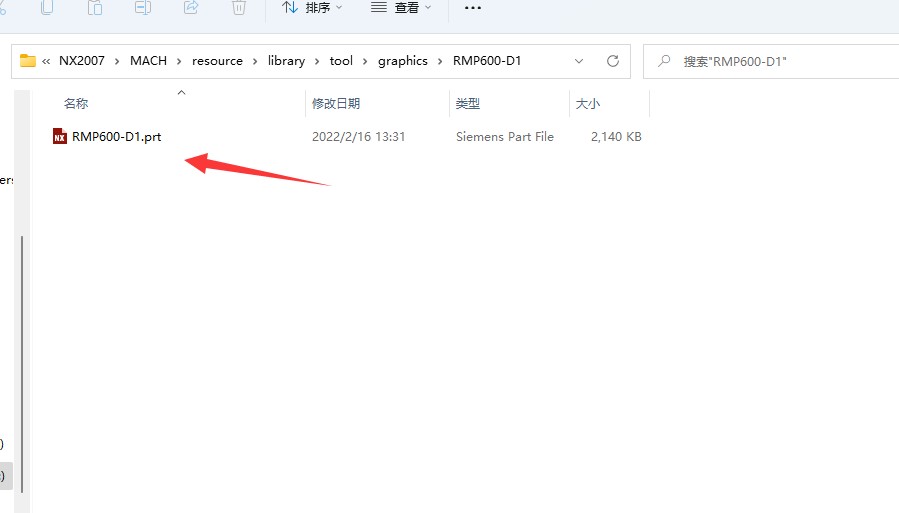
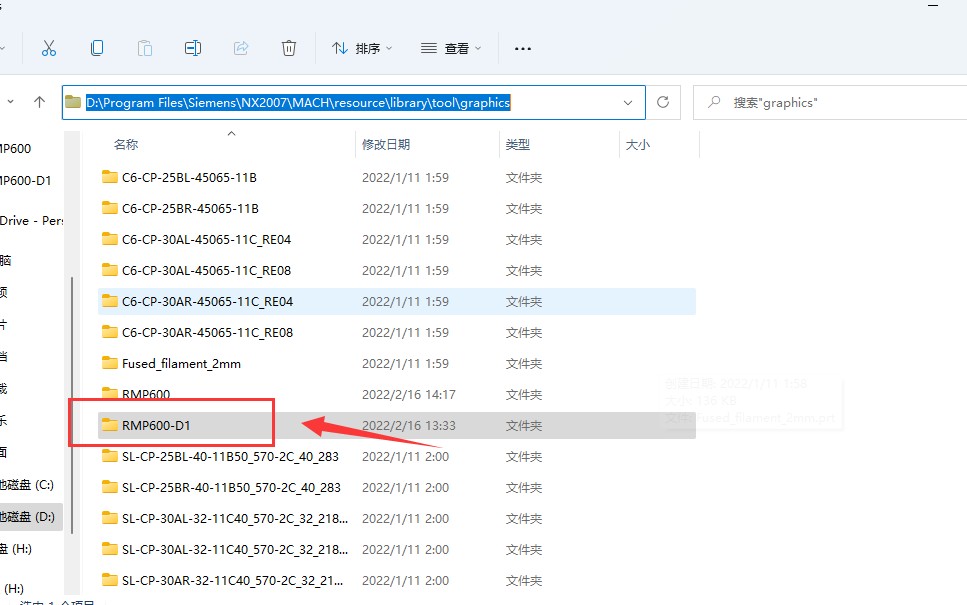 然后把刚才的探头图档放进去
然后把刚才的探头图档放进去
然后找到D:\Program Files\Siemens\NX2007\MACH\resource\library\tool\metric用记事本打开tool_database.dat文件找到 CLASS PROBE复制添加一段
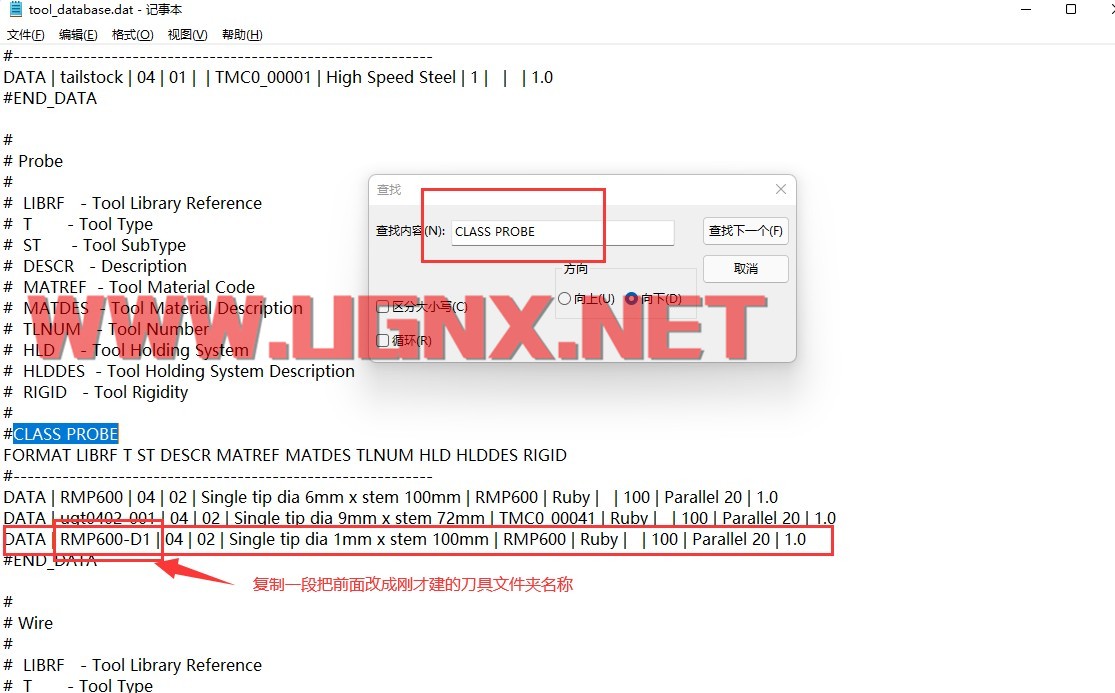
这样我们的探头已经进入我们的刀具库里了
2、我们现在就开始编探头程序了
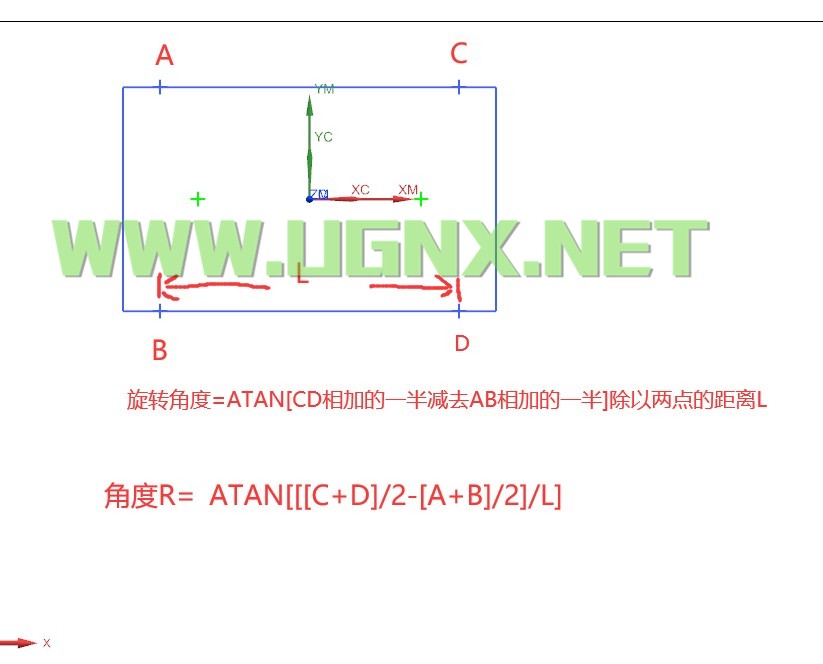
编程序之前我们要知道旋转探头程序的角度计算公式
现在我们开始编了
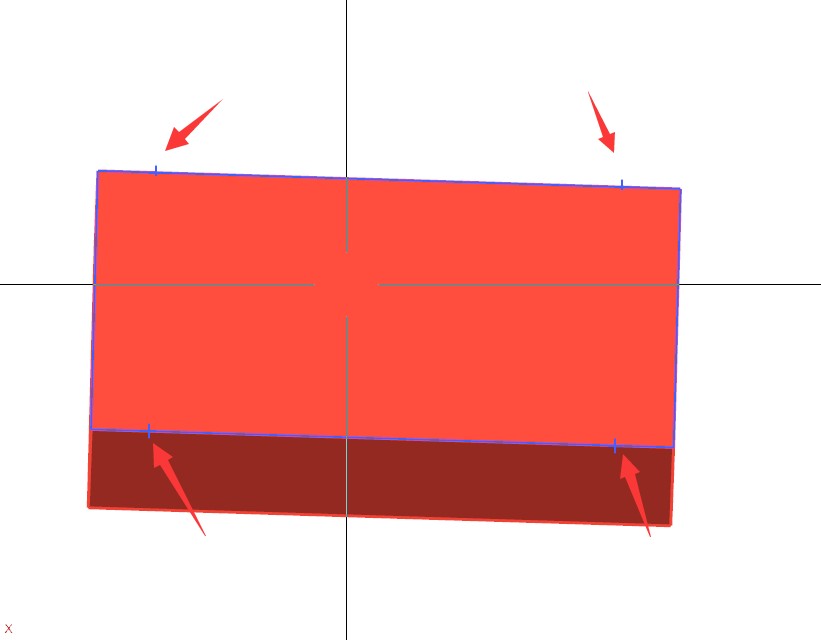
打开我们的产品然后画我们要探测的点
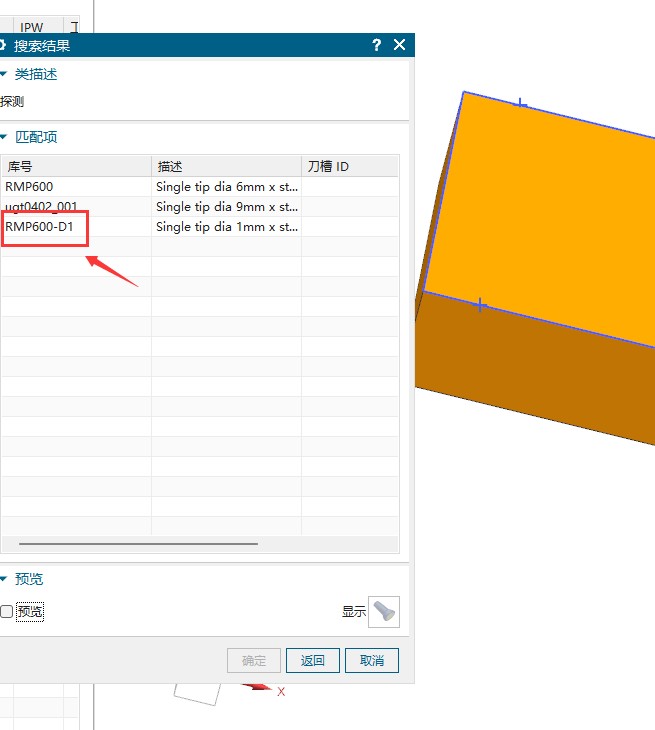
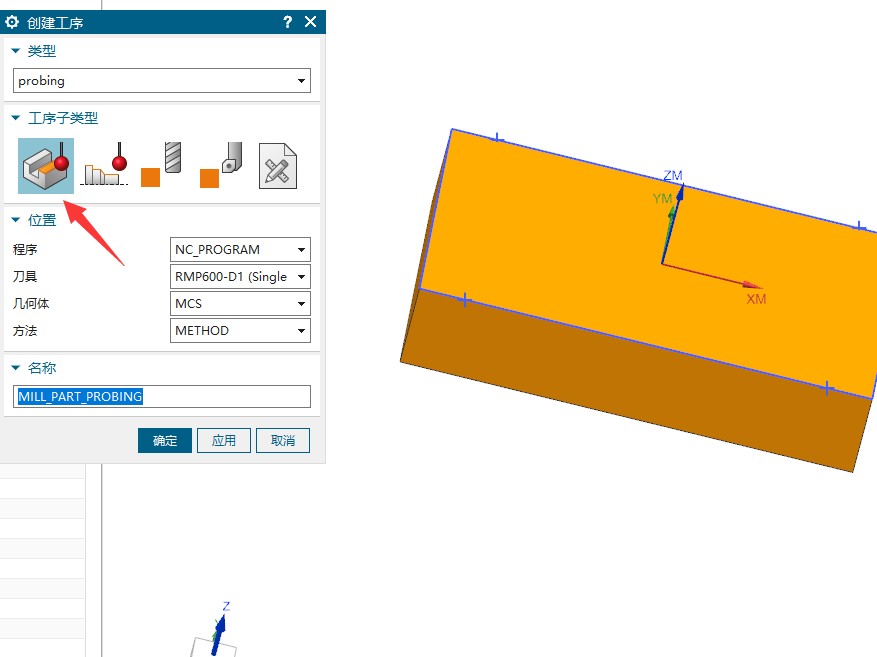
 然后进入加工坐标那些按照三轴编程创建就可以了 探头就从刀具库里调刚才建好的那把
然后进入加工坐标那些按照三轴编程创建就可以了 探头就从刀具库里调刚才建好的那把
创建铣床探测程序
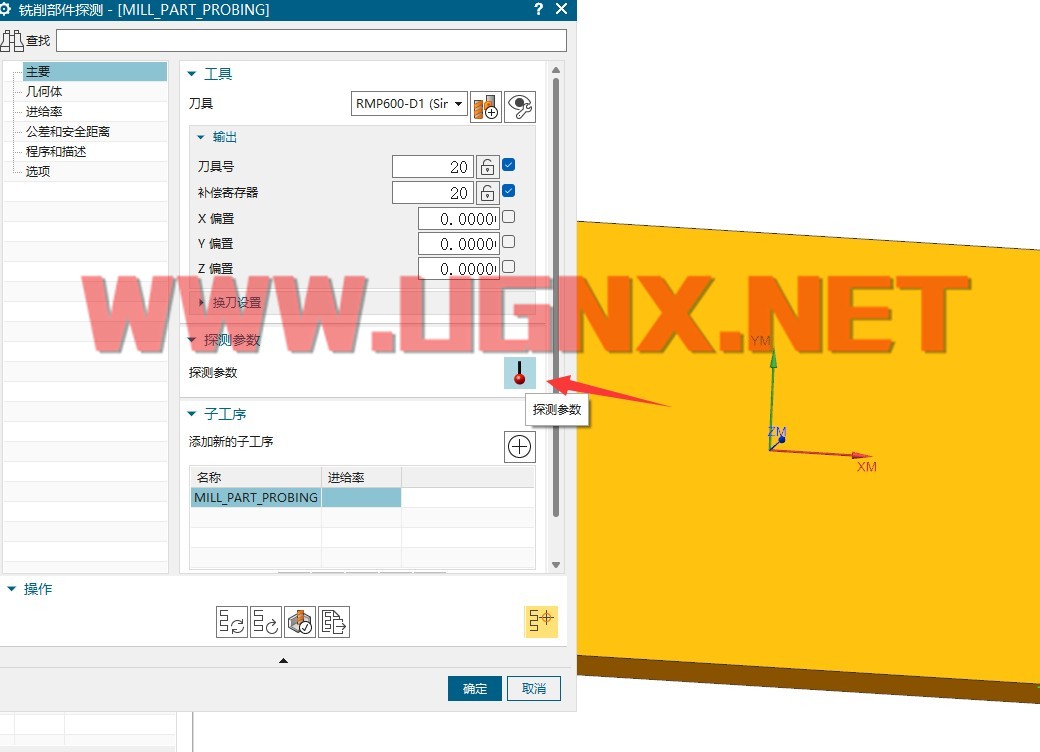
 点击探测参数
点击探测参数
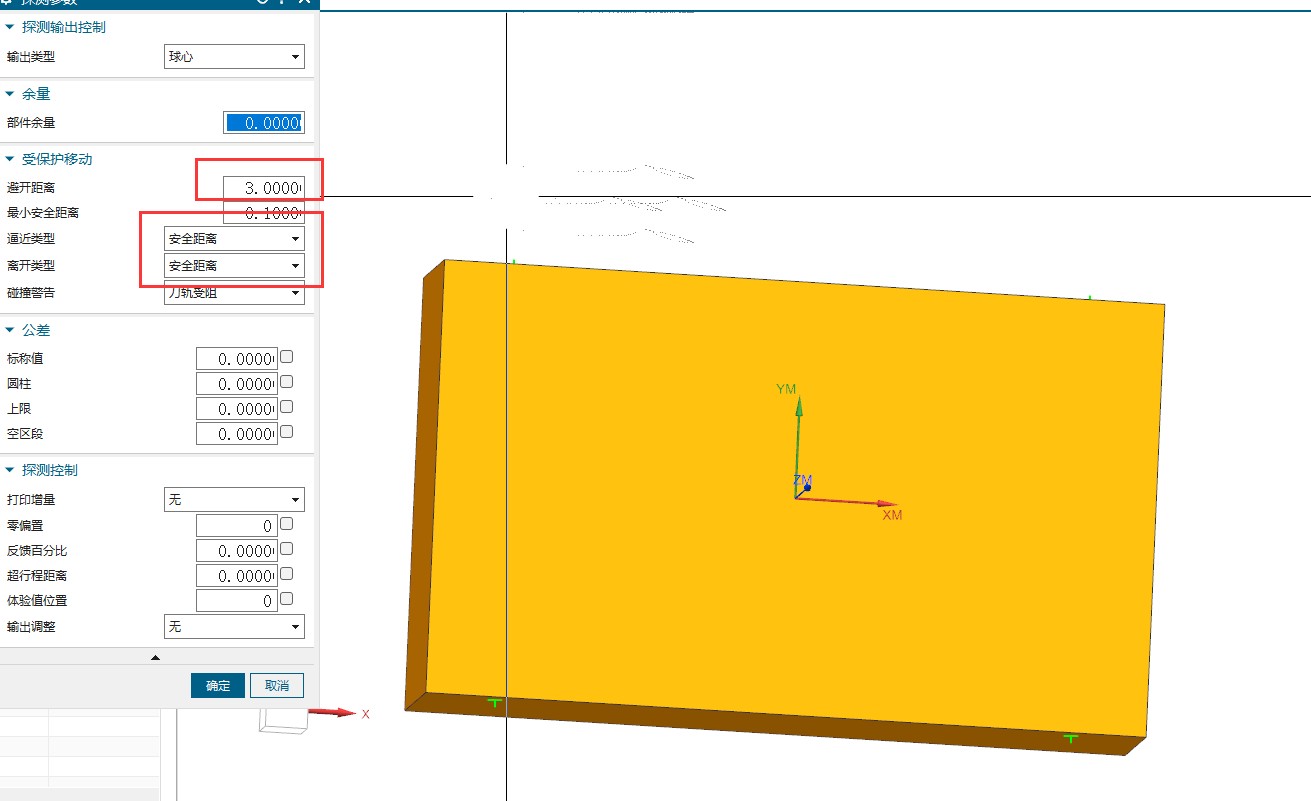
把把避让距离改成 3(根据实际探针大小因为我这个是1.0的探针) 逼近类型和离开类型改成安全距离
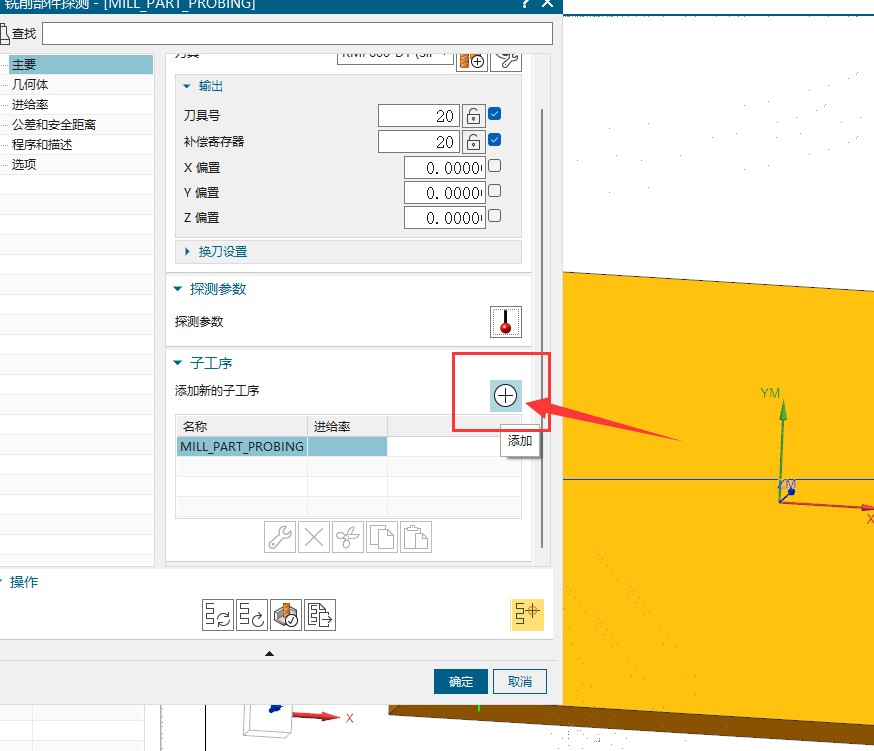
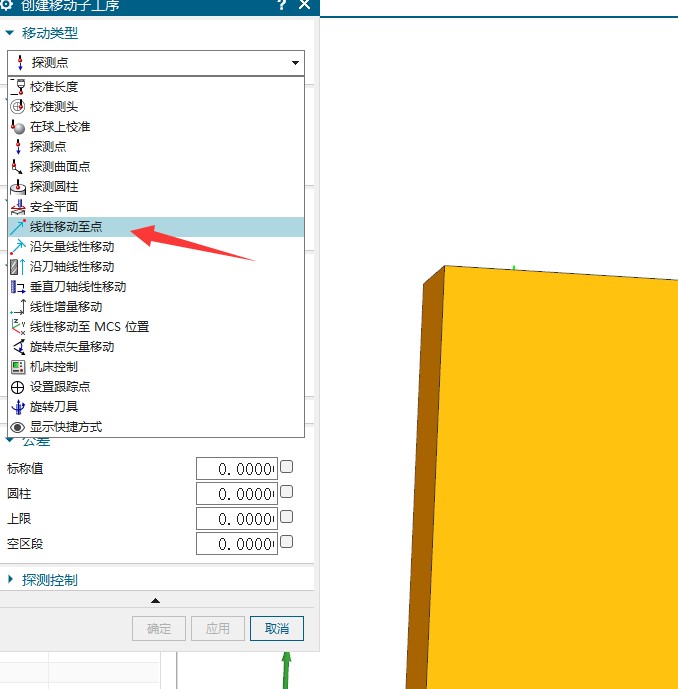
 点击确定 点击添加子程序
点击确定 点击添加子程序
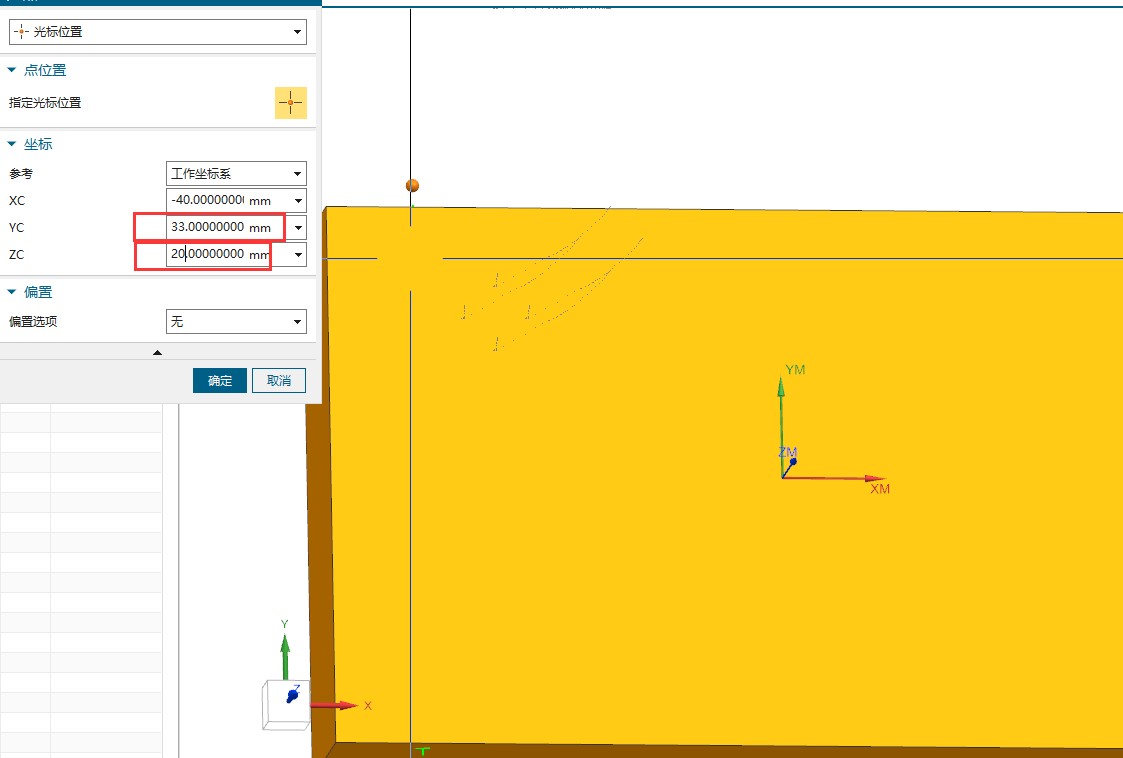
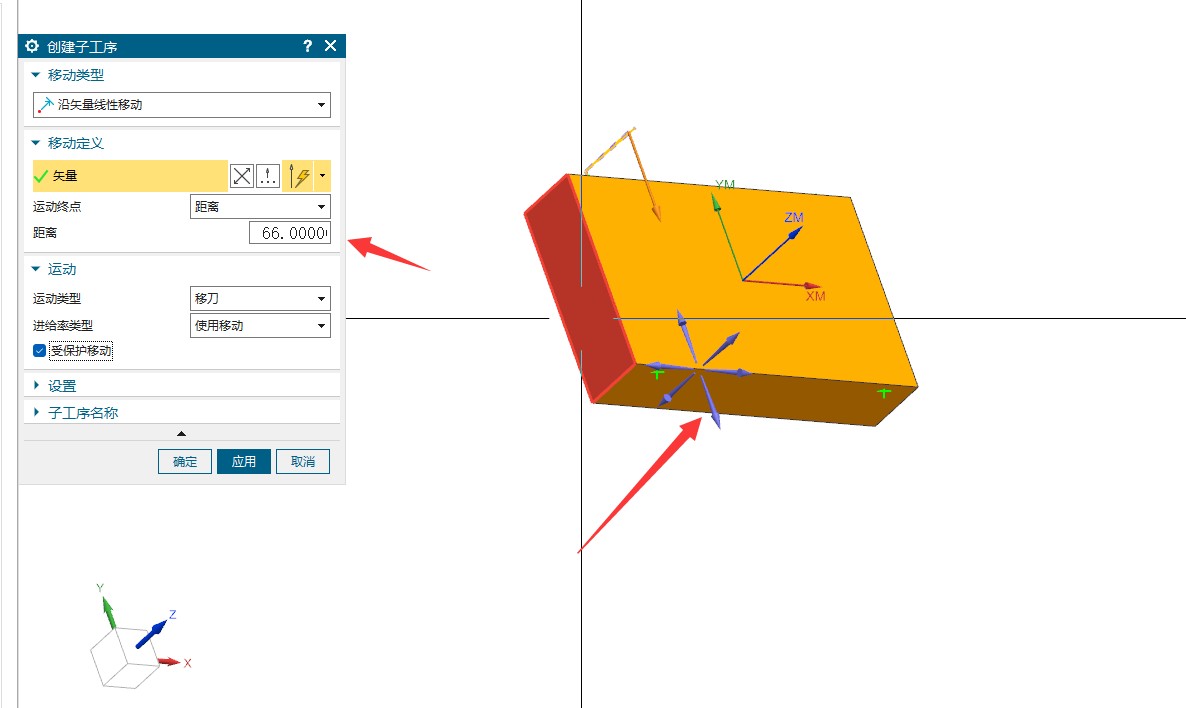
选择线性移动直点
 坐标点击左上方的点Y方向加避让距离 Z方向填20.mm的安全距离
坐标点击左上方的点Y方向加避让距离 Z方向填20.mm的安全距离
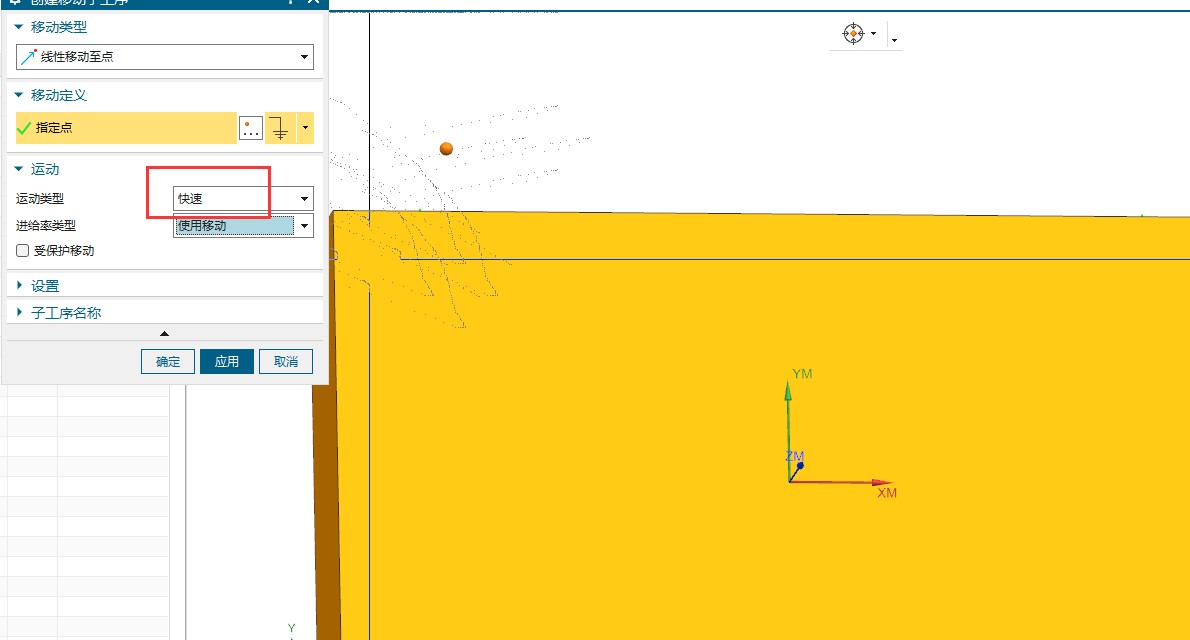
运动类型选快速
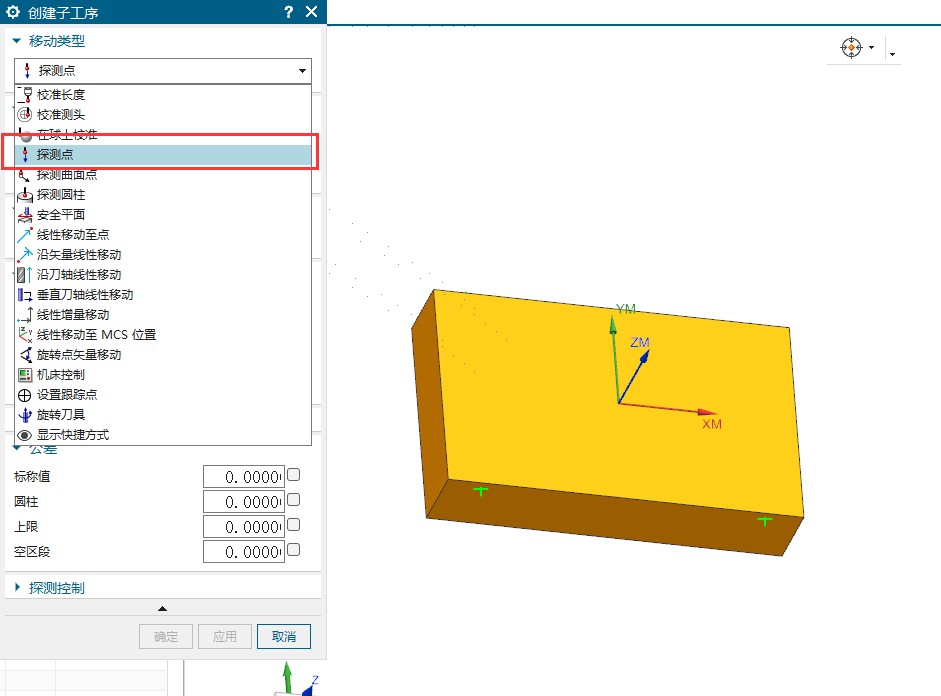
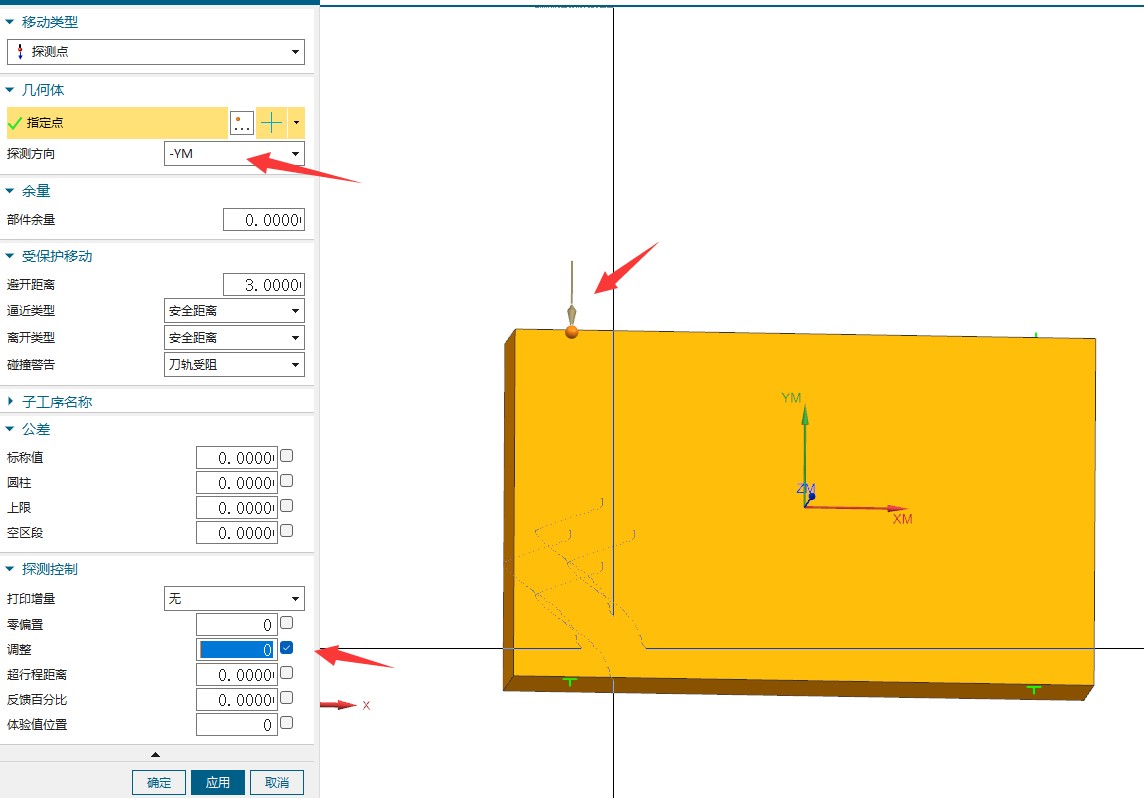
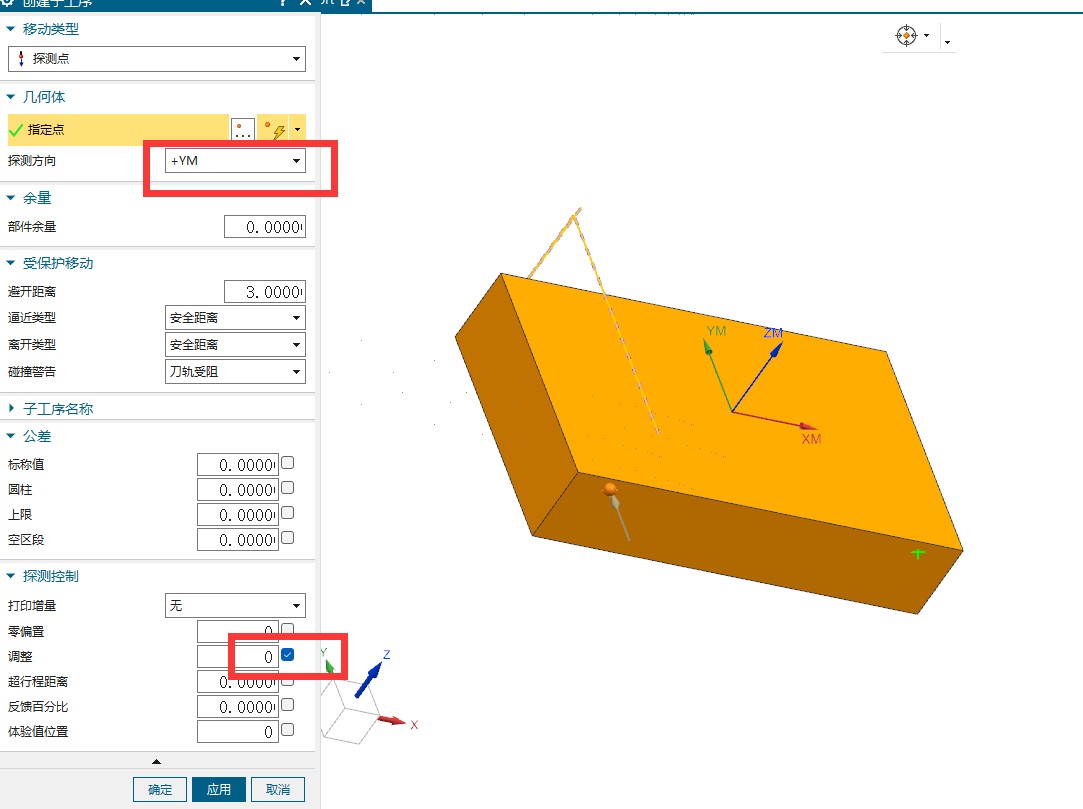
 添加子程序选择探测点
添加子程序选择探测点
 指定点选择左上的点 探测方向选择Y- 调整输入同时打上勾
指定点选择左上的点 探测方向选择Y- 调整输入同时打上勾
添加子程序选择机床事件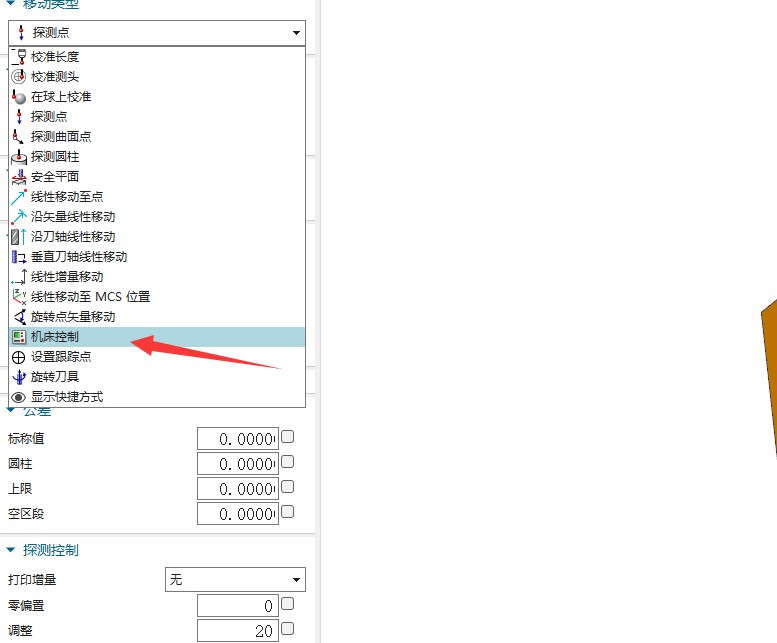 选择插入指令
选择插入指令
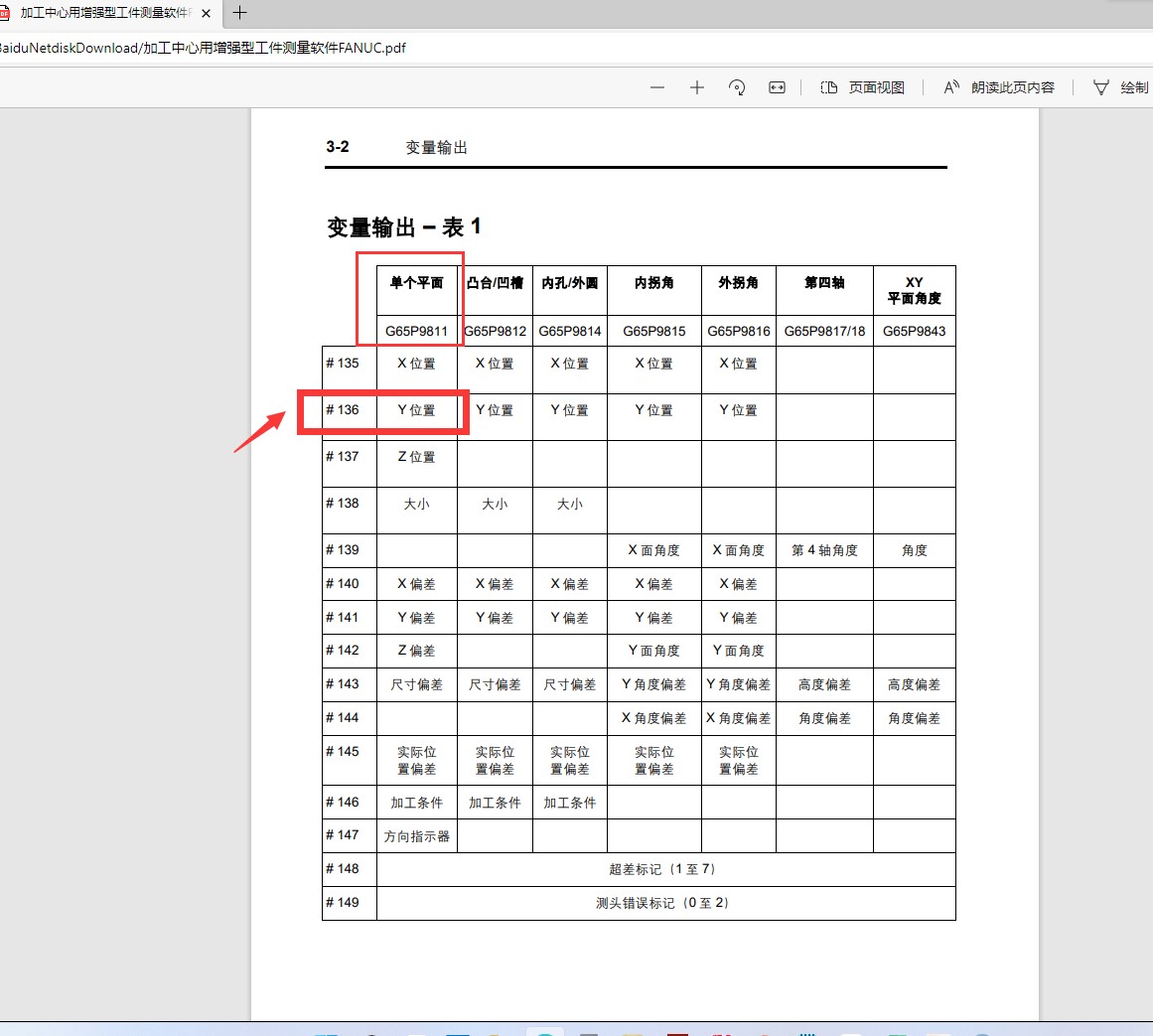
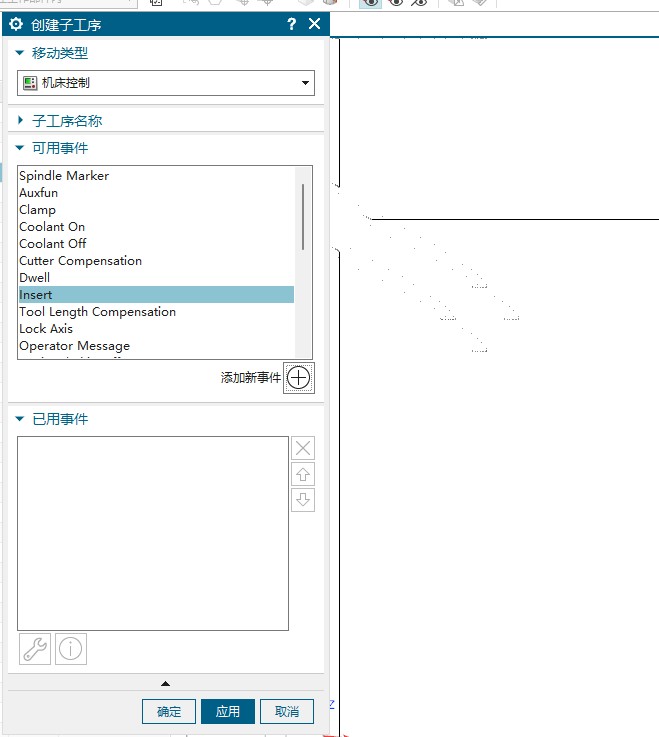 输入#601=#136把探测值套出来用来计算
输入#601=#136把探测值套出来用来计算

到这里有人应该不知道#136是怎么来的这个值是雷尼绍Y方向的机床机械坐标的结果变量
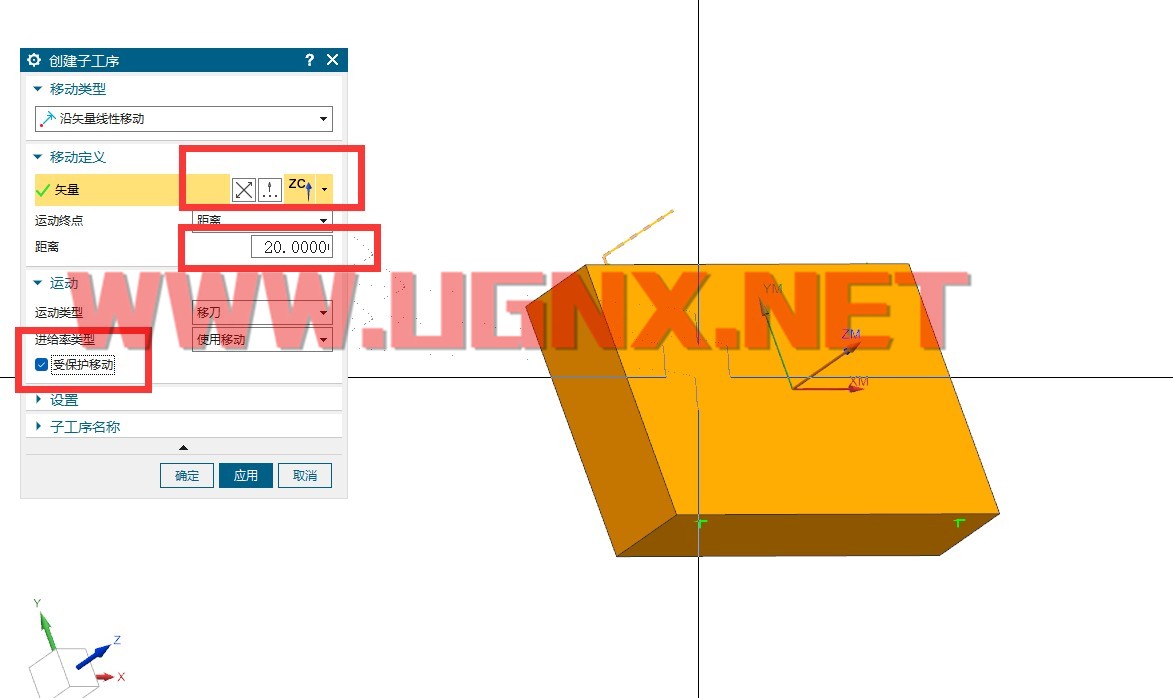
 继续添加子程序选择沿矢量方向线性移动, 矢量方向选Z+ 距离输入20受保护移动打勾
继续添加子程序选择沿矢量方向线性移动, 矢量方向选Z+ 距离输入20受保护移动打勾
继续添加Y方向移动
 添加探针点选择左下的点
添加探针点选择左下的点
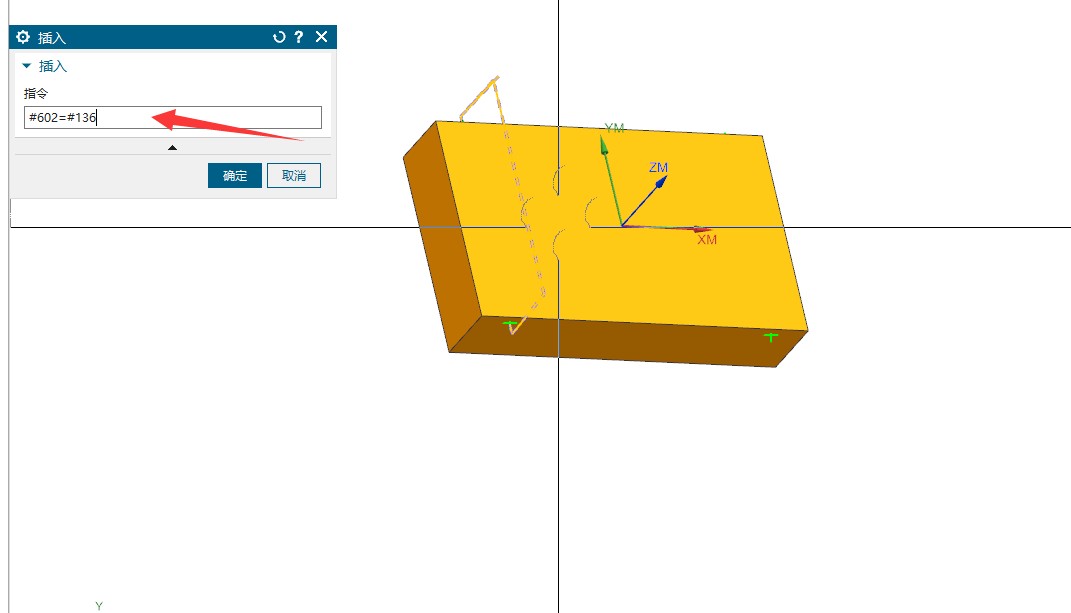
 添加机床事件 选择插入指令 输入#602=#136
添加机床事件 选择插入指令 输入#602=#136
 继续添加剩余两个点过程一样略过.............输入进给率
继续添加剩余两个点过程一样略过.............输入进给率 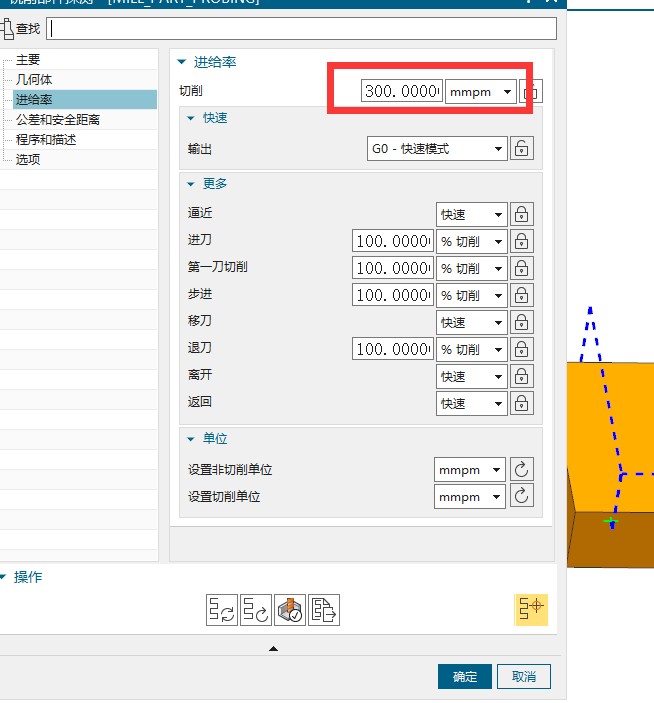
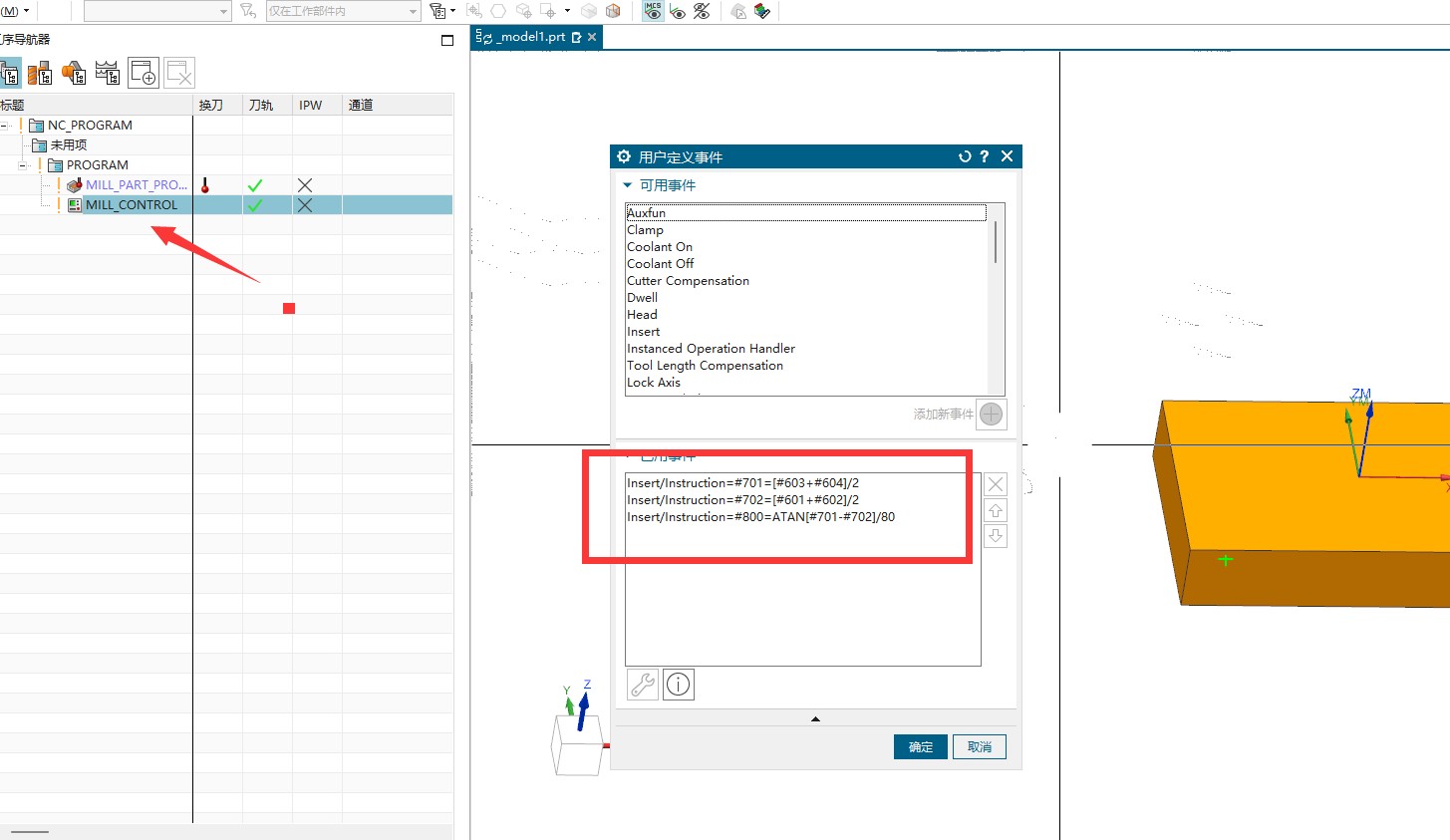
点击确定探头程序基本完成了, 创建一个机床事件选择插入指令添加计算公式如图
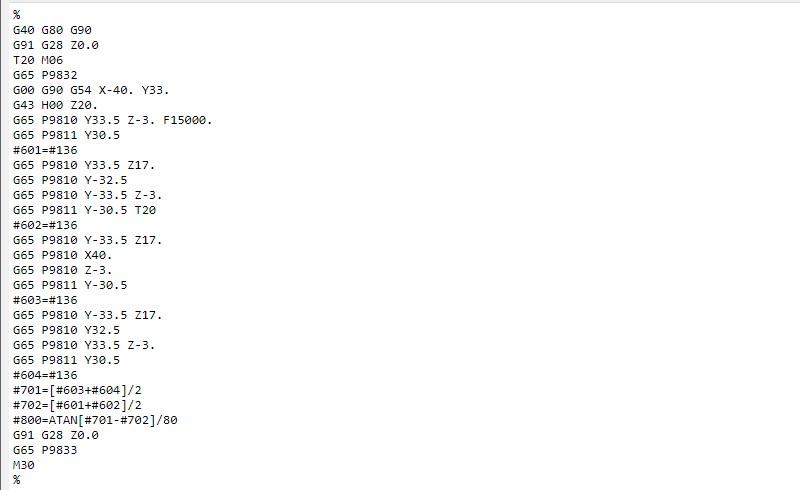
程序已经完成 后处理看效果
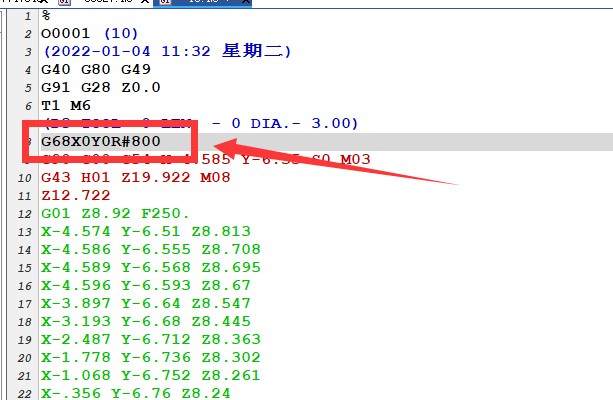
 然后我们就可以拿角度值写到加工程序开头了
然后我们就可以拿角度值写到加工程序开头了
下面提供雷尼绍说明书和UG探头后处理给大家玩。
附件下载:
PS:目前这个探头后处理还有一点bug,论坛上调整栏旁边不打勾应该不出T才对,他输出T探头刀号 刷新刀号不可能把探头刀号刷新的,所以我调整栏填0然后打勾这样就可以不让他输出T了。
- 发表于 2022-02-16 18:35
- 阅读 ( 37609 )
- 分类:NX编程(三轴)




