UG测头后处理交流帖
楼主最近因为工作需要研究了一下UG测头后处理,有些收获,和大家分享一下。
由于加工产品和机床原因,我需要做的是五轴机床角铣头测头后处理,现在做了个初版,生成的程序用vericut仿真了一下没啥问题了,正在功能完善阶段。下面准备以普通三轴测头后处理--五轴机床测头后处理--五轴机床角铣头测头后处理为线路和大家分享一下思路。欢迎各位大神交流。
本帖不提供现成后处理,大家看了我的思路自己去实现就好,望谅解。
—————————————————————————————————————————————————————————-
楼主搬砖回来了,开更了。先声明一下,我也是最近几天才开始看测头编程和后处理的,有说的不对的地方大家多多指正,喷子和杠精走好不送。
先说一下三轴测头后处理,你如果要求不高的话,简单几步就能做好。因为UG在自己的后处理文件夹(MACH--resource--postprocessor)里已经内置了fanuc系统和西门子系统的测量循环后处理,如下图。
但是这俩后处理还不能直接上机使用,一是因为这俩后处理是英制单位,需要转换为mm国际制单位;二是这俩后处理程序头和程序尾不完善,缺少很多配置。但是这俩后处理里包含了ug测头编程里需要用到的事件,这些事件在一般后处理里都是没有的。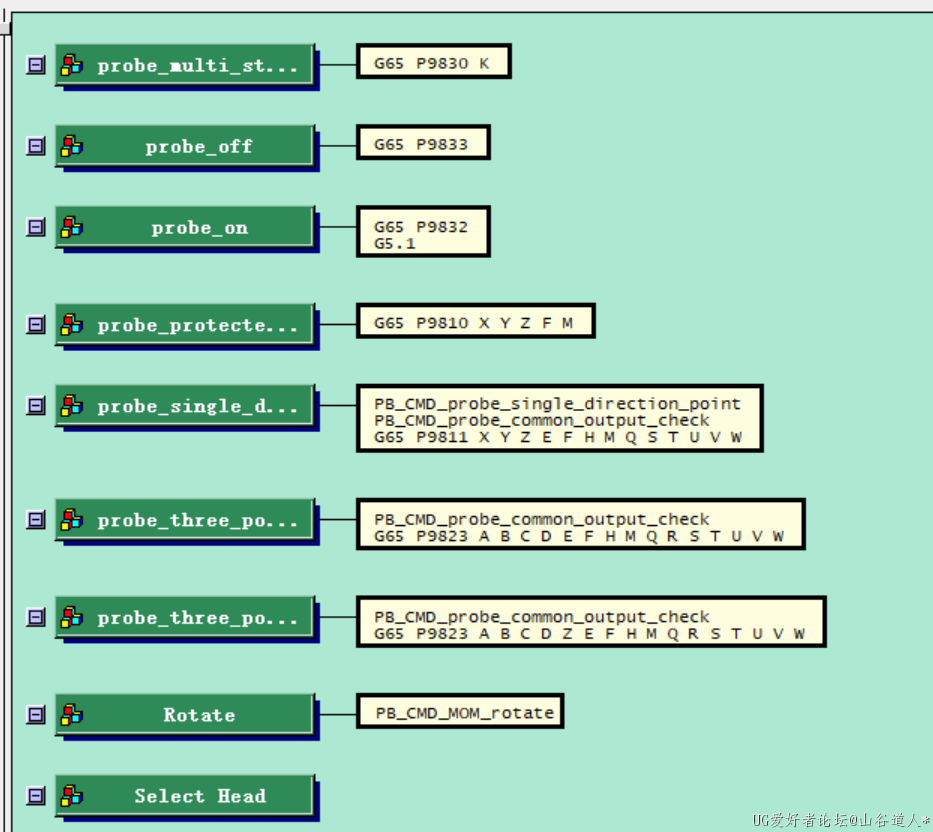
我们知道,UG后处理简单来说就是逐行读取刀轨代码,事件生成器生成事件,MOM调用相应事件的处理函数。而测头编程里的子工序所对应的事件就是这两个文件夹里的UDE(用户自定义事件)。所以,我们需要对上面的后处理稍作修改。
解决单位制问题一般有两种方法,一个是使用单位转换命令,把所有英寸单位乘以25.4转换成mm;还有一种方法就是新建一个后处理,然后选择NC Data设置里的其他数据单元,里边有个从其他后处理器继承UDE选项,勾选之后,右键点击新建,选择上边提到的UG自带的测量循环后处理。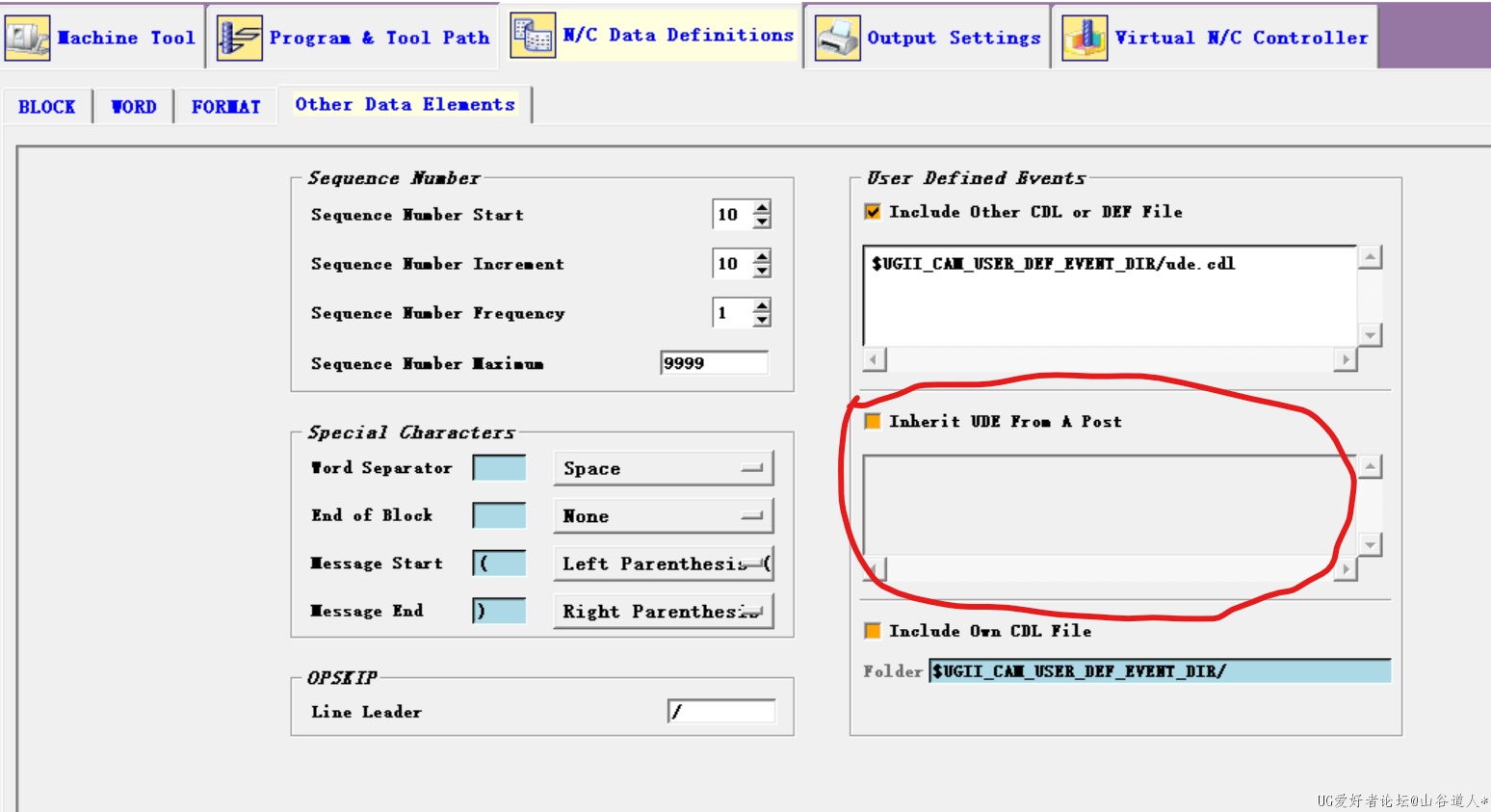
这样,处理出来就是mm单位制的,程序头尾可以在这个新建的后处理里设定。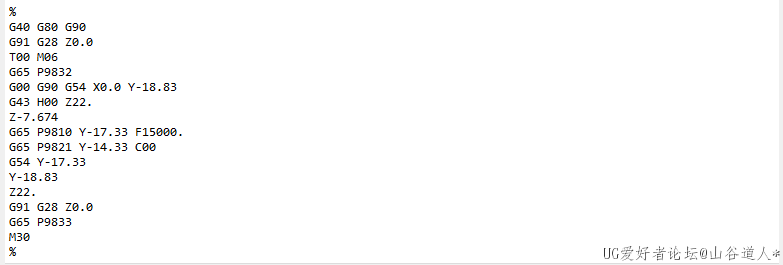
是不是感觉很简单,如果处理出来的循环需要修改的话,建议把UG自带的测量循环后处理复制一份,在复制的那份上进行修改即可。
======================================================================================================
下面是五轴测头后处理的思路。不管是执行的雷尼绍测量循环P9811这些,还是执行的西门子测量循环CYCLExxx,亦或是单纯使用MEAS指令加测量点坐标进行测量,球形3D测头的结构设计就决定了它在测量时必须指定一个基准平面来确定测量结果的唯一性。有没有感觉很熟悉,没错和刀具半径补偿是类似的,测头在测量时也是要基于工作平面G17 G18 G19来实现的。那在五轴机床上,测头刀轴矢量经常变化,如何保证测头刀轴始终垂直某个工作平面呢?——建立局部坐标系(或叫做特征坐标系)。西门子系统叫做frame框架,用ROT、TRANS等命令实现局部坐标系的旋转和平移,fanuc系统是G68.2实现坐标系设定,结合G35.1实现刀轴定向,其他系统暂时没看过不了解。这样五轴机床测头后处理的思路就有了:当测头执行测量时,提取测量点,结合测头刀轴矢量方向,在测量点位置建立局部坐标系。我是习惯把局部坐标系的Z轴指向测头的刀轴方向。旋转局部坐标系后,相应的测量程序里的坐标点就要修改了。默认坐标点还是全局加工坐标系下的点位,需要转换成局部坐标系下的坐标值。因为我是使用的MEAS指令+测点坐标的形式,所以我的代码是MEAS=2 Xx Yy Zz Ff。看到这里可能有人要问了,既然局部坐标系零点就是测量点,那测量语句直接写X0 Y0 Z0不就行了吗?如果执行的雷尼绍或西门子宏程序,可能这样写就行了。但因为我使用的MEAS指令,考虑到工件变形影响,需要留出一段测量超程距离。比如测头要朝向局部坐标系Z-方向测量,那我的测量语句就是MEAS=2 X0 Y0 Z-5,如果沿着X-测量,那就成了MEAS=2 X-5 Y0 Z0。这里需要判定一下测头的探测矢量,然后将探测矢量转换到局部坐标系下。这里涉及到矩阵数学运算,手机实在打不出来就不展开说了。测量完成之后,取消局部坐标系设定。以上就是整个五轴测头后处理的流程,因为我们车间设备原因,我没使用雷尼绍循环,做的比较复杂了一些,如果纯用雷尼绍循环的话应该实现难度会小很多,大家可以试一下。
- 发表于 2022-06-29 23:22
- 阅读 ( 9443 )
- 分类:NX后处理




