NX深度轮廓铣与固定轮廓铣(曲面驱动)合理选择应用
举例说明(模型简单)
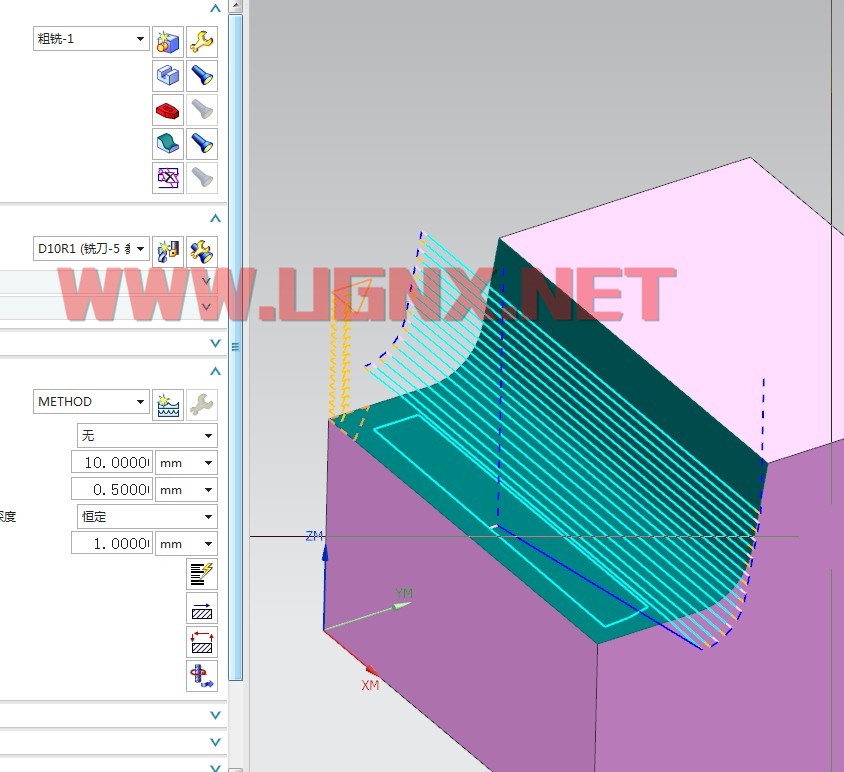
一般都选择用等高铣,加“在边上延伸”。延伸一般超过刀具一半即可。
选择底面与不选择底面刀路在接近底面有不同
选择底面(默认设置),会多出一些不理想的刀路,一般这...
举例说明(模型简单)
一般都选择用等高铣,加“在边上延伸”。延伸一般超过刀具一半即可。
选择底面与不选择底面刀路在接近底面有不同
选择底面(默认设置),会多出一些不理想的刀路,一般这种情况在切削层里“范围深度”可故意把深度范围减小0.01至0.03.就不会有最底面那些不理想刀路了。
不选择底面
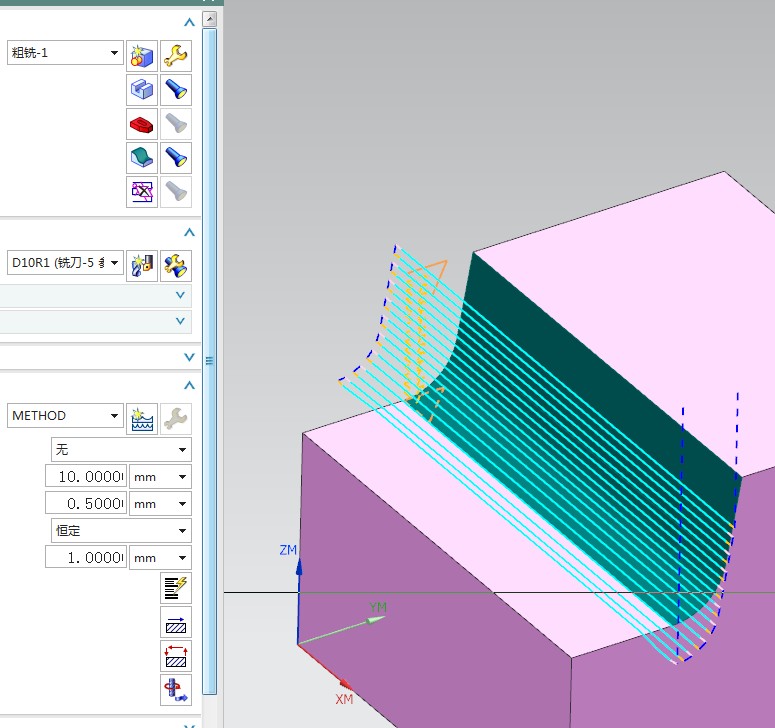 不选择底面是,深度范围会和上面选择底面优化后一样,底面会有几丝的高度未加工到位,并且等高铣加“在边上延伸”刀路回向两边有不同程度的拐角,模型越复杂越明显,离底面的刀路越明显。如果非得用等高,个人的加工方法是把加工的面加厚再偏置面,取消“在边上延伸”。就不会有拐角了。
不选择底面是,深度范围会和上面选择底面优化后一样,底面会有几丝的高度未加工到位,并且等高铣加“在边上延伸”刀路回向两边有不同程度的拐角,模型越复杂越明显,离底面的刀路越明显。如果非得用等高,个人的加工方法是把加工的面加厚再偏置面,取消“在边上延伸”。就不会有拐角了。
个人的第二种方法用的就是固定轮廓铣里的曲面驱动
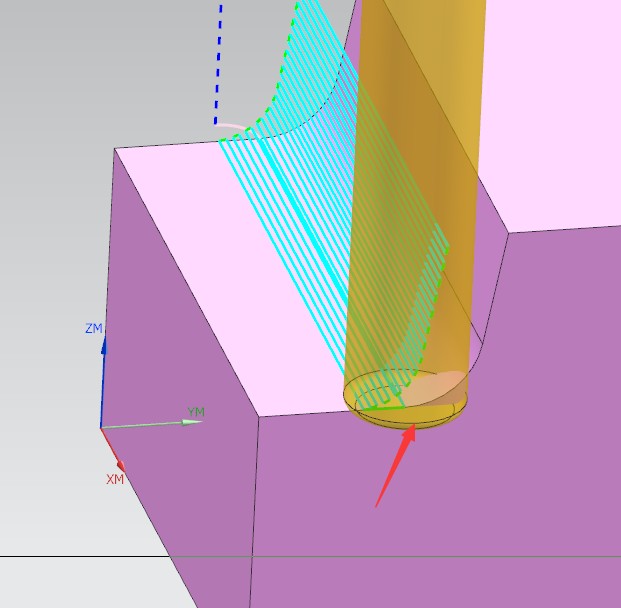 上图未选择部件,直接曲面驱动,默认设置,用的:往复“模式。可以看到有过切的刀路。(当选择部件时,刀路没有过切,但会有多余的刀路)。此时可以根据修改“曲面驱动”里有个“切削区域”里的“曲面百分比”以到达切削效果(最好不要选择部件)。
上图未选择部件,直接曲面驱动,默认设置,用的:往复“模式。可以看到有过切的刀路。(当选择部件时,刀路没有过切,但会有多余的刀路)。此时可以根据修改“曲面驱动”里有个“切削区域”里的“曲面百分比”以到达切削效果(最好不要选择部件)。
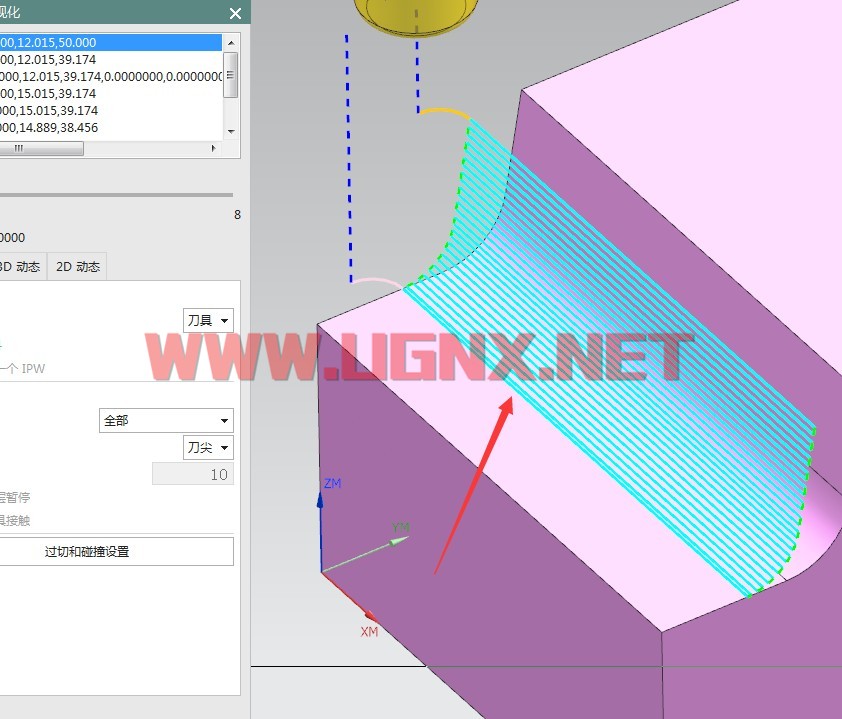 根据修改曲面百分比,最底面的那条刀路可控制在0.005以内。
根据修改曲面百分比,最底面的那条刀路可控制在0.005以内。
个人经验,用上面的设置,在实际机床加工中,机床会有很明显的抖动,当然,等高用圆弧切入切出也可以,个别机床小R减速也相当明显。
再实战中曲面驱动里,“切削模式”个人用的是“往复上升”,再在“非切削移动”里“”光顺”第一个设置勾选
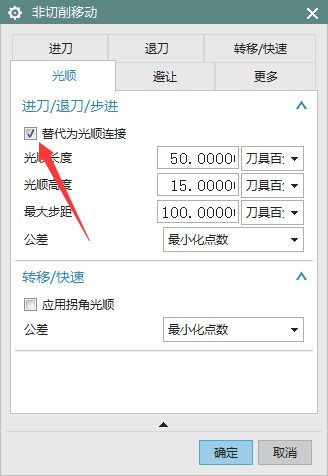 此时的刀路回有一个类似于MC里的“”平滑“”效果。实际机床加工机床抖动回改善很多。
此时的刀路回有一个类似于MC里的“”平滑“”效果。实际机床加工机床抖动回改善很多。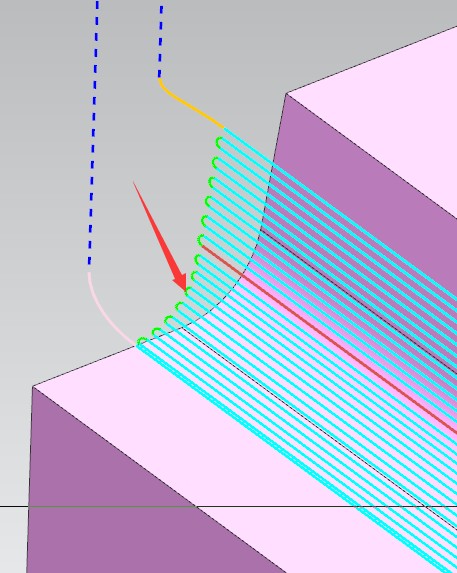
方法总比困难多,用“引导曲线”就有点大材小用了。
- 发表于 2019-08-11 13:56
- 阅读 ( 23999 )
- 分类:NX编程(三轴)




小飞哥2920
8 篇文章
