UG NX后处理读取最大最小XYZ坐标数据的方法
新建个后处理,或者修改你的
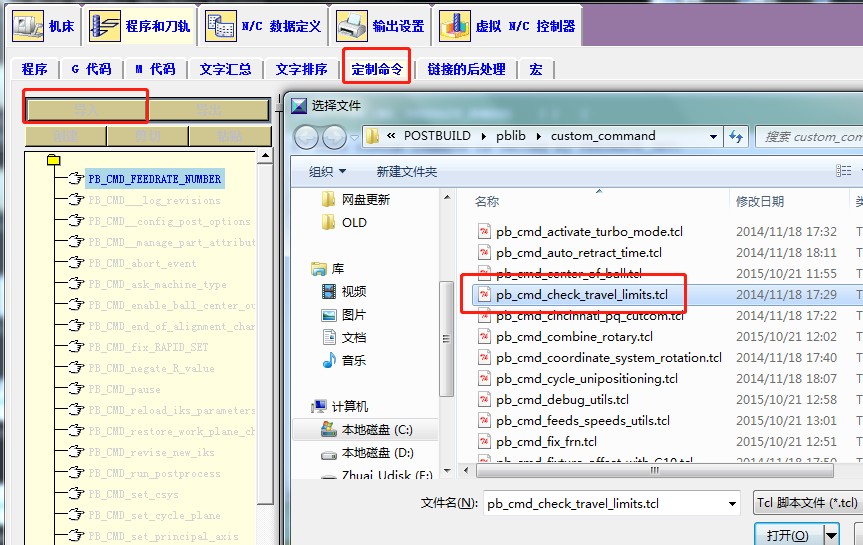
添加自带的定制命令如图:
确定,在PM_CMD_before_motion里面添加刚才导入的命令如图:
如果你的后处理里面没有PM_CMD_before_motion,新建一个即可。
然后就...
新建个后处理,或者修改你的
添加自带的定制命令如图:
确定,在PM_CMD_before_motion里面添加刚才导入的命令如图:
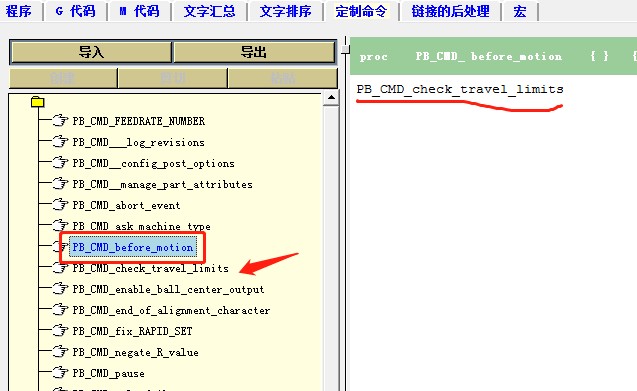 如果你的后处理里面没有PM_CMD_before_motion,新建一个即可。
如果你的后处理里面没有PM_CMD_before_motion,新建一个即可。
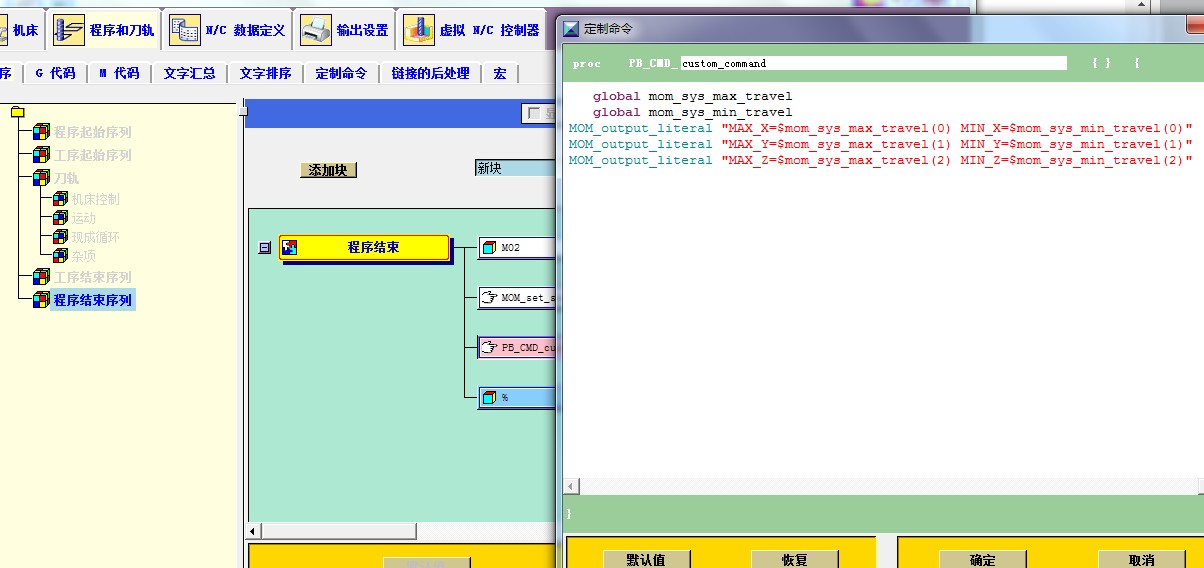
然后就可以使用了,比如,在最后,输出整个程序的最大最小XYZ的数据。
 看看输出效果:
看看输出效果:
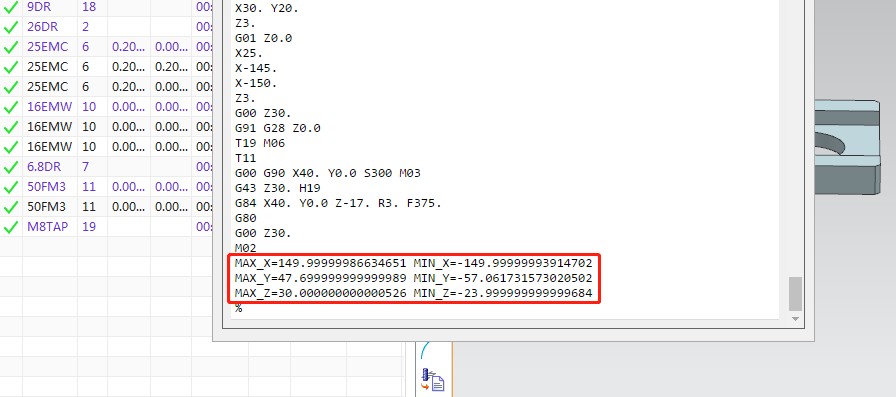 这个挺有用的,可以自己扩展使用,比如在末尾检查最大最小的数据,看整体移动路径会不会超过机床的行程
这个挺有用的,可以自己扩展使用,比如在末尾检查最大最小的数据,看整体移动路径会不会超过机床的行程
再就是检查每把刀的最大最小范围(需要每把刀清零下数据)并输出,比如常用的是Z的最大最小数据,
但是一般都输出在执行后,如果需要写到程序最开始,那代码就麻烦些,一般都需要重写NC文件来实现。
后处理放到附件,有兴趣可以看看
- 发表于 2019-09-23 11:45
- 阅读 ( 17619 )
- 分类:NX后处理




