15 UG五轴3+2后处理怎么让A轴摆45度,C轴联动雕这个字呢?




最佳答案 2020-03-20 16:48
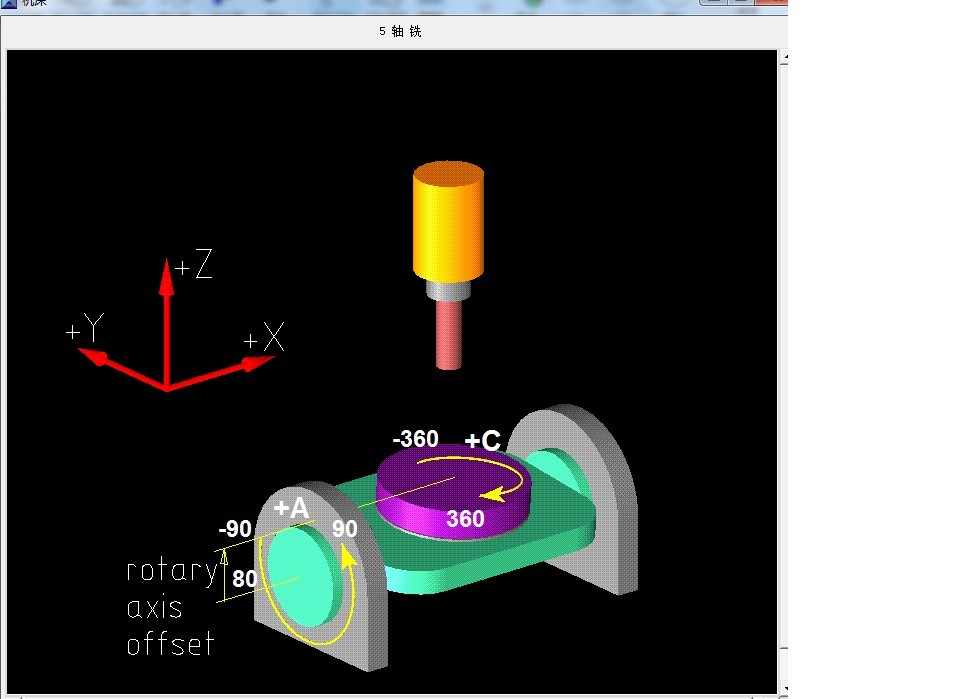
我想你可能理解的方向有点偏了,首先你的机床是正常的5轴机床,你的后处理也完全支持,你用3+2,或者4+1是根据的这个零件的需求来的,你要加工的零件是个曲面必须用五轴联动才能完成,那你不可能用3+2去干,不是你想用什么样刀轴怎么样去加工,而是实际这个零件能不能用这种方法加工出来。这个你想要机床A轴摆45° 然后C轴联动加工 所以你有意的把工件摆个45度,然后再去修改什么后处理,你想过实际加工怎么去装夹,怎么去补偿没,有点脱离了,把简单的问题复杂化了。
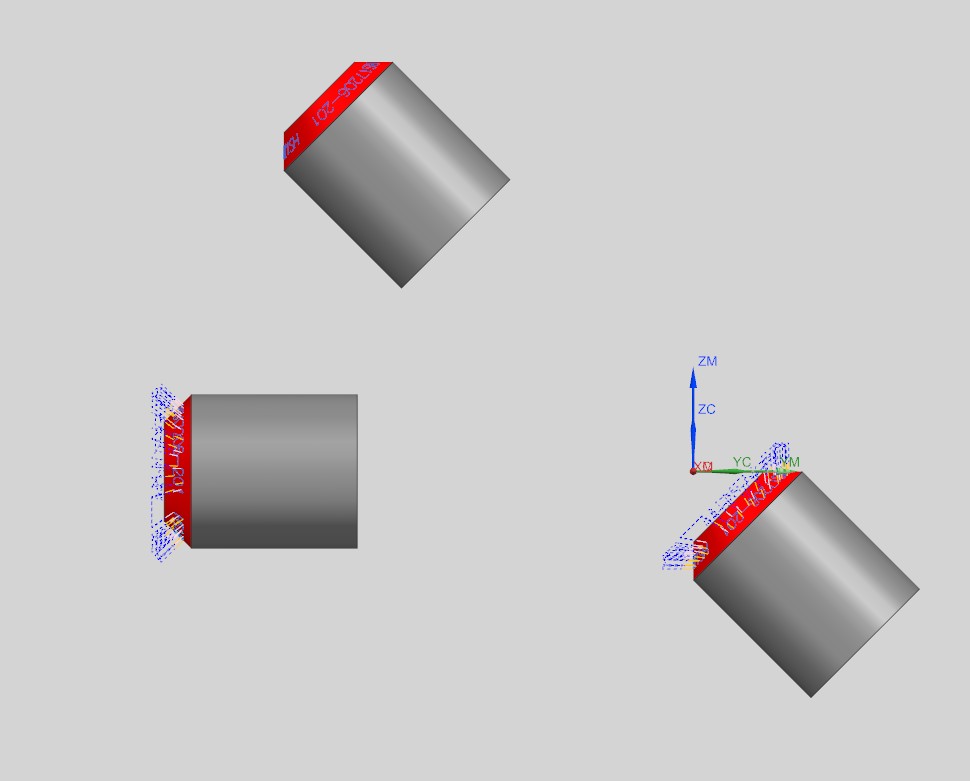
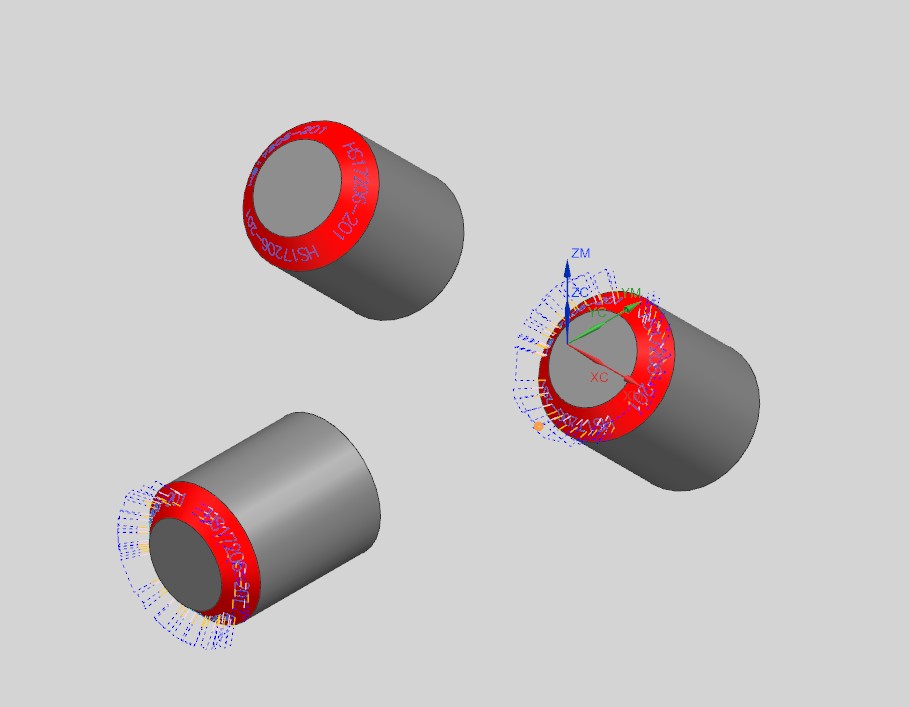
你有这个想法你要看看零件加工的实际情况是否符合,我看到这个零件第一个想法就是完全支持,因为在那个倒角面上刻字 倒角面肯定是45度,刻字刀轴肯定垂直于该刻字面,因此本身刀轴就与C轴一直都是45度,这个角度C轴摆不出来吗C是沿Z轴旋转,肯定是A轴完成,所以本身就是45° 。当然如果是个20度 你想摆45°也是不可能 或者是个变截面倒角 也是不行的
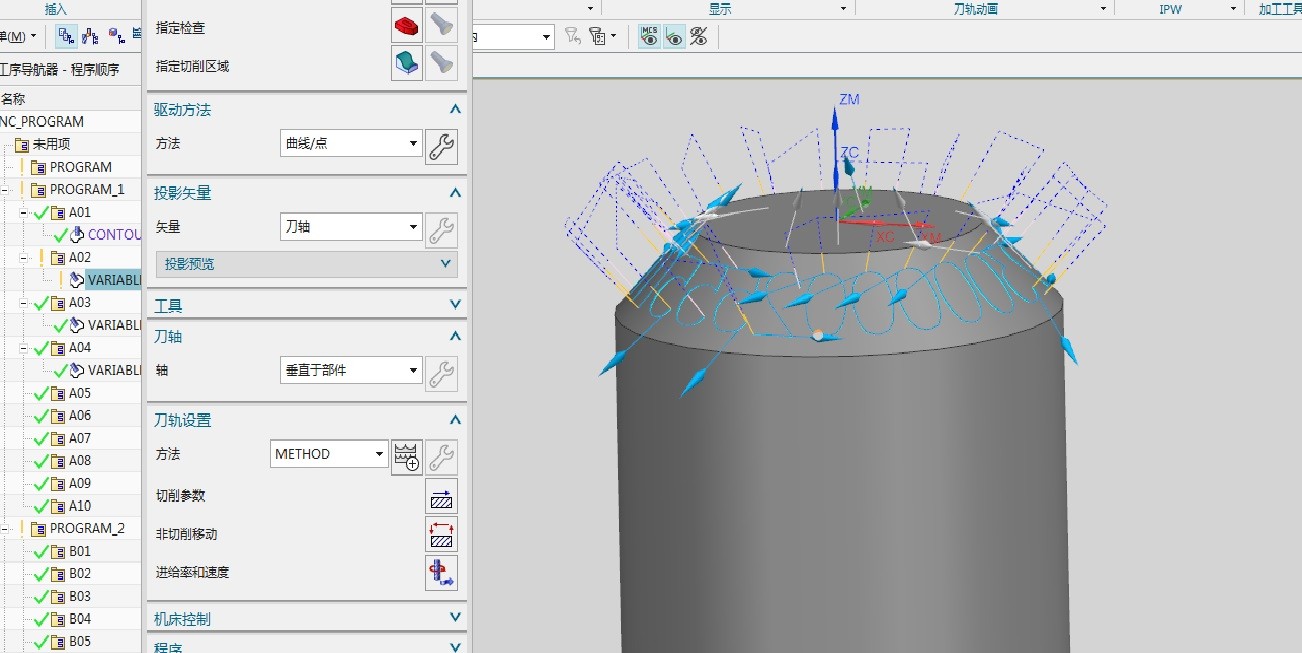
你这种轴类装夹肯定是平行某个旋转轴装夹的,转多少度是你编的程序决定的而不是你摆出来的,那后处理自己会替你算好的
此贴终结