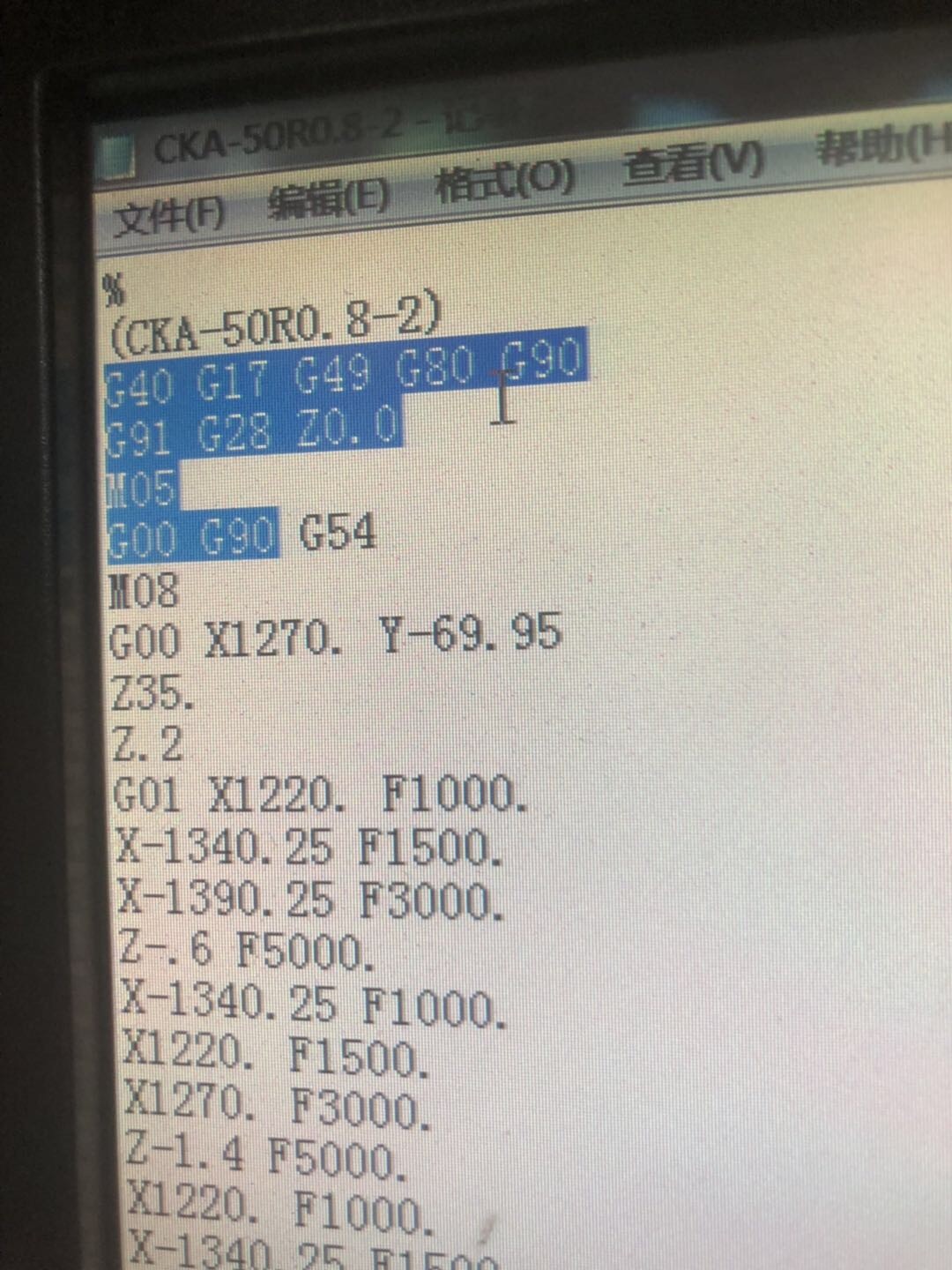
新机床新代系统 对好刀跑程序 直接不抬刀 往下撞了10厘 ,后处理没有问题 最后发现把G91G28Z0.0去掉 手摇把刀抬起来就没事了 有网友给我说是机床参考点设置有问题 有大佬可以给我说一下吗?
是不是没刀长补正
我也觉得是机床PLC。
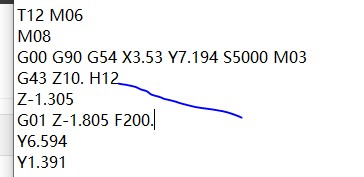
G43呢?H呢?
一种就是你把刀长输到坐标系Z值了程序没问题(无刀库模式),第二就是刀长在到偏里,缺少G43 H值
变压器输出电压测一下是否正常,新代电压过高容易出乱七八糟的问题




 是不是没刀长补正
是不是没刀长补正