UG五轴编程S件加工程序极点C轴角度变化太大如何解决?




5 个回答

擅长:后处理,仿真
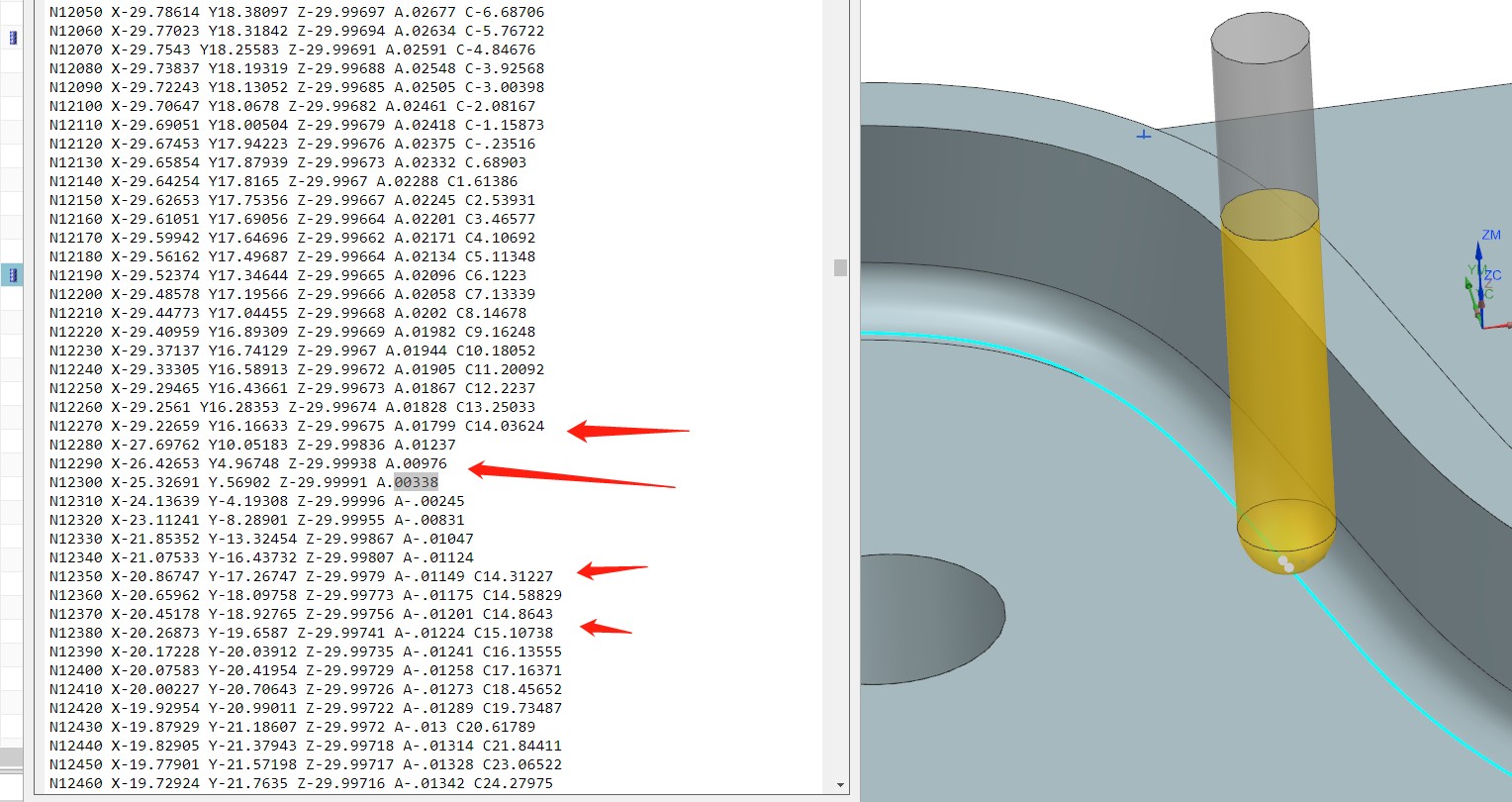
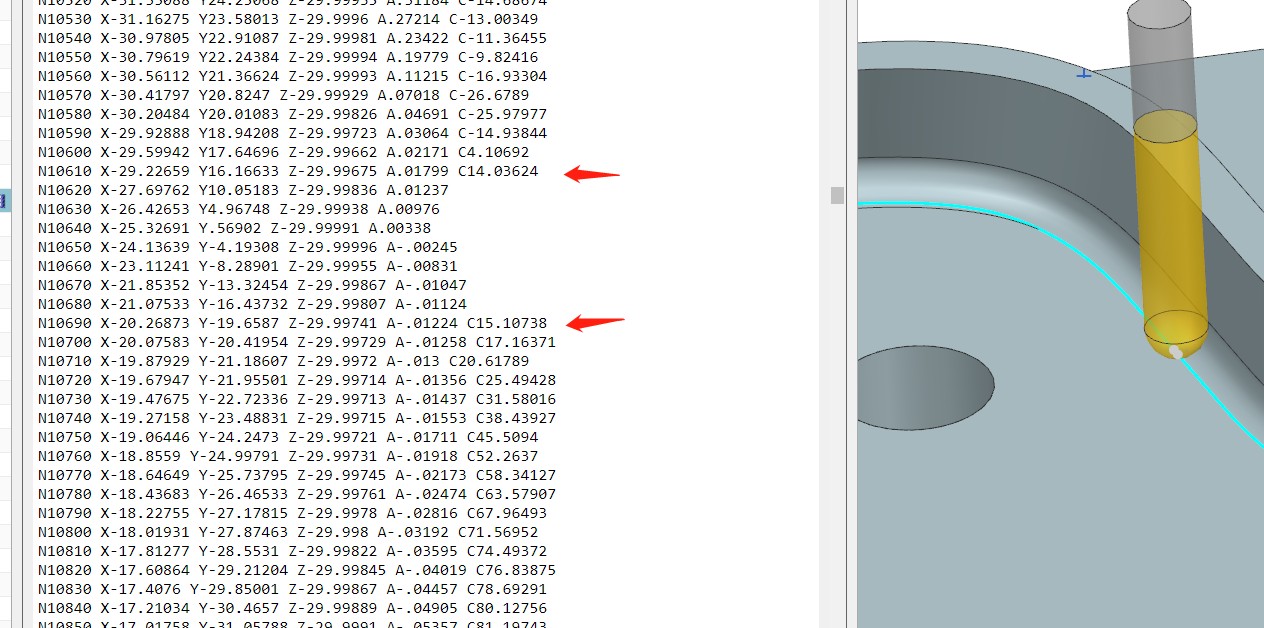
最好能把完整的NC程序上传一下 看看,因素挺多的,机床精度 回转工作台在失速情况下的F 以及程序是否增加CYCLE832 控制精度 以及旋转轴精度 程序是否走的双解还是单解,还有一个NC的步距设置。
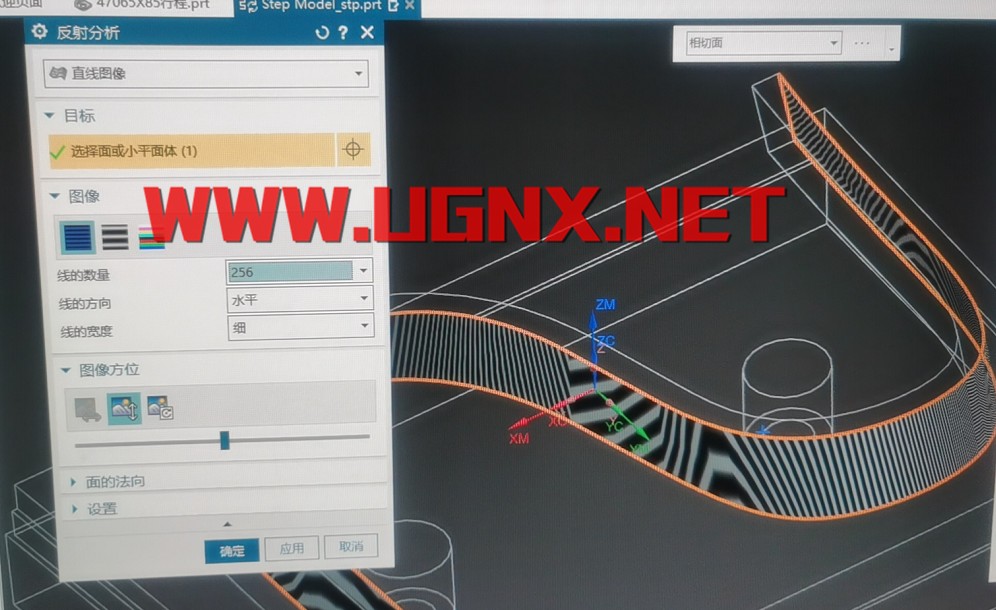
下载了你的图档以后,我发现你的这个S件曲面质量不怎么好,可以说有点问题,你加工中的痕迹正好是曲面衔接处位置,建议优化模型。
看这个件,就是因为UV线没做好曲面有问题的原因:


如果觉得我的回答对您有用,请随意打赏。你的支持将鼓励我继续创作!

看过一个网上的S件刀路,曲面并不是做的很好。
原来模型UV曲线不好 需要重新造面
大侠,能加WX13727457084,我公司找开发后处理的,