附件下载:
6666666666.stp
C角倒角即使是用五轴机床,也不好加工,你这个产品太小了。
但是看上去又只能五轴加工才能到位。
看要求,要求高就放电
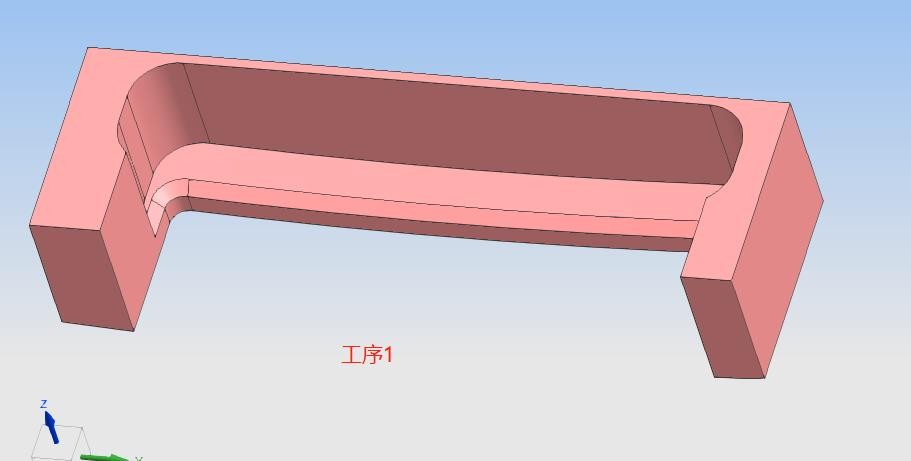
工件比较小,建议采用两道工序加工,三轴加工即可,可以排成一块板,一次加工几十个
一序:加工凹槽圆弧和C角,比较浅,3mm铣刀精加工,就可以保证公差,C角采用R1球刀爬面或者3mm90°倒角刀加工
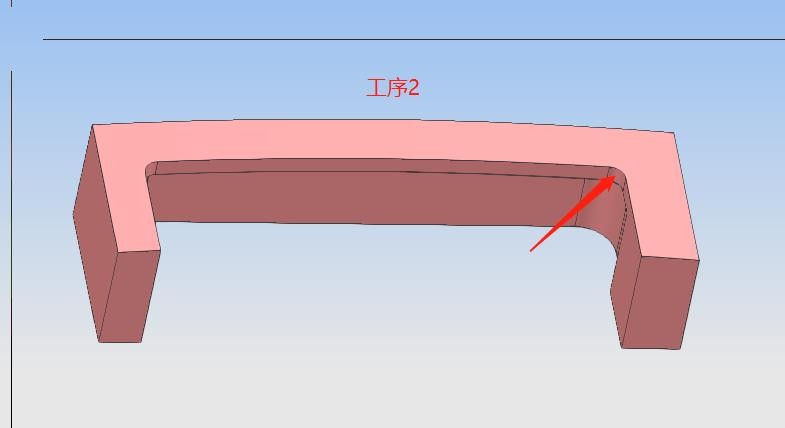
二序:虎钳加持,加工背面圆弧,清R角