90 NX后处理如何把我自定义的M00处理到G91G28Z0后面?
如何把M00后处理出来到G91G28Z0后面,不是的固定M00,固定每把刀后面的我会,我是中途换压板,不想每次都去改,我后处理出来的M00都在G91G28Z0前面,怎么都弄不到后面来,问题不大,喜欢研究,精益求精,NX这么强大的软件,应该可以做到的,之前用Mastercam几个版本都可以做到。
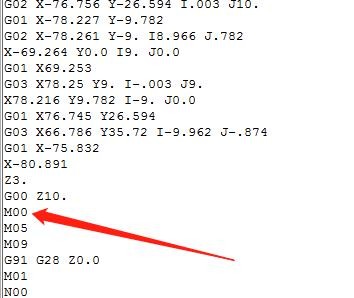
不是固定每把刀后面都有,比如走完第五把刀,要暂停一下,在第五把刀走完Z轴抬起来后M00,这个M00处理出来恰好在G91G28Z0后面。
我用了铣削控制,和用户定义事件的Stop文本输入,处理出来的M00都在G91G28Z0前面。
由于本人学艺不精,知道NX网大师多,特来请教,各位大神请受小弟一拜!金币如果不够可以加,大神们研究一下,现在凌晨一点半,我研究出来一种方法,没有最好,只有更好。6号一天时间大家可以回答解决。




最佳答案 2018-09-06 14:20
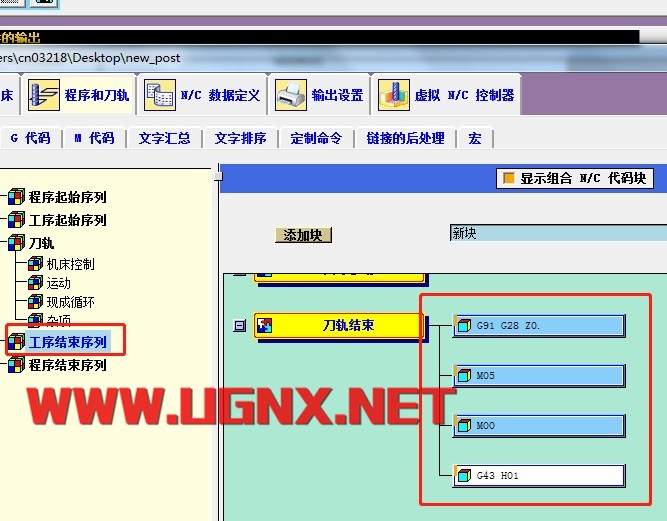
1、在如图后处理位置添加自定义命令




5、以下是自定义命令代码:
global mom_operation_notes
if { [info exists mom_operation_notes] } {
for {set i 0} {[info exists mom_operation_notes($i)]} {incr i 1} {
MOM_output_literal "$mom_operation_notes($i)"
}}
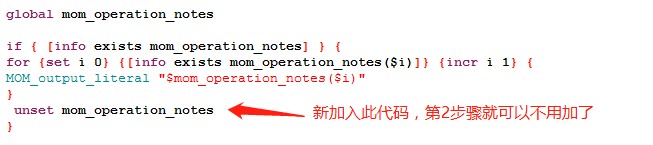
2018年9月6日21:30更新:
global mom_operation_notes
if { [info exists mom_operation_notes] } {
for {set i 0} {[info exists mom_operation_notes($i)]} {incr i 1} {
MOM_output_literal "$mom_operation_notes($i)"
}
unset mom_operation_notes
}
6、变量复位代码如下:
global mom_operation_notes
unset mom_operation_notes
7、以下是用NX12做的后处理样品,可下载测试
备注:以上部分是参考小梁“UG9.0编程NOTES参数与后处理应用视频教程(输出注释参数中的内容到NC文件中)”编写而成。
其它 6 个回答
我个人觉得首先找到用户事件里你所说的STOP文本的MOM变量,用TCL语句去判断它,如果程序中某一把刀中出现你设置的此用户事件,就输出M00,你试试将M01用TCL判断去写,我也不知道思路对不对,坐等高手解答。
经过不死不放弃的研究,我研究出来了一种方法,我觉得应该有更好的方法,等大神们帮忙。
在操作结束的位置加上以下块,然后全部强制输出:
设置输出条件:
global mom_operation_description
if { $mom_operation_description == "M00" } {
return 1
} else {
return 0
}
这里的所有块都选这个条件。
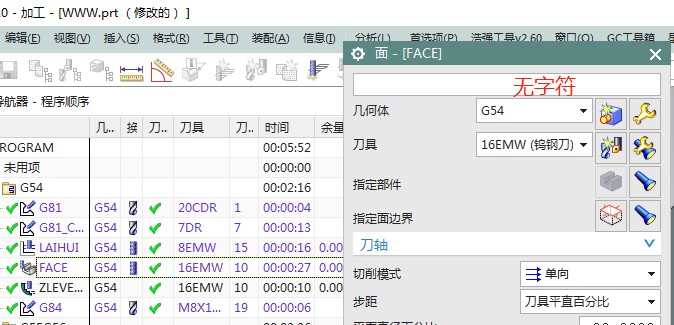
在操作里的 “描述”里输入M00,输出一上块的内容,暂停输出。
删除描述里的内容,或者默认没有输入内容,不输入暂停。
效果如一下:

附上后处理给你测试:Desktop.rar
应朋友邀请做输出M00的后处理,网上搜了一下就看到这篇文章,个人感觉这个最佳答案不好。
就像题主这种换压板的情况,如果有很多种产品的程序中间都要换压板,那么每次都要点开注释,不够灵活,且不方便检查,刀轨不点开你根本就不知道里面有没有M00
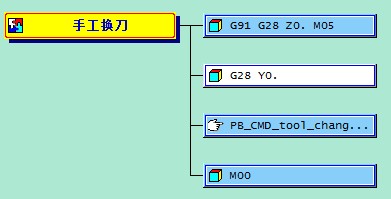
我的方法是在两个需要添加M00的刀轨之间增加一个手工换刀的机床铣削控制即可,可把这个铣削控制随意复制粘贴和拖动到需要的地方,灵活性非常高,且检查也相当方便,这个在哪M00就在哪,非常直观。

分两个步骤,如下图:
 1、插入一个铣削控制,点开手工换刀,随便安排个刀具,然后生成一下。
1、插入一个铣削控制,点开手工换刀,随便安排个刀具,然后生成一下。
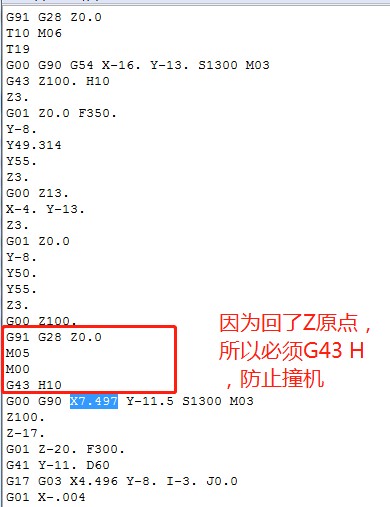
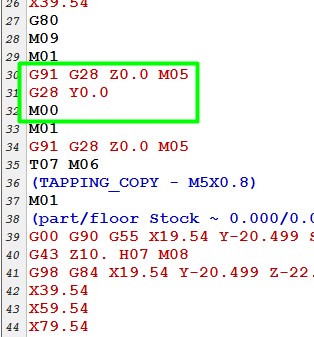
 2、后处理里面的手工换刀添加一下回零和M00就OK了。
2、后处理里面的手工换刀添加一下回零和M00就OK了。

打开后处理构造器,找到G91G28Z0,在下边新建一 行添加M00,点击鼠标右键强制输出
行添加M00,点击鼠标右键强制输出