在UG后处理中如何实现:
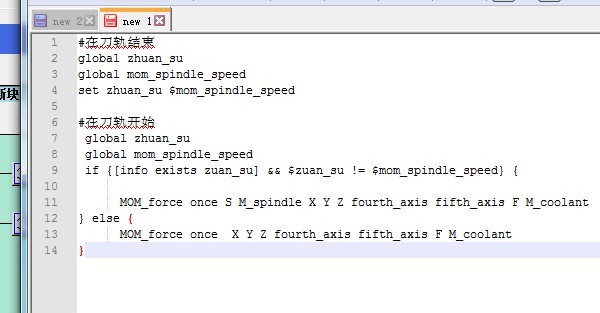
在不换刀情况下转速不变不输出 M S,
在换刀情况下转速不变输出一次 M S,
在换刀情况下转速变化输出一次 M S,
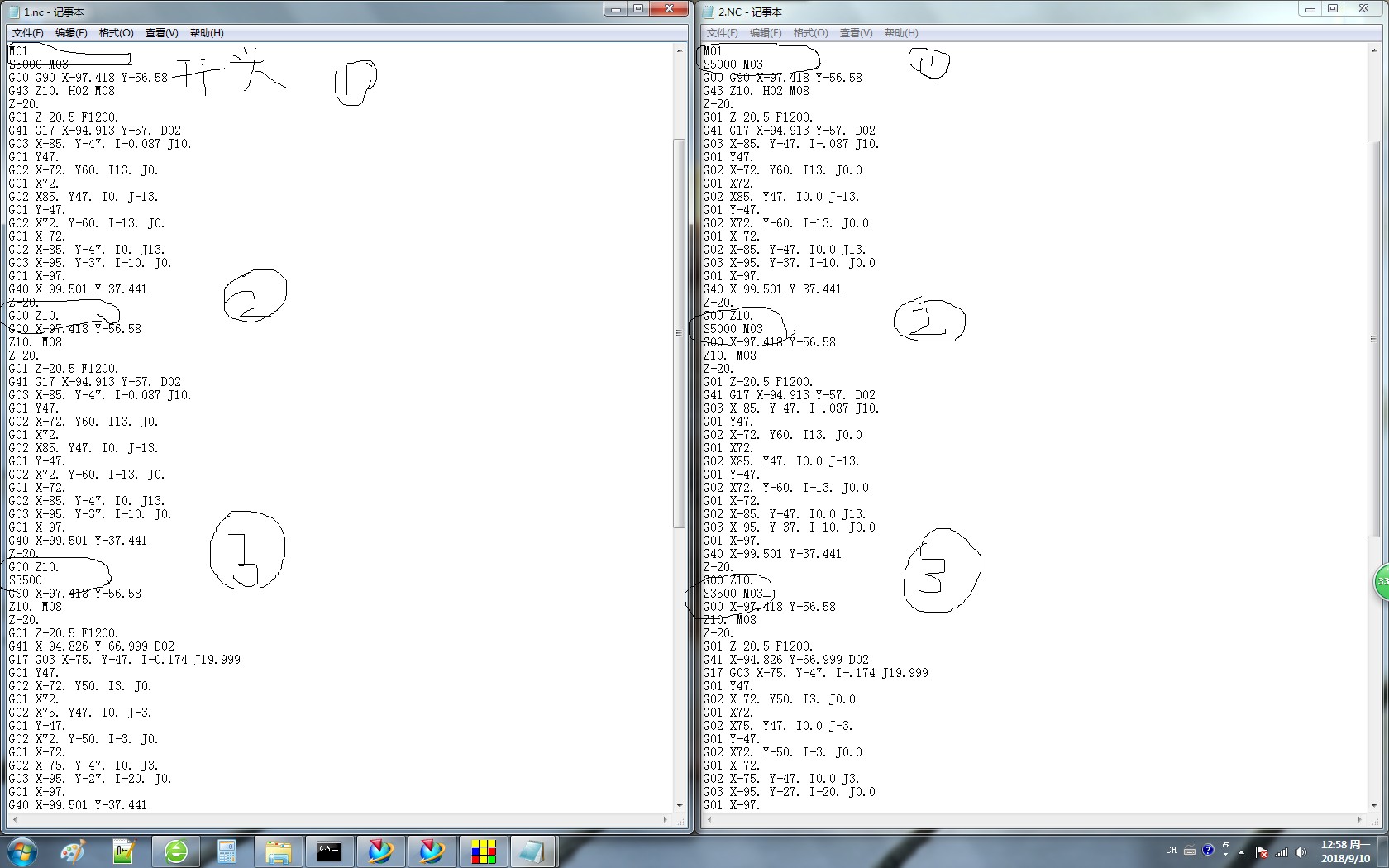
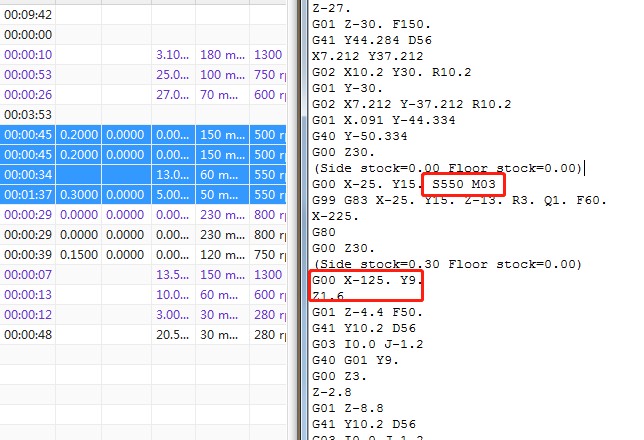
只有前三个程序后处理 第四个我电脑不够长 我想表示的是 M3没了 怎样让M3出现
我想问的是怎样输出 M S 时把 M 不要落下
或者说我的后处理有问题 有别的解决方法 请大神讲讲
谢谢了
发下PRT文件和后处理文件看看。
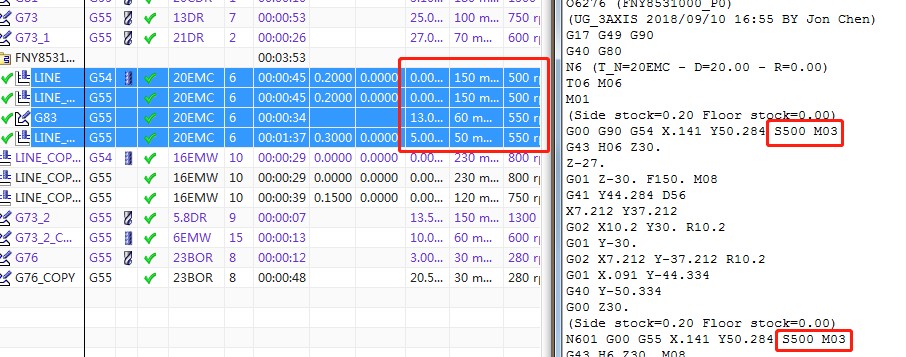
我的后处理,变化坐标肯定是要输出钻速和补刀长的,方便每个坐标单独做。
然后同坐标里只要钻速一样,不输出。不一样。输出: