攻丝不再打开计算器了,后处理自动计算攻丝进给F
声明:内容分享仅供学习参考,风险需自行甄别
1. 首先我们知道fanuc攻丝 F=转速*螺距 三菱系统攻丝 F=螺距
2. 后处理变量 转速为$mom_spindle_speed 丝攻螺距为 $mom_tool_pitch
其实...
声明:内容分享仅供学习参考,风险需自行甄别
1. 首先我们知道fanuc攻丝 F=转速*螺距 三菱系统攻丝 F=螺距
2. 后处理变量 转速为$mom_spindle_speed 丝攻螺距为 $mom_tool_pitch
其实看到这里懂的已经懂了
下面说说后处理pui如何改吧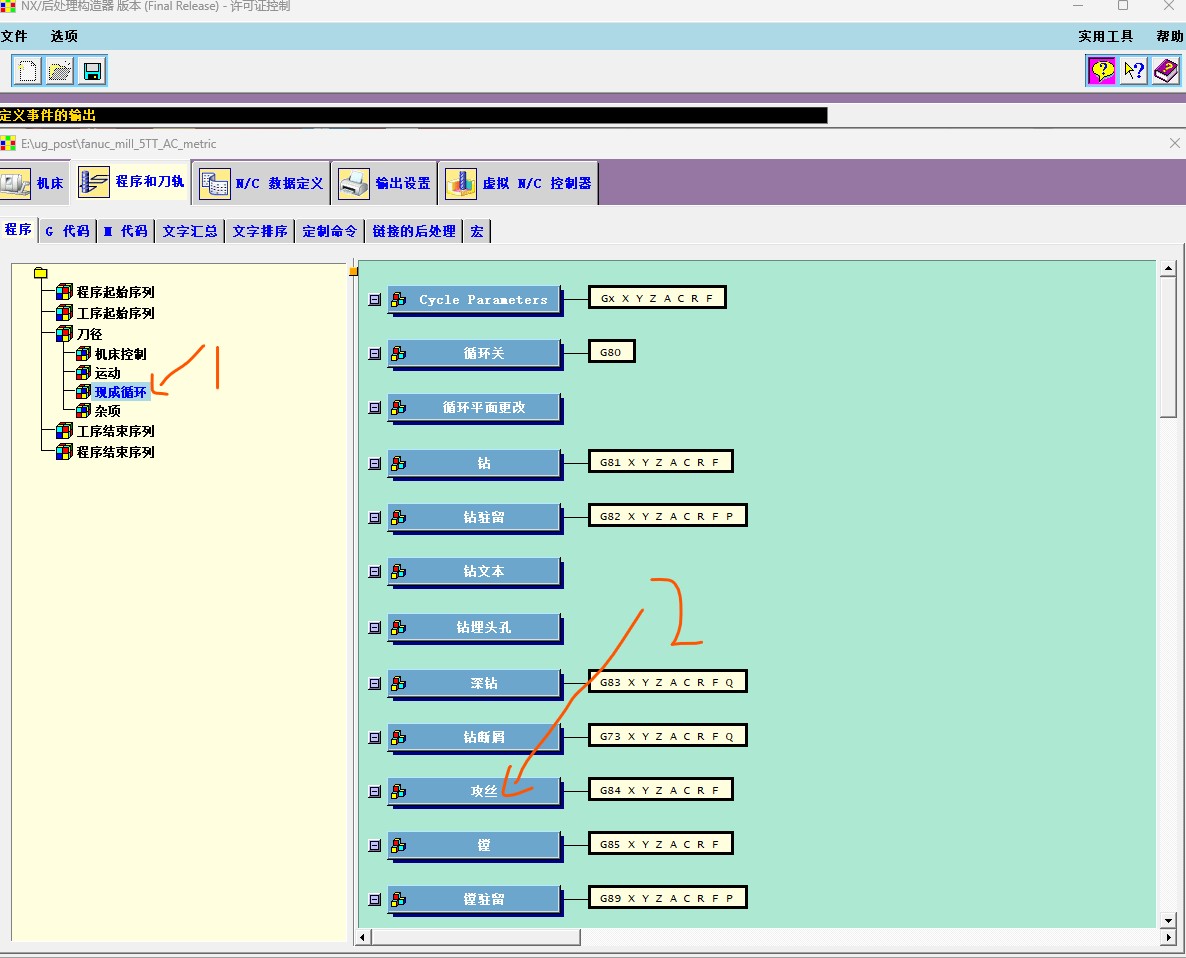
点击攻丝按钮进去后 右击F按钮 点击“更改单元”再点击“用户表达式” 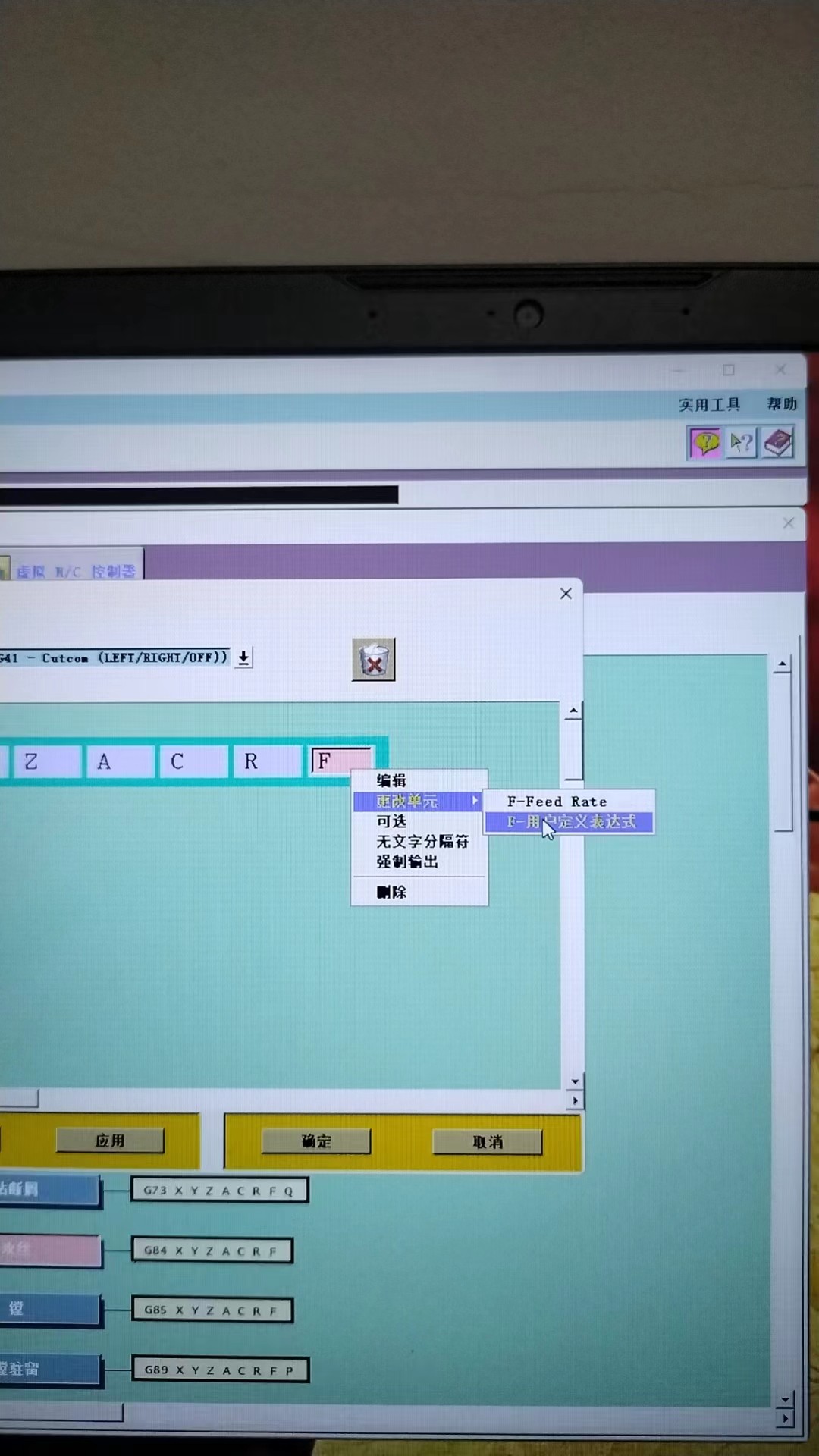
输入变量即可
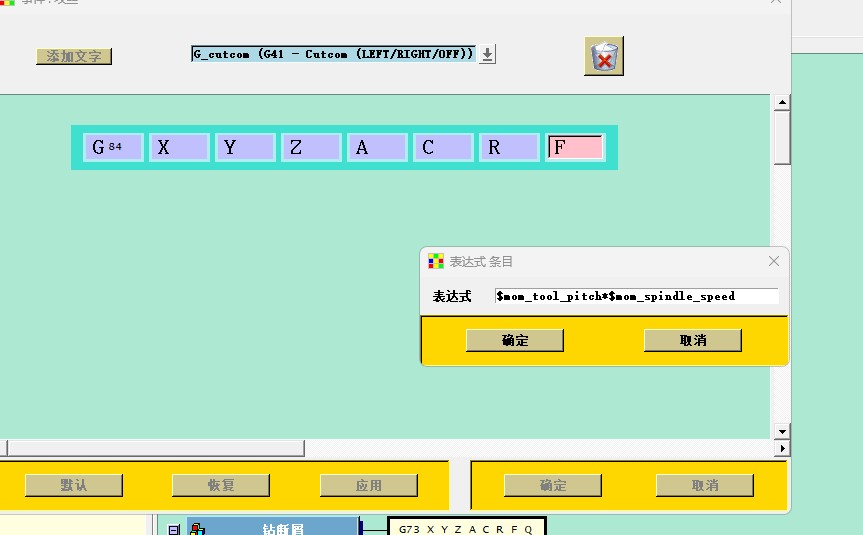
Fanuc系统输入$mom_spindle_speed*$mom_tool_pitch 三菱系统输入$mom_tool_pitch (变量字符要用英文输入,最好用美式输入法输入)
因为用到刀具螺距 所以编时的刀具螺距一定要如实设置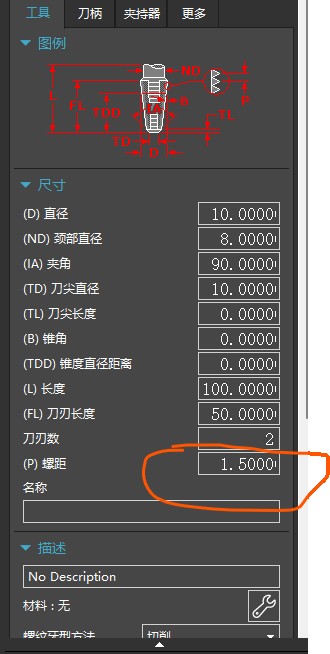
3.没有pui文件的 改def文件也可以 前提是有后处理基础
4.这样设置后 工序中的进给不再有效,设置多少都不影响
5.此方法仅对一般的后处理有效,其他定制后处理 攻丝模式被重新定义的肯会失效
- 发表于 2023-09-17 02:01
- 阅读 ( 7021 )




hey
36 篇文章
