NX网原创分享UG编程基于层及3D二次开粗优化方案
NX加工二次开粗优化
现在使用UG编程的工程师越来越多,但是通常抱怨我们UG的二次开粗没有PowerMill、HyperMill好,WorkNC的二粗是公认的。至此好多工程师逐渐的因为二次开粗不好控制而放弃UG,这个结果的确让人惋惜。今天就和大家分享我的经验,这个经验也是在PM上实践的出来用在UG上的,并且在PM HM上也试过了,效果不错。废话不多说。
1.我们开粗使用跟随部件相对安全,个人推荐。(这里注意一点,就是开粗用跟随部件,那么二粗也要用跟随部件,安全起见)
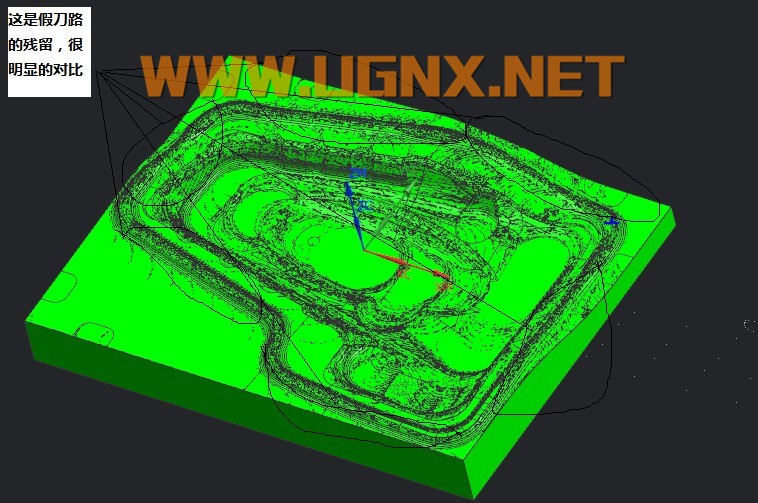
2.先做一条假刀路,这条假刀路开粗切削深度设0.1mm(假设,这个根据情况而定)。
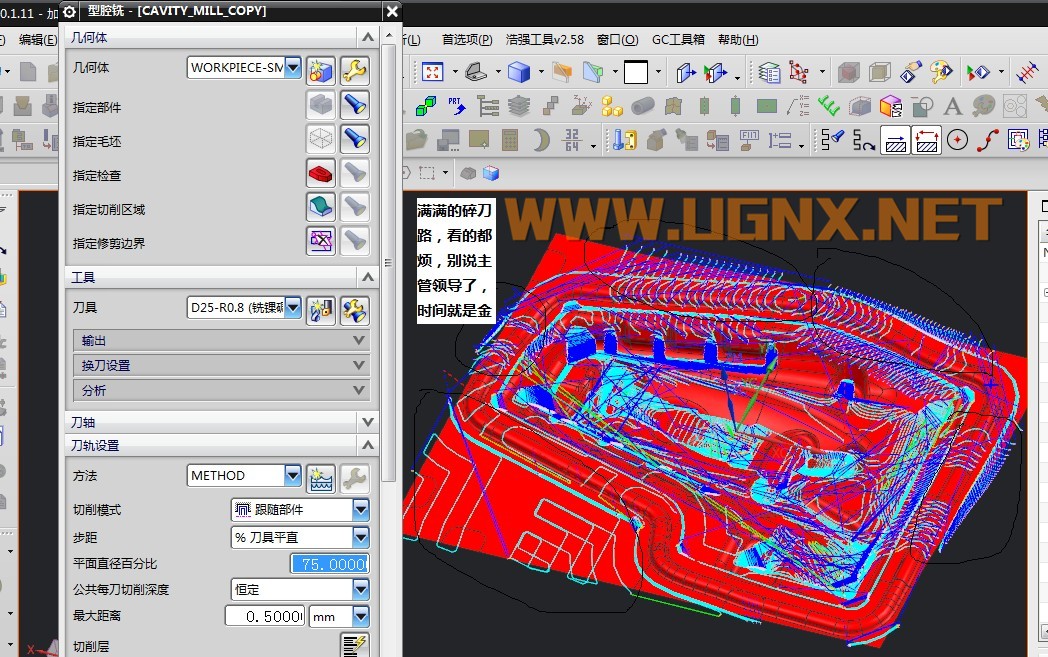
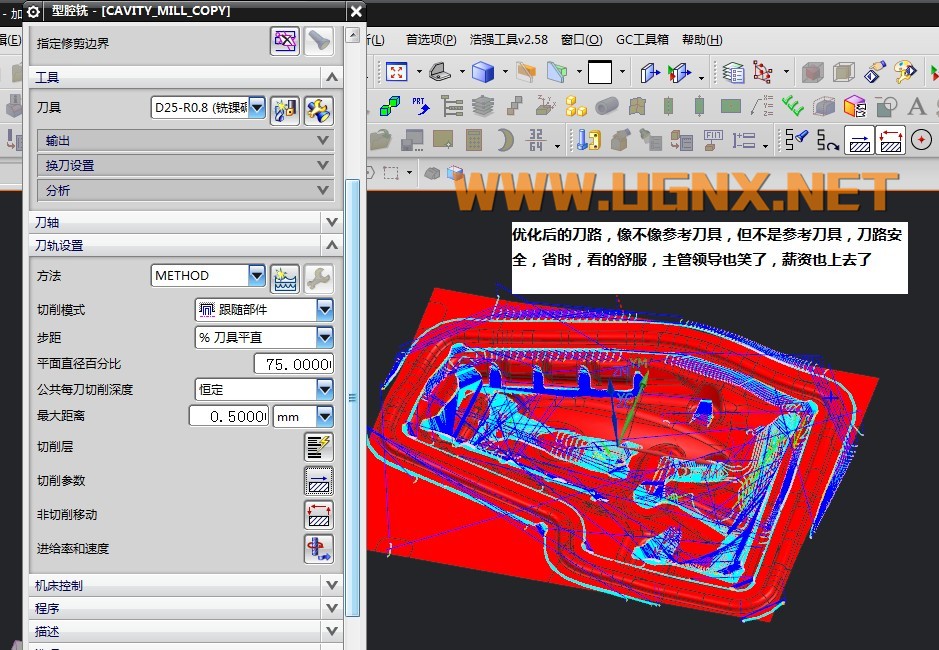
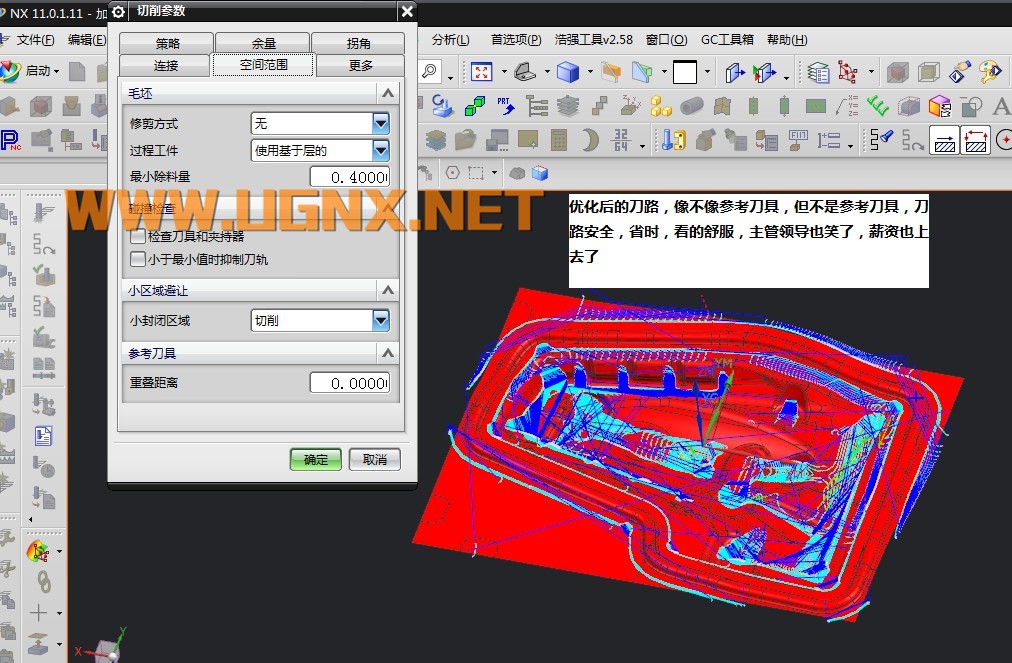
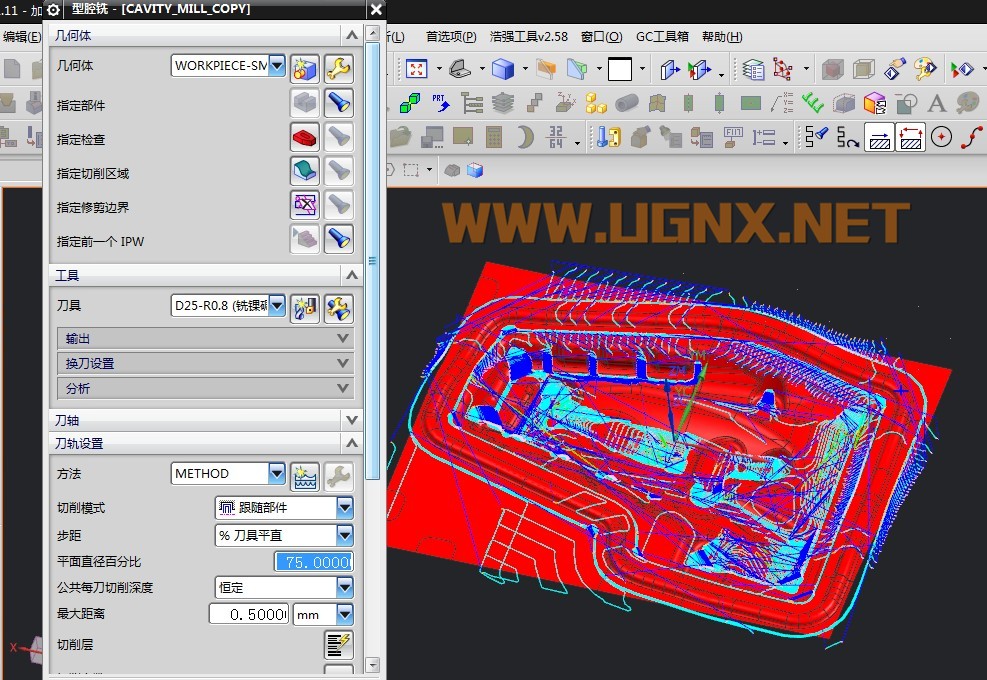
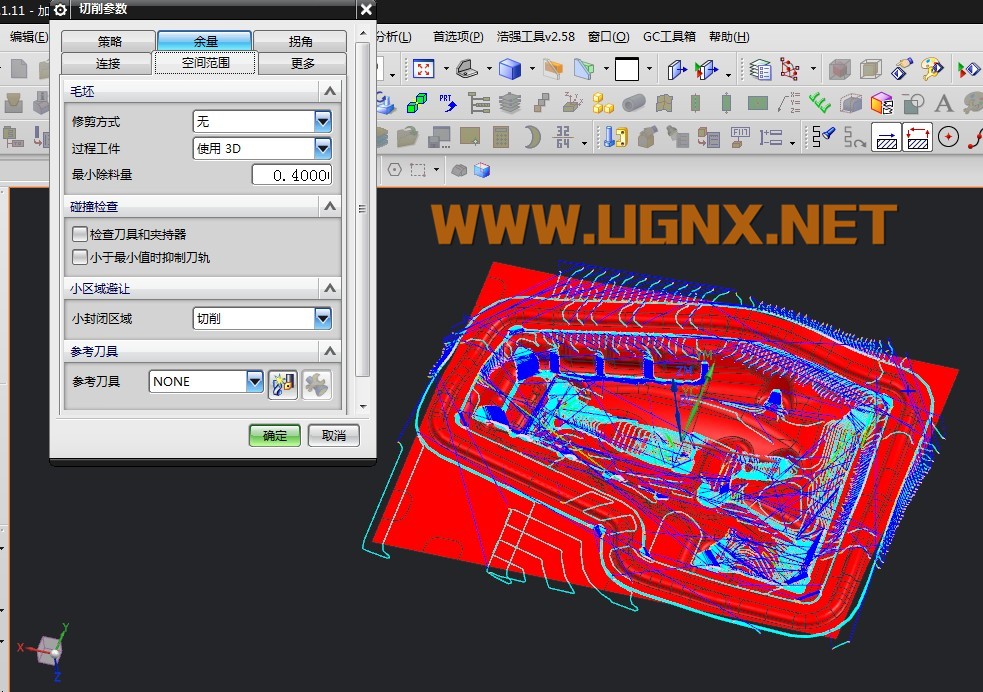
3.二粗采用基于层(常用的)或者3D,切削深度设为0.5mm。
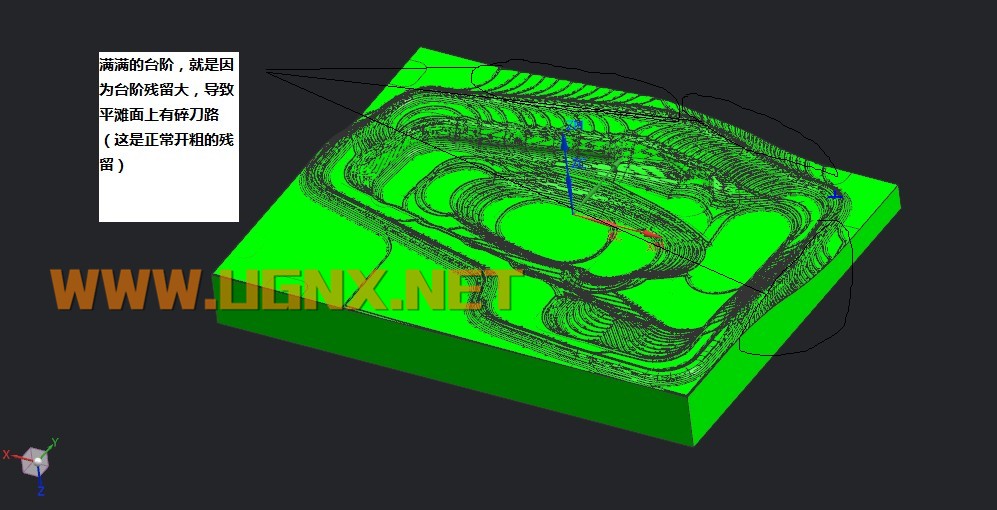
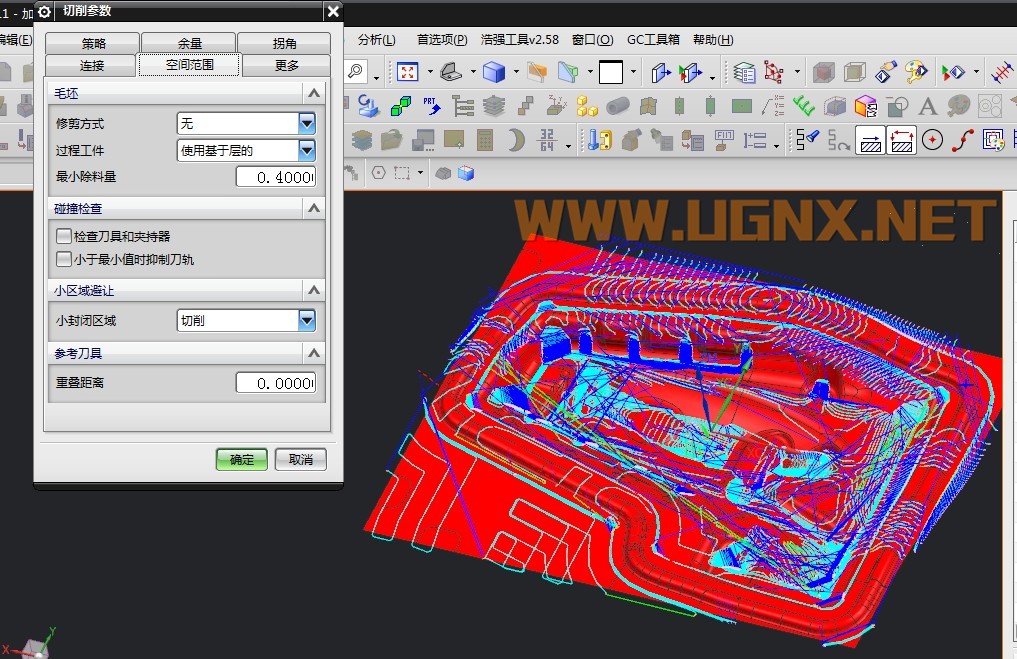
4.原理很简单,就是二粗的切削深度大于开粗的切削深度,这样计算出来的刀路碎刀路就能优化好多,再加上最少移除,和余量的控制,那么我们在使用基于层和3D时的二粗刀路就很漂亮了,不用担心使用参考刀具而导致型腔部分踩刀而导致刀具断掉。
5.最后把假刀路切削深度设为正常的切削深度,例如 1mm或者0.8mm,根据刀具的大小和切削材料自己定。
有网友说:
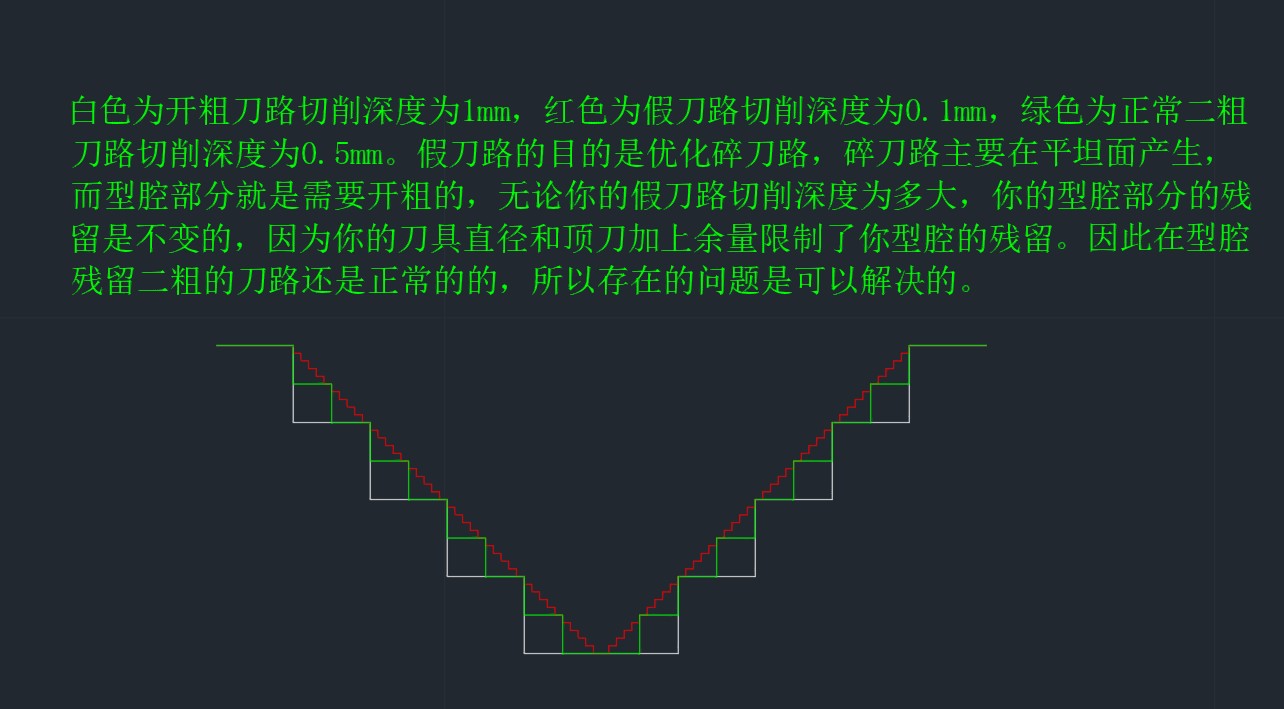
强烈要求老叶下架此方法,设假刀步距0.1mm,二粗为步距0.5mm是碎刀没有了。但实际开粗步距为1mm,二粗按假刀0.1mm去计算的,模具残料还是1mm步距遗留下的料,二粗只会强硬切削1mm步距设置所剩的残料,后果踩刀,损刀,断刀,宇宙无敌黑科技金刚石刀除外,程序是好看无碎刀了,但与皇帝的新装无异!
我做了个CAD图说明一下:
PS:这种加工解决方案是我上机实践过的,也是通过PM总结出来的,不过这仅仅是方法,不能硬套,也要灵活运用。
- 发表于 2018-07-31 22:41
- 阅读 ( 31637 )
- 分类:NX编程(三轴)






老大,红色线 应该是与白色线同轴线才对吧??你这样画,余量都不对了!!
经验技巧,+30金币。
这方法确实不错,只是一个问题,计算好二粗以后再修改假刀步距的话,二粗会报警只要不重新计算就好是吗
只是一种方法。不喜欢感觉不科学那就别用,但不能喷作者!都这样喷以后谁还会分享经验?
为什么我在做基于层二次开粗时 ,二粗算好后 一粗是不能有任何改动的 就比如下刀量一改,二粗基于层刀路就得重新计算
我2年前就在用着个方法 我也是学pm 才领悟到的 用在UG上的
你这样做,对于底面是曲面的大区域是会踩刀的
为什么我在做基于层二次开粗时 ,二粗算好后 一粗是不能有任何改动的 就比如下刀量一改,二粗基于层刀路就得重新计算 不是说可以改吗?
如果下面还要3粗 四粗呢,甚至5粗呢? 也这样操作?
红色线和绿色线, 应该是与白色线同轴线才对吧??你这样画,余量都不对了!!
首先谢谢你的分享,你的0.1深度应该画再1MM深度残留下面,而不是上面,具有误导性
还不如自己画个轮廓呢
简单的可以画,复杂的你试试看。三粗、四粗可以参考刀具啊,或者在而粗过后来一个中粗,基本没有太大的残留,可以参考刀具。当然你有更好的也可以分享交流一下。
存在这个可能,所以这个就是凭经验做假道路了,方法是死的,经验是灵活的,灵活的运用可以做到的
3-4-5粗参考刀具很多不必要的地方都会给你做一遍