针对UG续粗的简单刀路分享
续粗
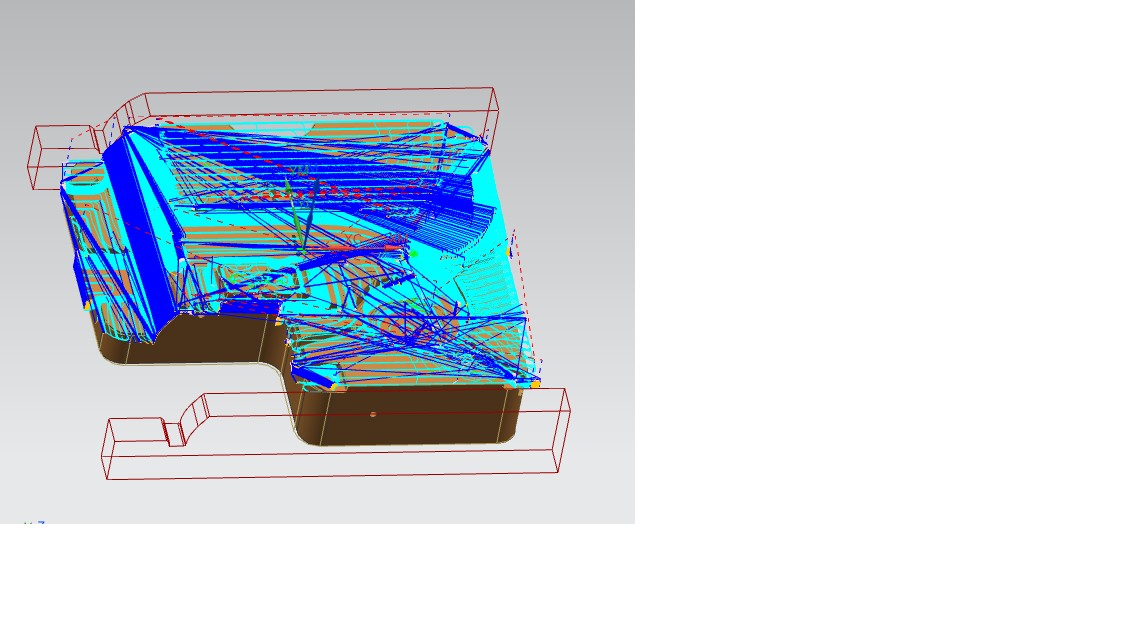
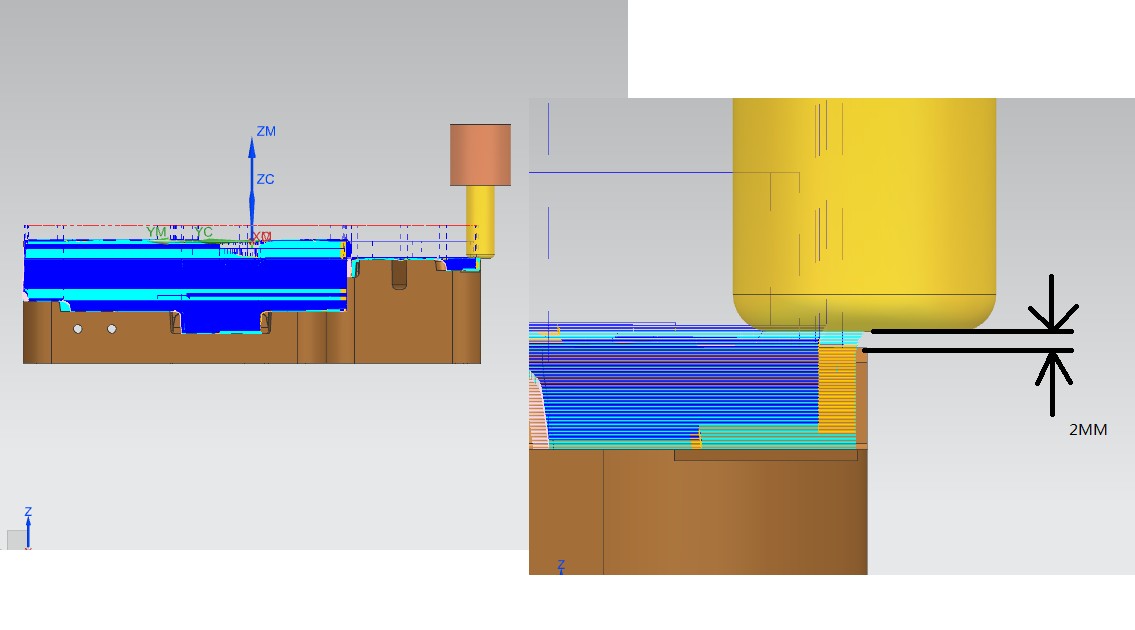
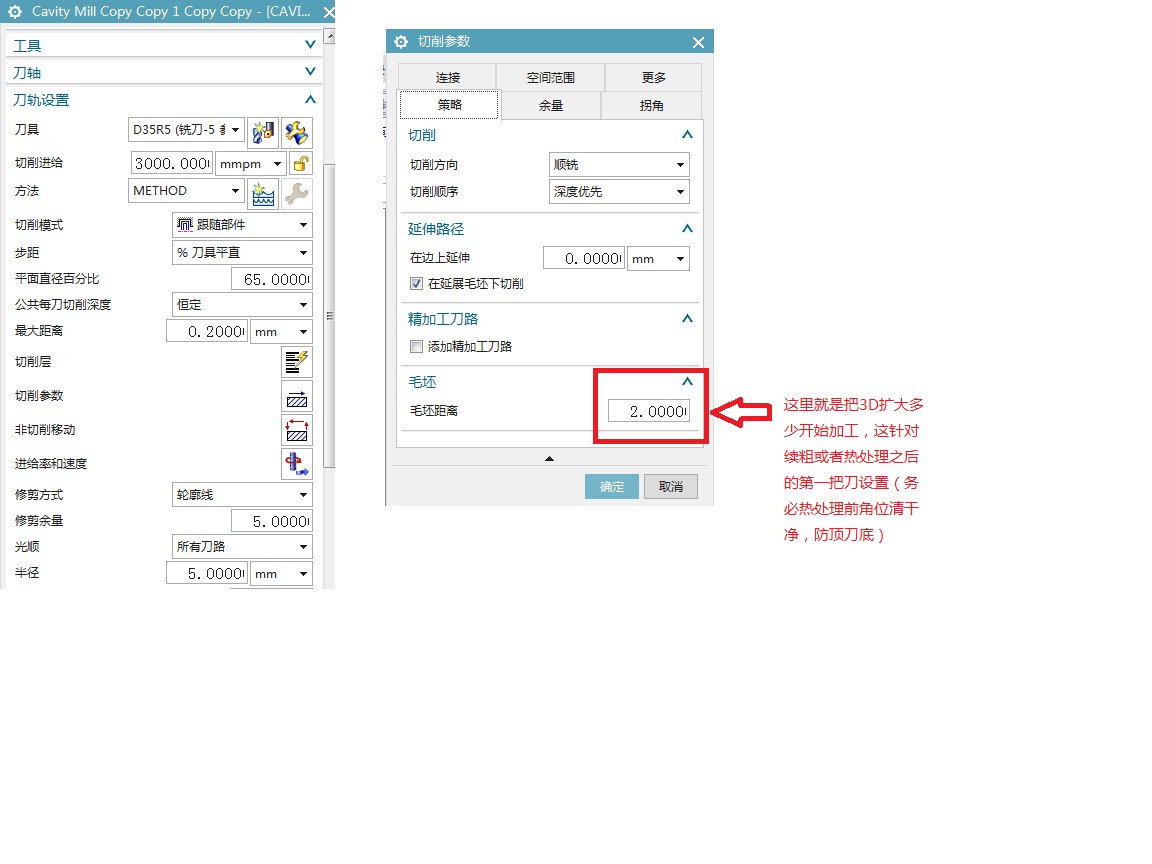
针对热处理工件,或者外发留余量回来自己干光刀的情况下,有的不规则工件台阶多,直接先加工平面余量,但又担心外发侧壁余量多擦边的情况下,不想先走等高再去平面余量,又想偷懒省时间,可以应用一下做法。把3D当毛坯扩大。比如热处理前以前最少刀径已经加工到D10或者更少的单边留了1mm,机加工热处理修正外形去掉0.5mm,那这工件直接用D35R5 去续粗,毛坯设定为2mm。就完成可以放心续粗。。前提是要开粗前V型容易顶刀底的位置清干净,或者D35R5放顶刀的设置设大一些。
- 发表于 2018-11-17 12:06
- 阅读 ( 4768 )
- 分类:经验分享





牛牛838
1 篇文章
