UG后处理坐标系G54-G55、G54.1P1-P48的输出方法
今天分享一个UG关于坐标系的输出,以Fanuc系统为例讲解。在Fanuc系统中坐标系有G54-G55\G54.1P1-P48(扩展坐标系),在从程序中我们通常坐标后跟着一些模态代码如G55G90G80G49。
坐标系的输出大概有3种方式:
1、输出固定坐标系(不建议大家采取);
2、利用坐标系下的夹具偏置输出;
3、利用夹持器输出坐标系;
一、输出固定坐标系(不建议大家采取)
在后处理中采用文本写一个坐标系如:G55G90G80G49;具体操作:新建一个后处理在程序起始序列下的%下面添加一个块,在块中选择文本 ,输入要输出的内容。如下图: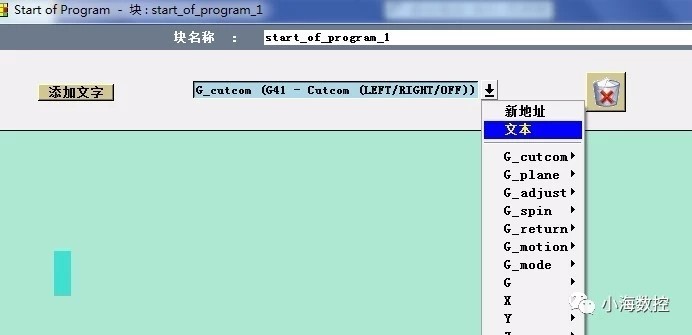
这样输出的弊端:每次程序都是固定的坐标系,需要每次修改。但是文本输出可用在输出固定文本信息;例如在程序中输出“QQ群742581236”,就可以用这种方式输出。
===========================================================
二、利用坐标系下的夹具偏置输出;
在UG编程中的坐标系下面有个装夹偏置如下图,主要用于坐标系的输出
夹具偏置的变量:mom_fixture_offset_value
具体应用:判断夹具偏置中的数值与53的关系;具体代码如下:
global mom_fixture_offset_value
if {$mom_fixture_offset_value>5} {
MOM_output_literal "G54.1P[expr $mom_fixture_offset_value-5]"
} else {
MOM_output_literal "G[expr $mom_fixture_offset_value+53]"
}
在程序开始下添加一个定制命令将以上代码复制粘贴,如下图:
个人建议:这种输出方法配合刀具长度补偿(G43Hxx)应用。
注意:有些版本中夹具偏置默认是0,有些版本中默认是1,会导致坐标输出错误,请注意检查夹具偏置中默认数值。
=========================================================
三、利用夹持器输出坐标系;
有些人喜欢一把刀对应一个坐标系,即T1用G54,T2用G55,T3用G56...........这样还用夹具偏置来输出坐标系就不是那么方便了。这里为大家介绍一种一把刀对应一个坐标系的方法:
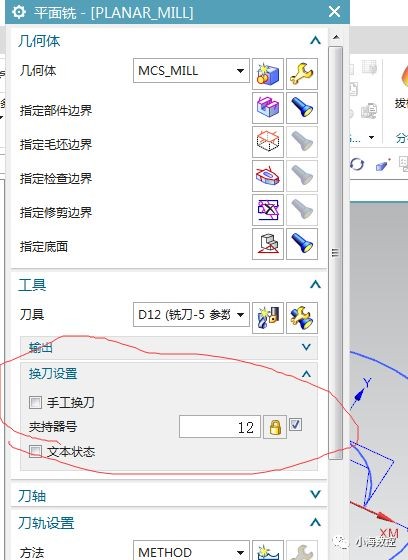
1、在刀具设置里面有一个叫做夹持器的参数如下图,这个参数在不同刀具里面都有这个参数的存在,不必担心特殊刀具没有这个参数。

夹持器号的变量:mom_tool_holder_num
2、 夹持号不仅刀具参数里有,在换刀设置里面也有如下图
这样就可以做到每一把刀对应一个坐标系,并且每个程序可以单独指定坐标系。
坐标系与夹持号的规则:1对应G54.1P1,54对应G54(根据自己的需要定制)
具体代码参考装夹偏置输出坐标系的方法,只是把器中的变量换了即可。
注意:可能是盗版或者是软件的问题,利用换刀设置中的夹持号单独指定坐标系在以下问题:
1、 在换刀设置中重新指定
比如说:刀具里面的夹持号为11,但是在换刀设置中的夹持号为13,应该输出G54.1P13
单独一个程序处理输出的坐标系都没有问题,同一把刀在两个程序里指定不同的夹持号,单独输出也没有问题,两个程序连续也没有问题。
如果两个连续的程序中后一个程序跟前一个程序用的不是同一把刀,并且后面一个程序的换刀设置中的夹持号重新定义了,就会出问题。他不是输出重新定义的值,而是输出的刀具中指定夹持号的值。
===============================================================
总结:以上就是输出坐标系最常见的几种方法,各有优缺点,也可以结合使用根据自己的需要做自己需要的后处理,但都得注意其注意事项,否则可能会导致坐标系出错,后果很严重。
- 发表于 2018-06-15 05:43
- 阅读 ( 64393 )
- 分类:NX后处理




3 篇文章
