NX后处理四轴圆柱、五轴球形移动,去除多余角度值的解决方案
UG NX 中区域间的快速移动,设置为“圆柱“或“球”,是个很好的方案。
可以在生成刀路时,很直观的看到在移刀过程中是否有碰撞和干涉。
但是,在我们做后处理的时候,可以看到G00快速移动的时候...
UG NX 中区域间的快速移动,设置为“圆柱“或“球”,是个很好的方案。
可以在生成刀路时,很直观的看到在移刀过程中是否有碰撞和干涉。
但是,在我们做处理的时候,可以看到G00快速移动的时候,有很多角度值出来,
这是编程人员不愿意看到的,一是代码多了占空间,二是有的机床在快速移动转角度的时候,机床容易抖动。
需要解决这个问题,那就是去除多余的角度值。现在,有了个以下的解决方法:
在后处理中添加一个UG NX自带的定制命令:pb_cmd_combine_rotary.tcl
按里面的说明操作(详细说明在PB_CMD__combine_rotary_check开头):
# - Add PB_CMD__combine_rotary_init to Start of Program marker
# - Add PB_CMD__combine_rotary_output to Linear and/or Rapid Move events
# before any blocks to be output
# - Add PB_CMD__combine_rotary_check call in custom command PB_CMD_before_motion
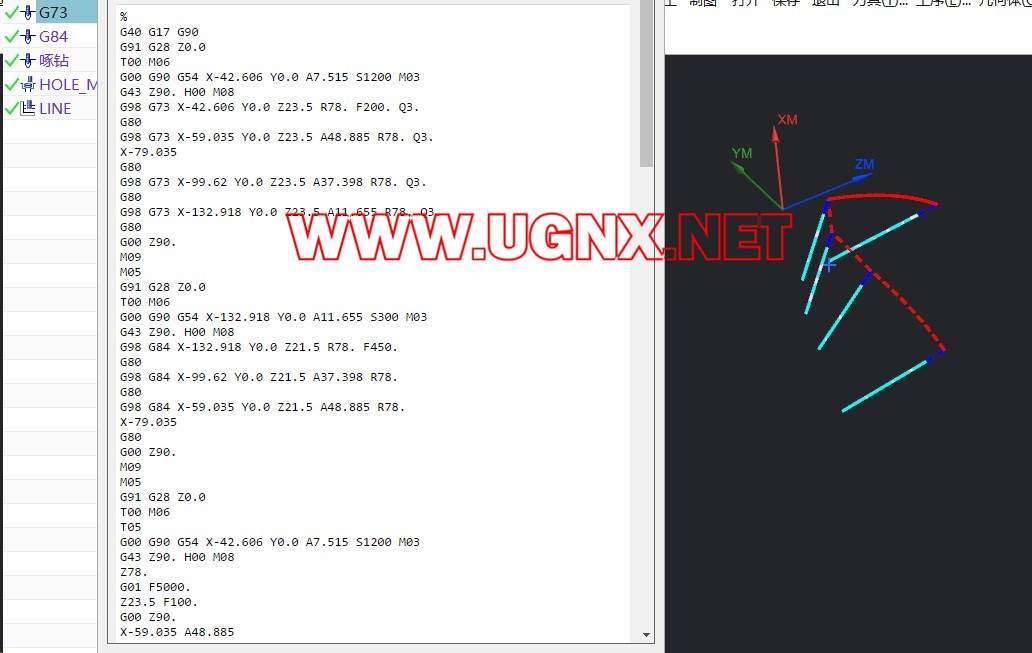
四轴效果如下:
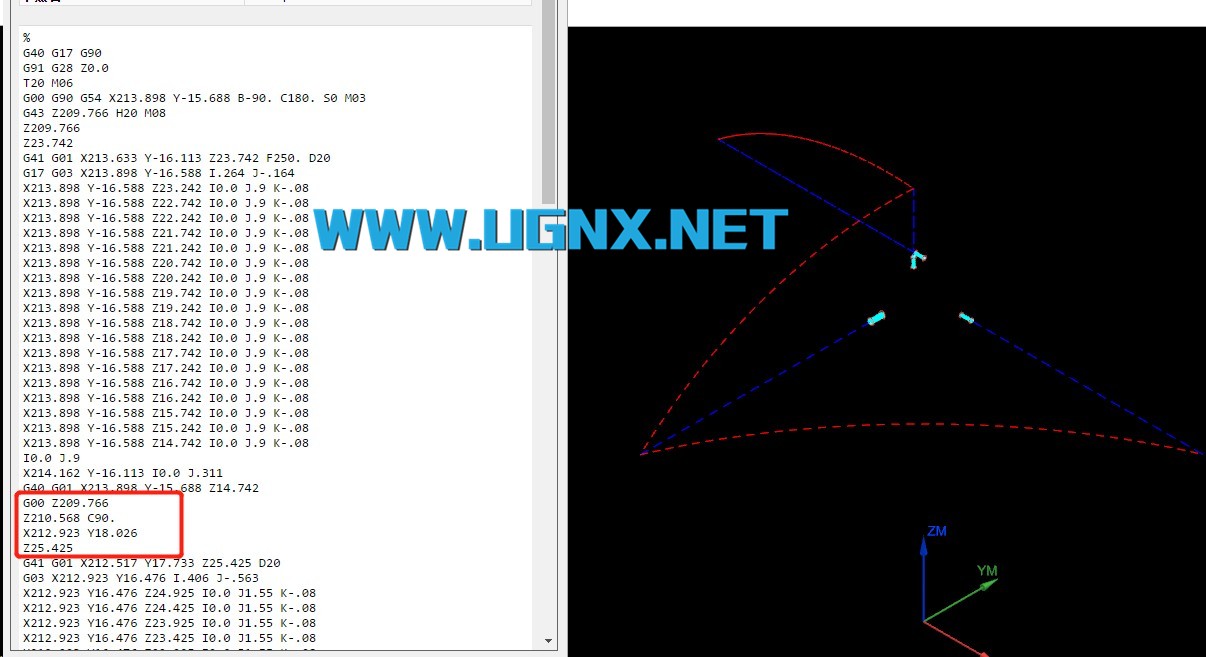
五轴的(特征孔铣):
留两NC文件,供大家比较效果:
- 发表于 2019-03-16 11:36
- 阅读 ( 52442 )
- 分类:NX编程(多轴)




