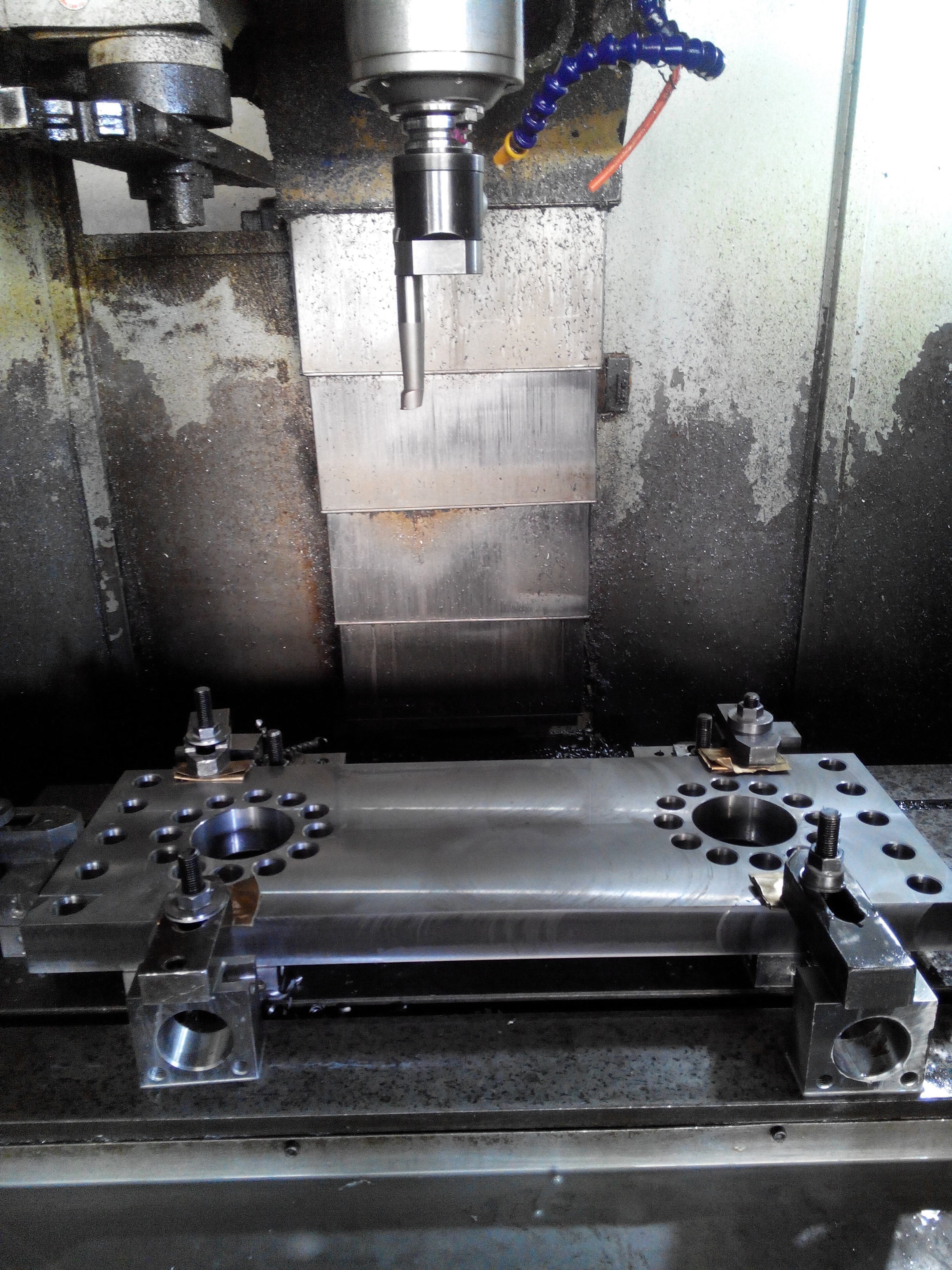
接上一篇文章,在原有的程序加上G52坐标系偏移功能
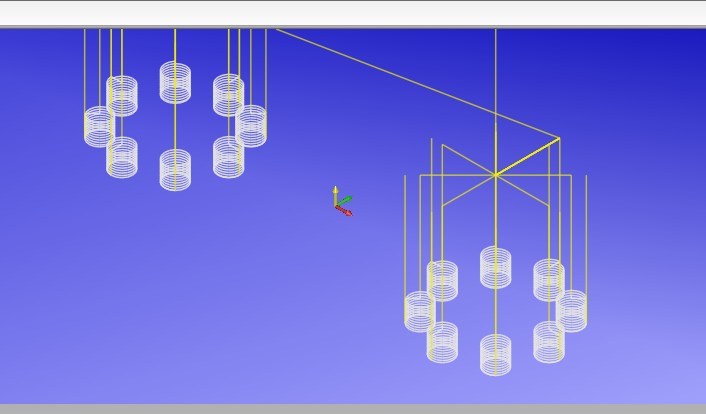
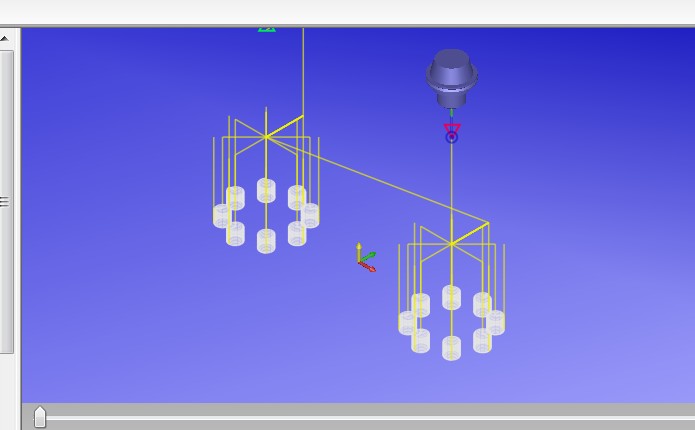
实现不同位置的周边孔,多组孔铣加工
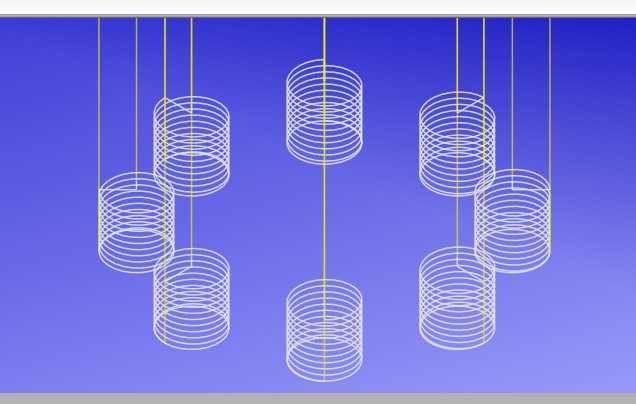
利用G68和G52配合使用,加宏循环来完成,均匀的圆周孔螺旋加工。方便直观。
程序以上过机,不知道这样的程序适不适合你,大神勿喷!
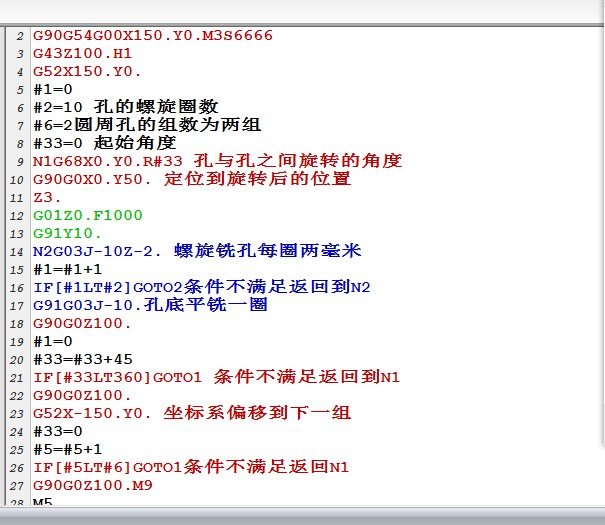
程序中孔的直径为30,刀具为10,
下面是程序,三层循环,
两组相同的孔
中心位置根据G52来定
360度除以#33就是孔的数量
小弟文化不深,表达不强,大神勿喷!
CNC编程+操机
2 篇文章
如果觉得我的文章对您有用,请随意打赏。你的支持将鼓励我继续创作!