UG NX后处理探测技术(测头在线测量)
机床在线测量技术大体分为-取原点和测量两种,在取原点上技术最为新颖以及实现难度大,在此以NX为例简单讲解新的探测技术,只有丰富的想象,开创性的思路,大胆的实验,后处理从不可能变为可能,从想象到实现!
思路全部源于生产一线,只有这样才能解决当下问题,不断提升。
1:空间多点平面拟合
作者在研究此技术时,深受铸件取基准以及不规则零件的折磨,思路转换之间想到多点拟合平面,由于铸件有不规则性,三点基本不可能确定空间角度,必须做到一个平均值,这时测量工件表面N个点,用最小二乘法拟合空间平面,使得之间误差的平方和为最小,在此基准面确定。
也可以分析此数据,算出平面度。
2:空间多点直线拟合
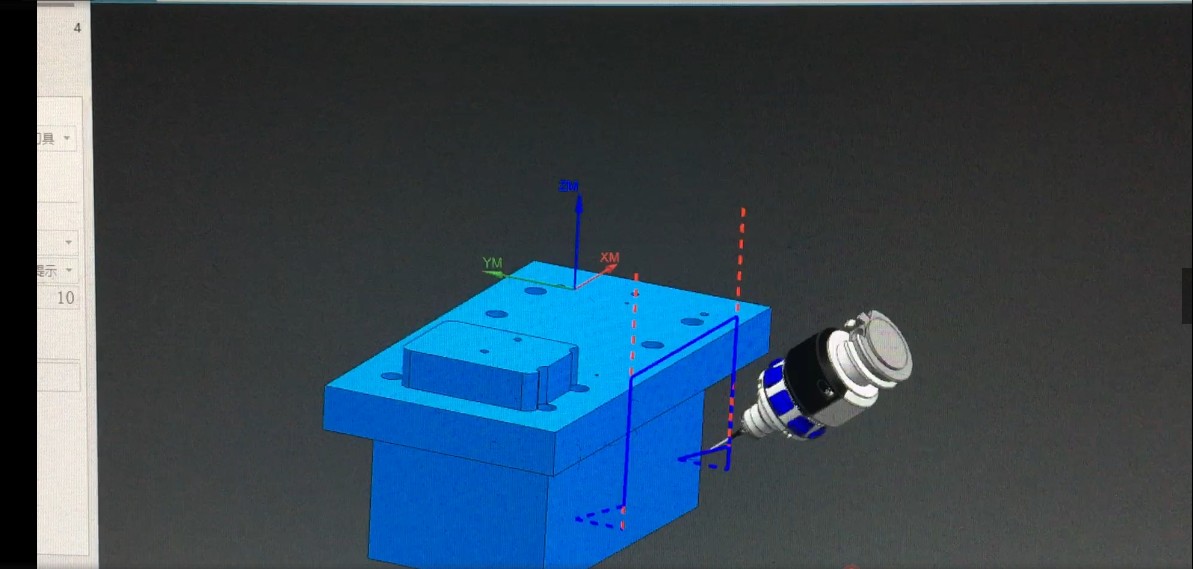
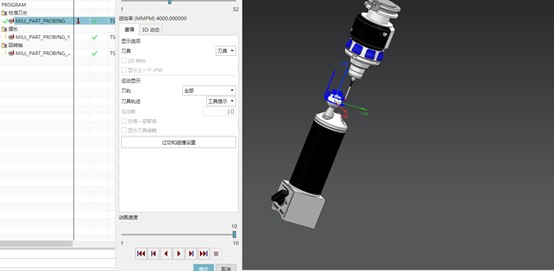
此技术完全不受机床自带循环约束,以海德汉系统为例,当A或者B有角度时,不可以摆正操作,空间直线的拟合技术将脱离系统的约束,基于空间3D点测量出来的数据,五轴测量,法向测量,经过分析投影到机床坐标系,计算直线向量与机床X轴向量或者Y轴向量的夹角,写入坐标系。以此摆正工件。
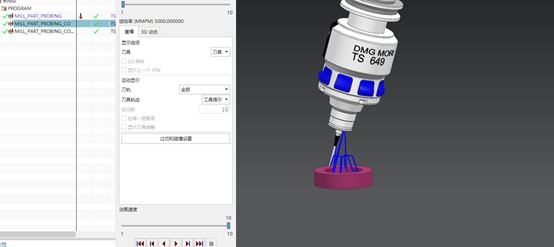
例如下图,上面时毛坯,下面是基准,摆角度测量空间点,计算夹角摆正。倒扣面,两个半圆孔摆正,一圆一方摆正,不规则面都是可以实现。
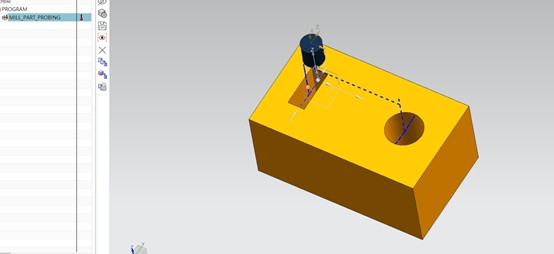
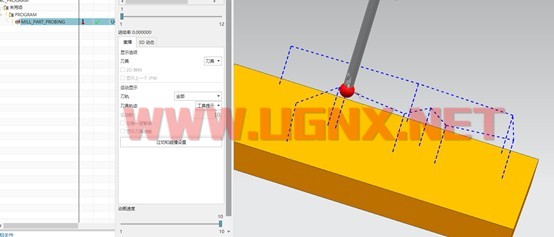
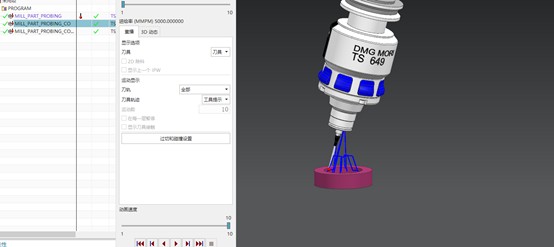
3:空间圆柱孔多点的拟合
当加工深孔时候,上下会存在一定的锥度,此时探针过短,无法直接测量或者倒扣孔有要求,都会使得测量有一定的困难,这时候空间圆技术对此问题迎刃而解,就像3+2一样,摆一个适当的角度测量,回传数据进行分析计算,基于最小二乘拟合最佳圆,就可以知道孔的大小, 如果以此设置工件零件,解决铸件取原点困难,反复验证时间效率问题。
最小二乘法拟合圆测试算法


已知空间5个点
圆半径 53.8616
X中心 -0.4066
Y中心 0.70649
最大误差 0.65
以此为理论基础,编写后处理以及宏程序,经作者的不断验证与实践,结果安全可靠。
关键在于校准探头以及回转中心,所有的数据以此为基础。
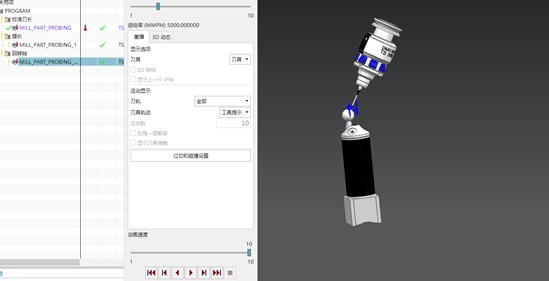
4:校准机床以及探针
一般情况下,机床带有测量回转中心,前提时探针长度必须准确,手动标定探针长度,由于受基准块手感的影响,加上旋转中心偏移,探针都会有误差,0.02-0.05不止,以3D点测量球,理论4点可知球心,
直接测量法向点N个,拟合球心坐标,可以准确的评价XY位置以及球半径,其中需要注意的就是探头的中心偏移量,也可以自行校准,也可以写宏程序计算空间点偏移值的空间变换。
也可以用环规校准验证探头半径,基于3D点测量,五轴法向点测量
5:基于3D点校准机床回转中心
用探测球表面N个法向点,球方程算出半径,再利用机床摆动轴回转轴旋转,探测球表面N个法向点,使探针接触点不断发生变化,求出回转中心与摆长使之保持最佳精度。
经研究,这些功能都是可以实现的,集合加工测量再加工于一体的后处理,灵活运用探测,将机床功能最大化,堪比三坐标,而且有三坐标不可比拟的功能,在机测量需考虑变形问题。
配备多探头,星型探针,高级后处理,从而实现无死角的测量
( 取原点 - 加工 - 测量 - 再加工-测量-打印报告 )
只有在做,在想,在研究,在动手,一切都是可以的!
后处理局部程序:
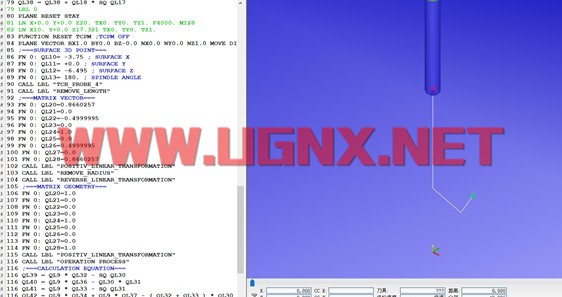
探测点数据:

当机床配备3D软件功能,基于3D点云拟合,机床二次开发实现逆向还原模型,从而实现产品的构思与结果的对比。
安周 2019-7-28
- 发表于 2019-07-28 20:46
- 阅读 ( 23856 )
- 分类:NX后处理