UG编程探头程序实例之圆柱探测方法
在编程之前我们先了解一下探头程序
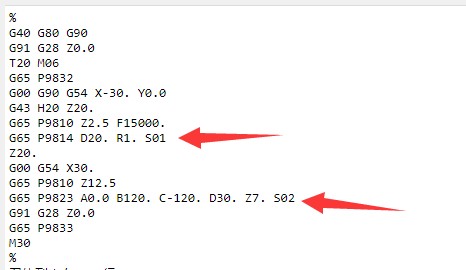
下面是三点测圆的
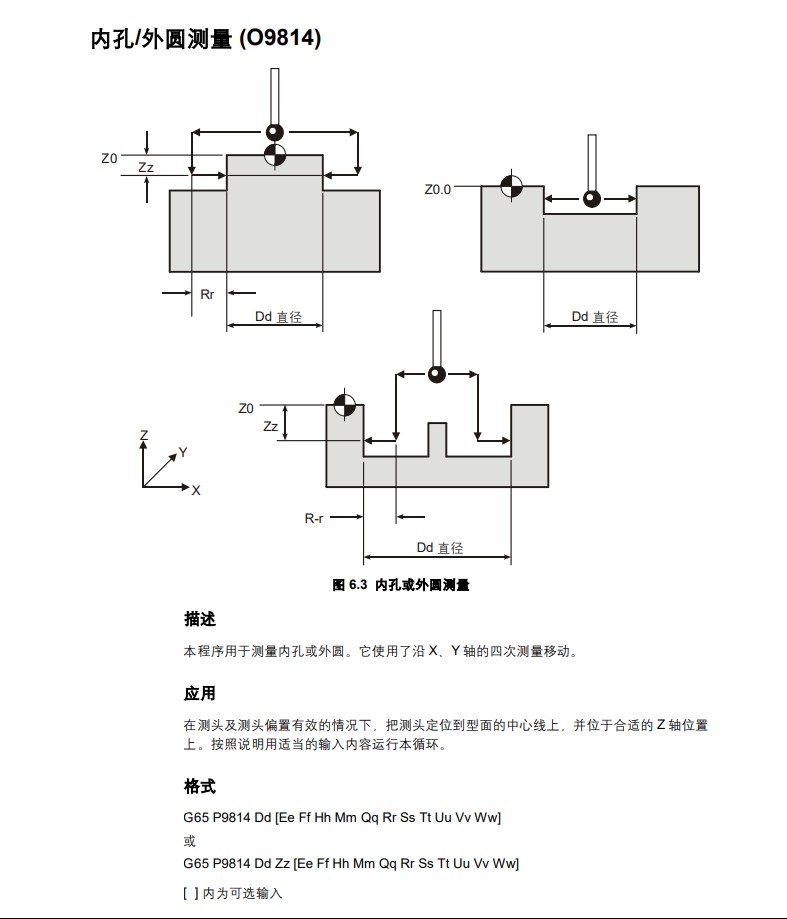
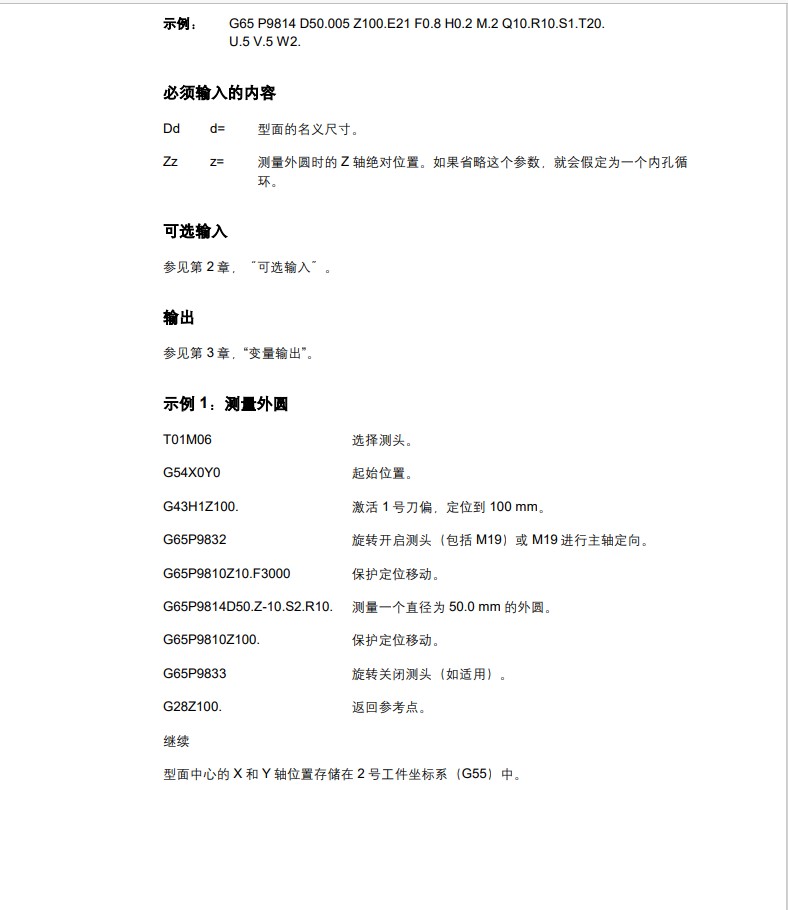
现在我们知道圆孔和圆柱之间的差别就是孔没有Z值,圆柱有Z值,程序都是9814,如果要三点测圆程序则9823 S1表示要更新G54的 S2是G55.......
在编程之前我们先了解一下探头程序
下面是三点测圆的
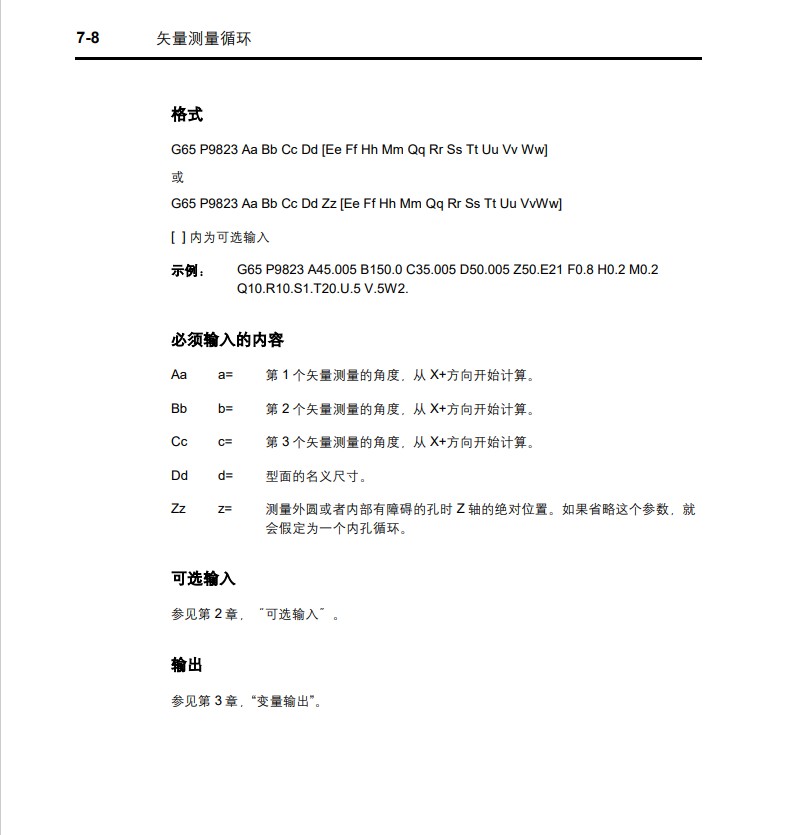
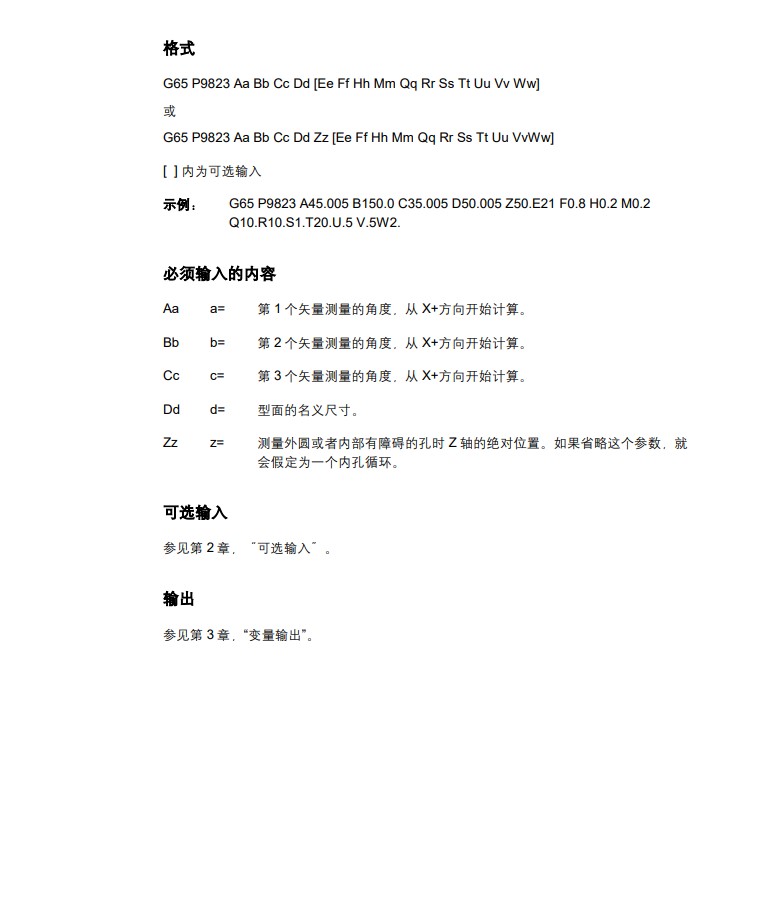
现在我们知道圆孔和圆柱之间的差别就是孔没有Z值,圆柱有Z值,程序都是9814,如果要三点测圆程序则9823 S1表示要更新G54的 S2是G55.....现在我们就以20的孔和30的圆柱来讲
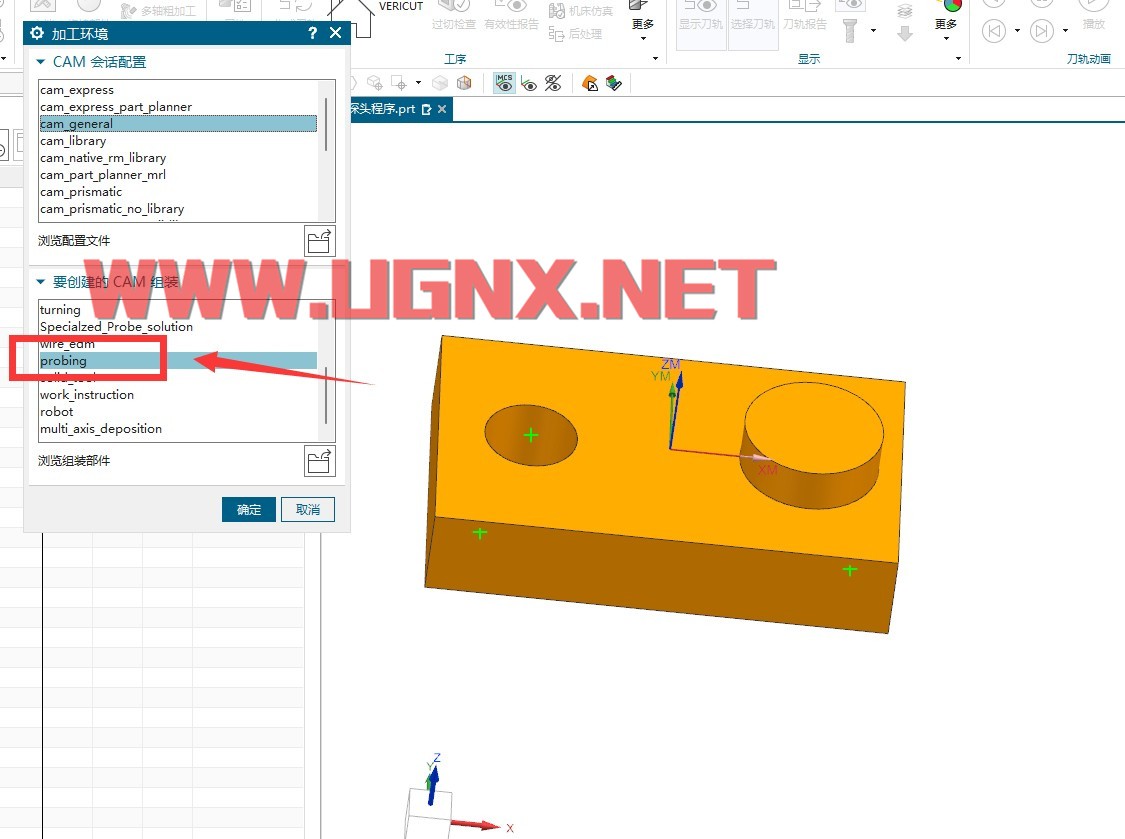
进入加工选择probing
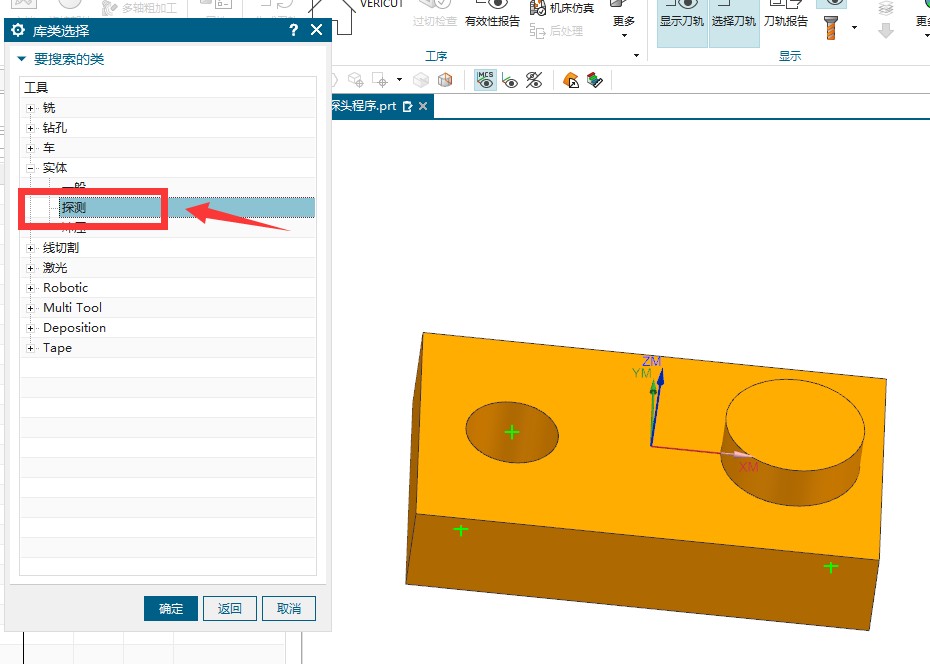
定义加工坐标和正常编程一样这里就不用演示了我们从刀具库调用一把探头
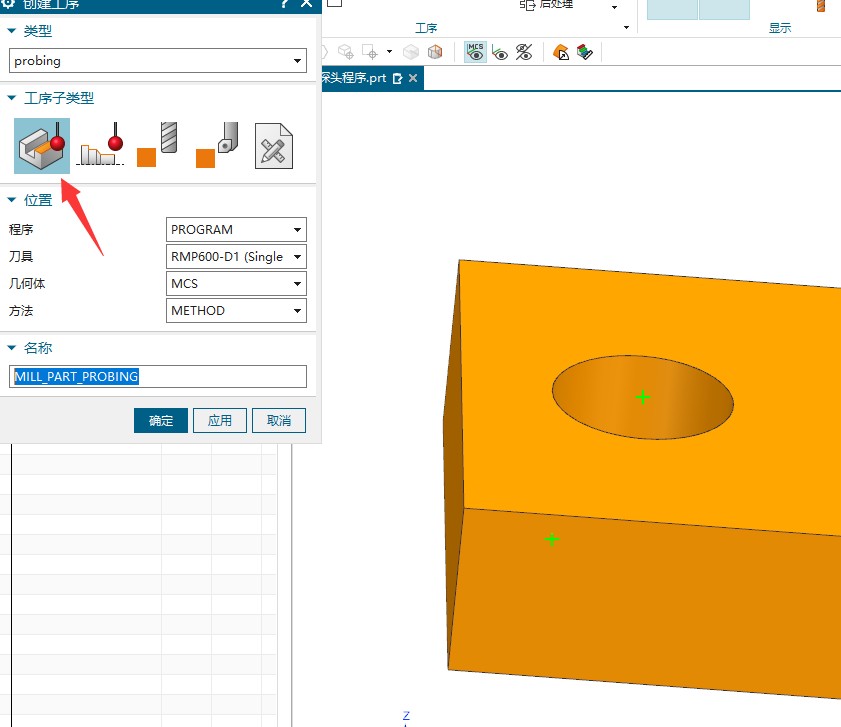
创建铣床探测程序
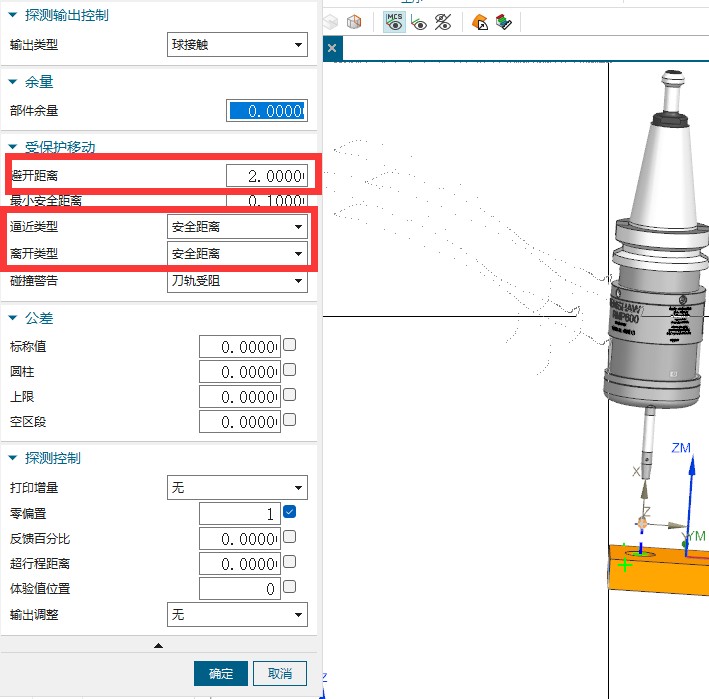
点击探测参数选择
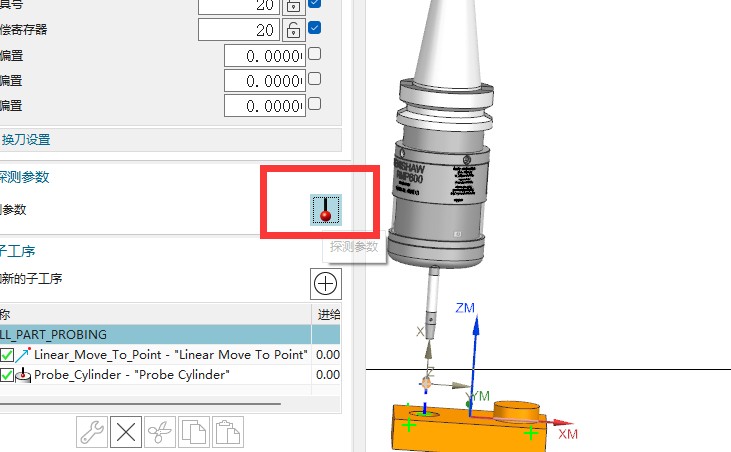
避让距离输入2 逼近类型选择安全距离 离开类型选择安全距离 调整输入1并打勾 点击确定
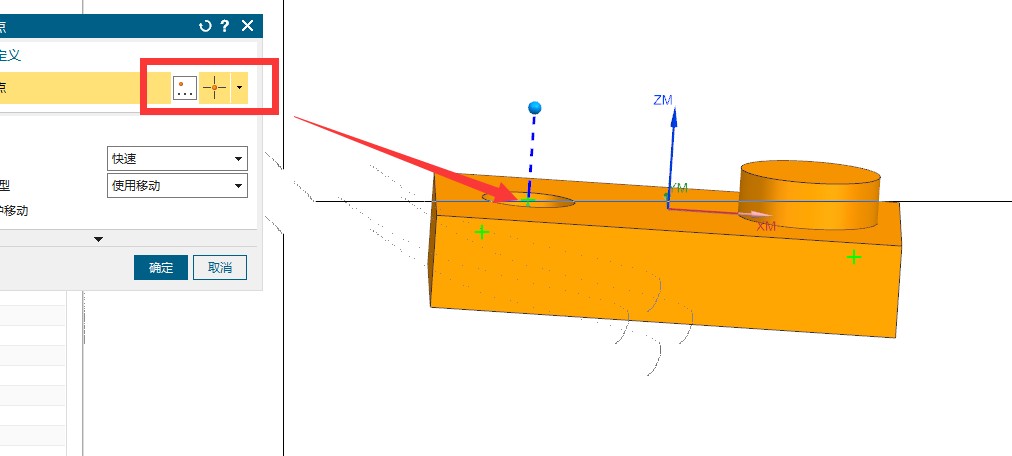
点击添加子程序进入里面选择线性移动至点 点击指定点选择圆孔圆心
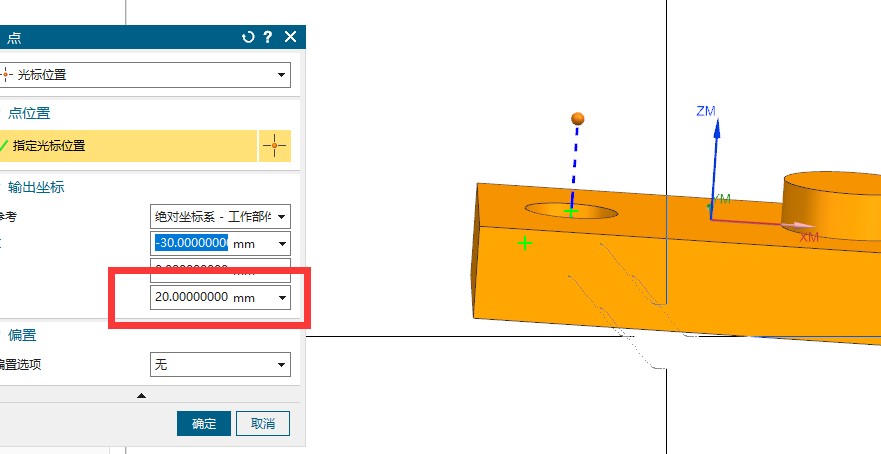
点击点对话框 Z值输入20 点击确定
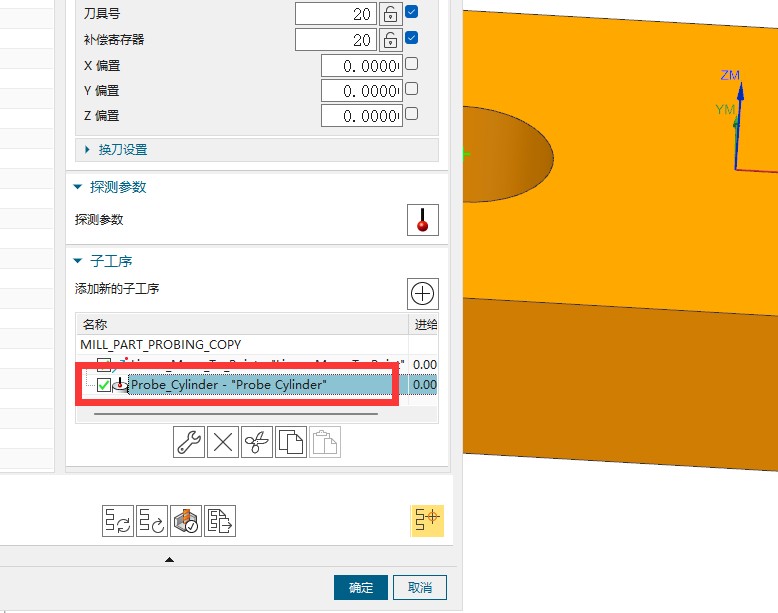
继续创建子程序选择探测圆柱,
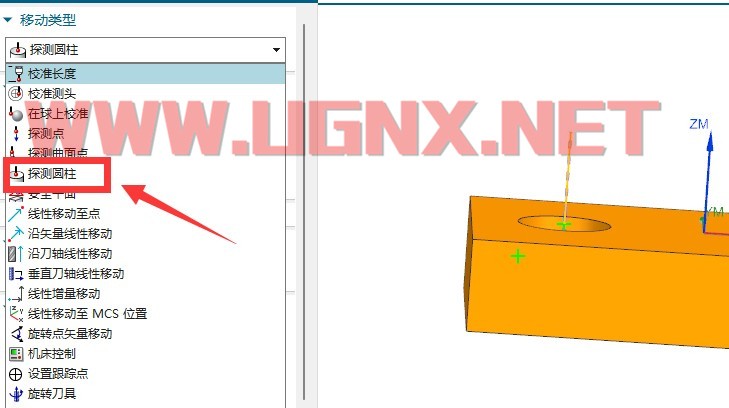
选择探测的面 循环选择内部
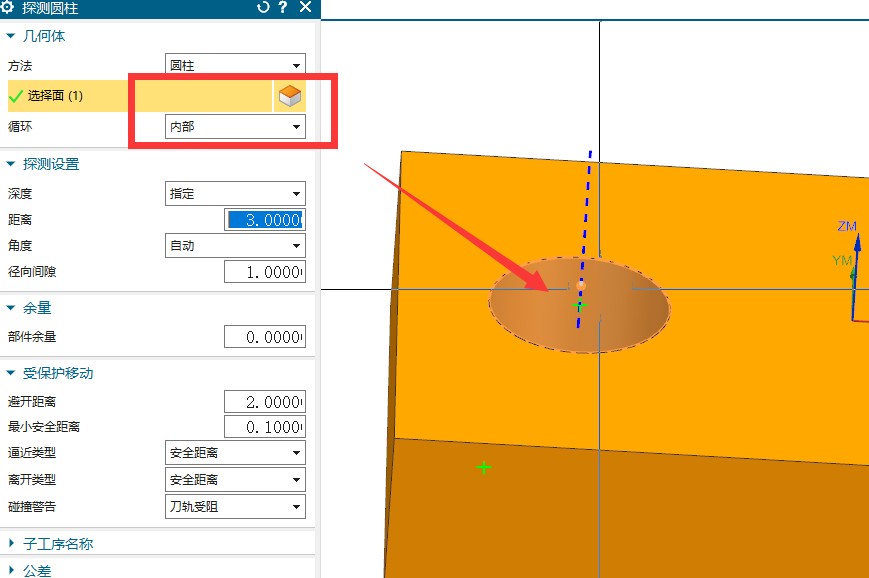
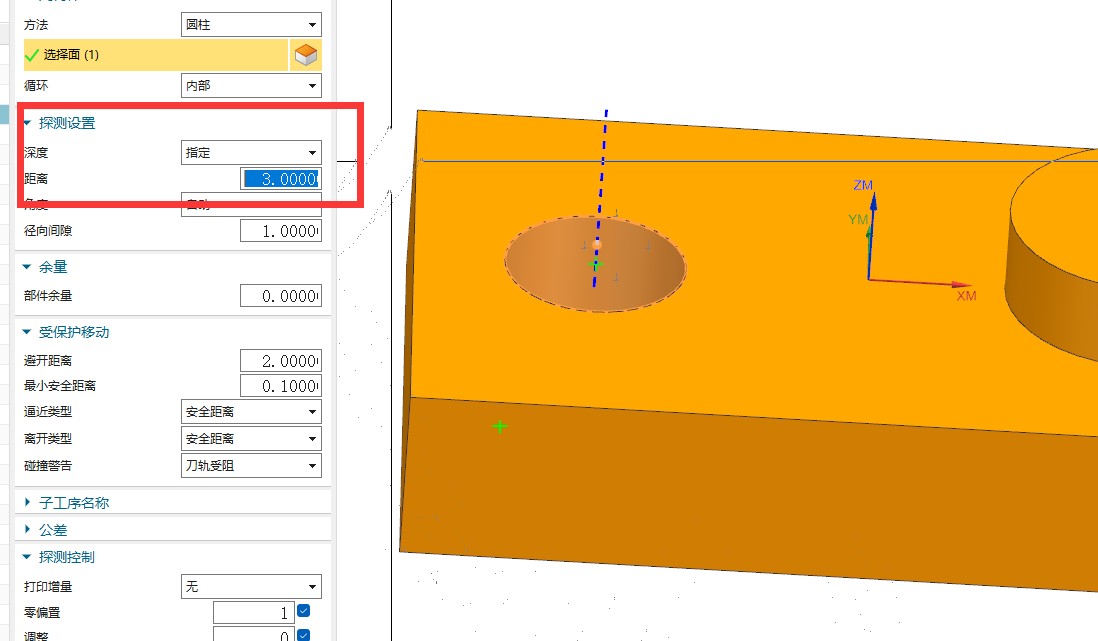
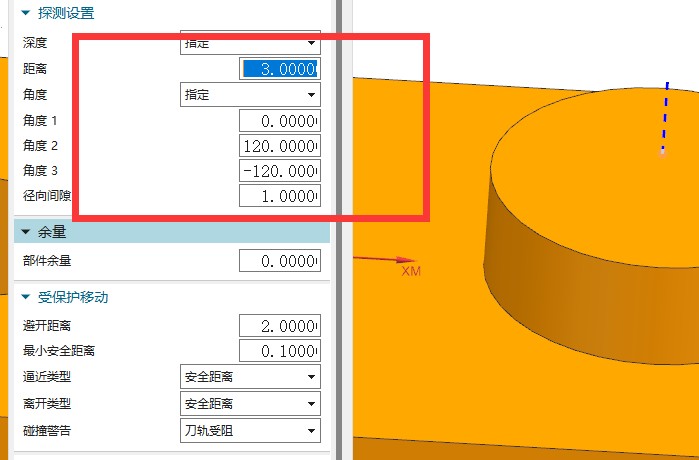
深度选择指定 距离输入3
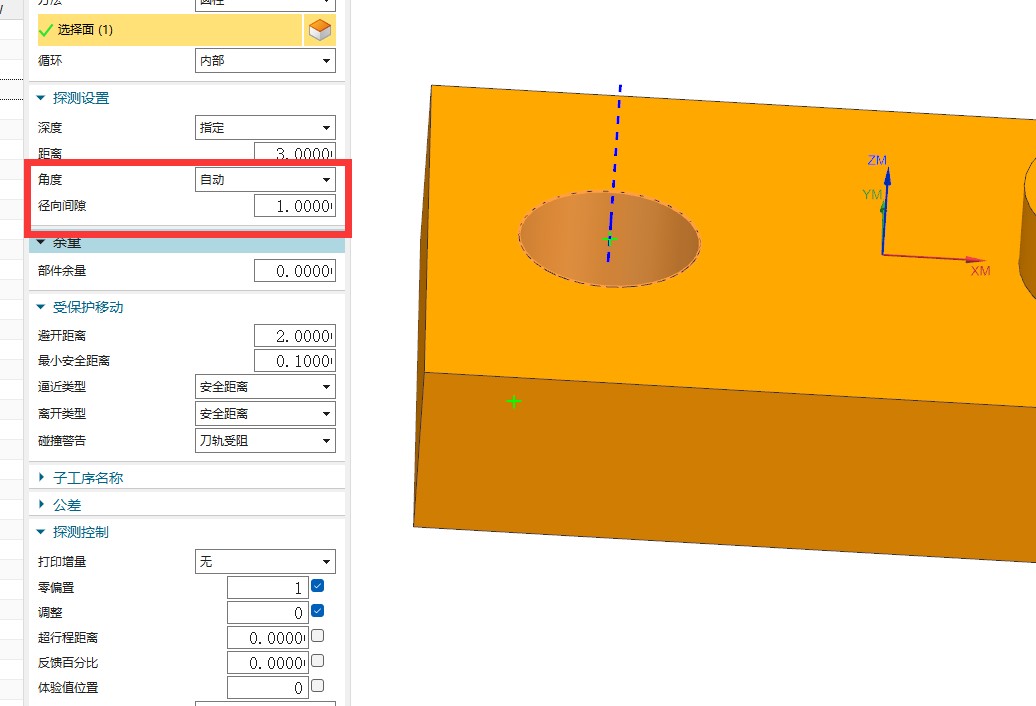
角度选择自动,如果指定则是三点测圆 径向间隙如果有数值则输出R
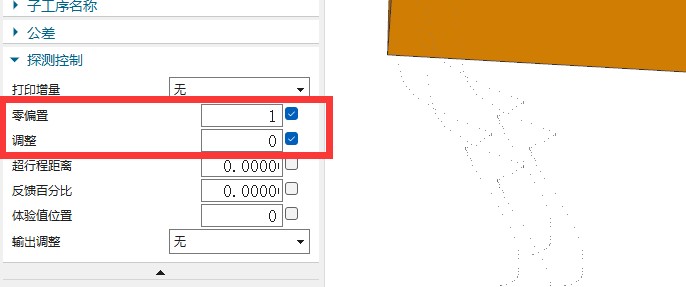
探测控制的零偏置输入1 因为我们要刷新G54坐标
 重新定义线性移动至点参数点选择圆柱的圆心并把点构造器Z值输入20
重新定义线性移动至点参数点选择圆柱的圆心并把点构造器Z值输入20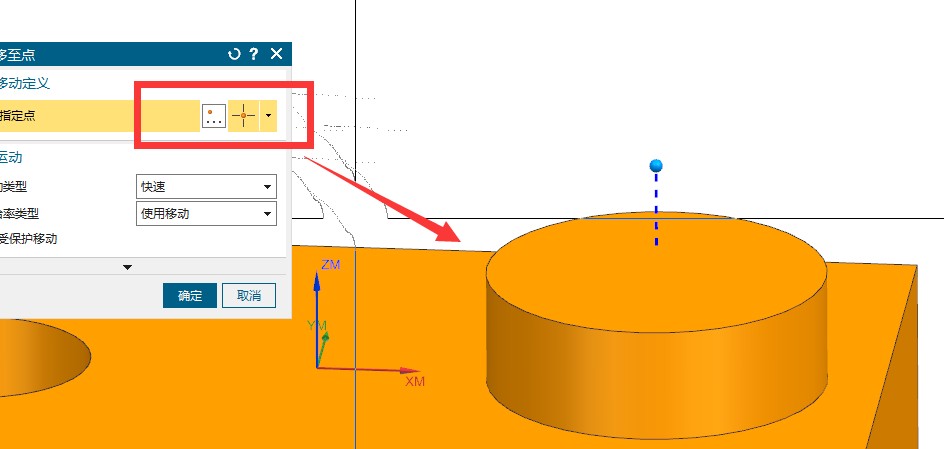
圆孔已经编完了现在开始编圆柱三点测圆的了, 我们复制编好的下来双击修改
加工面重新选择 循环选择外部
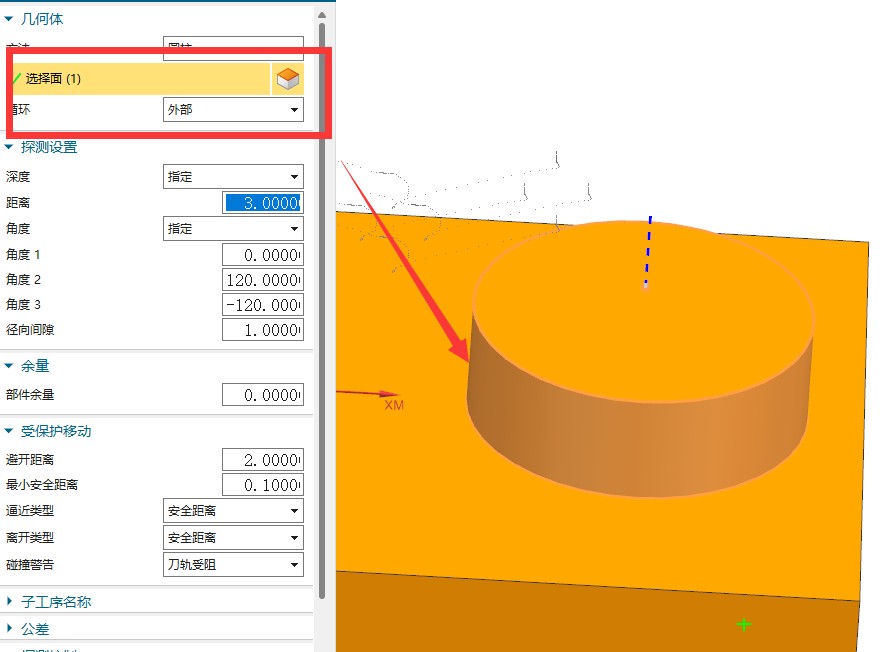
把角度选择指定的 角度123可以改成自己想要的 这里是默认的 在零偏置输入2并打勾
然后确定完成现在我们后处理看看效果把
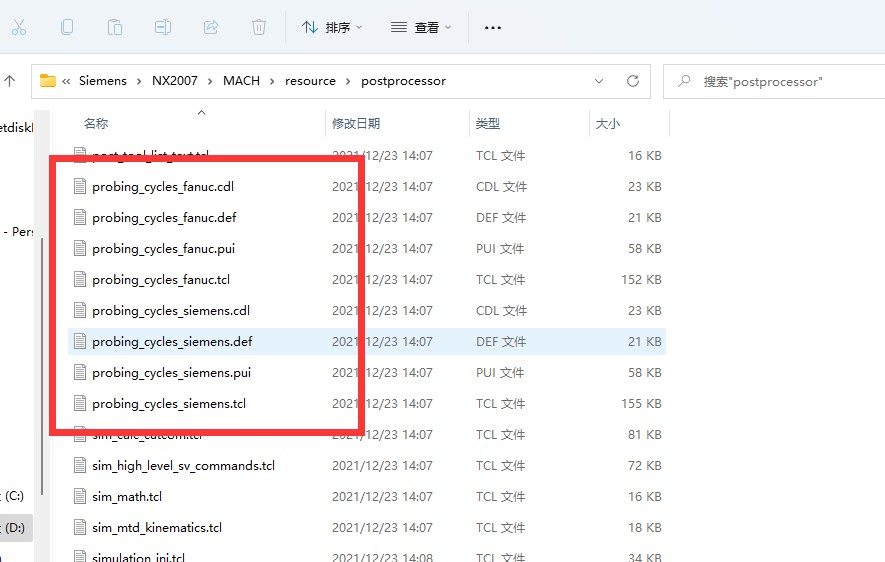
探头后处理我是用NX2007版本自带改的,里面有发那科和西门子的,不过自带的是英制的。
扩展阅读:
UG编程雷尼绍探头程序图文教程【附说明书和NX后处理】
- 发表于 2022-02-16 21:39
- 阅读 ( 11147 )
- 分类:NX编程(三轴)




