20 3+2五轴加工如何设置C轴旋转优先?而不是XY联动造成限点位有刀痕迹
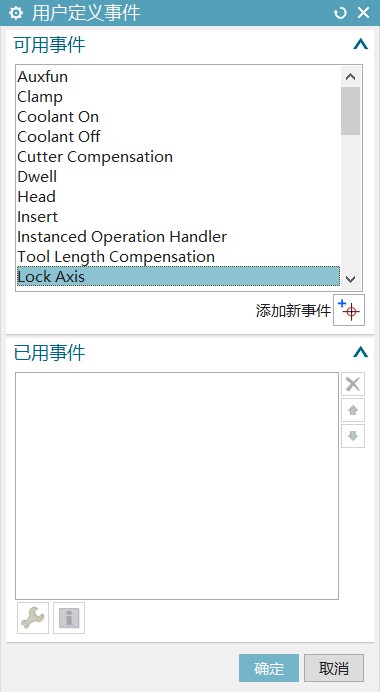
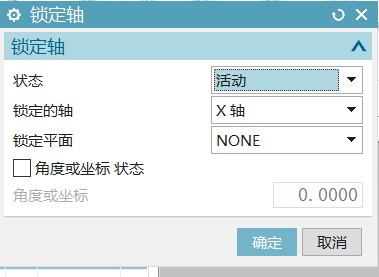
3+2铣圆弧时如何优先输出C轴旋转而不是走XY联动呢?如图,圆弧中心在3+2回转中心上,但是铣圆弧轮廓时NC输出是走XY联动的方式,实际加工出的产品有明显的象限点位,如果实际加工能用C轴旋转替代XY联动,应该可以消除象限点位痕迹,请问有什么办法可以输出C轴旋转代替XY联动的?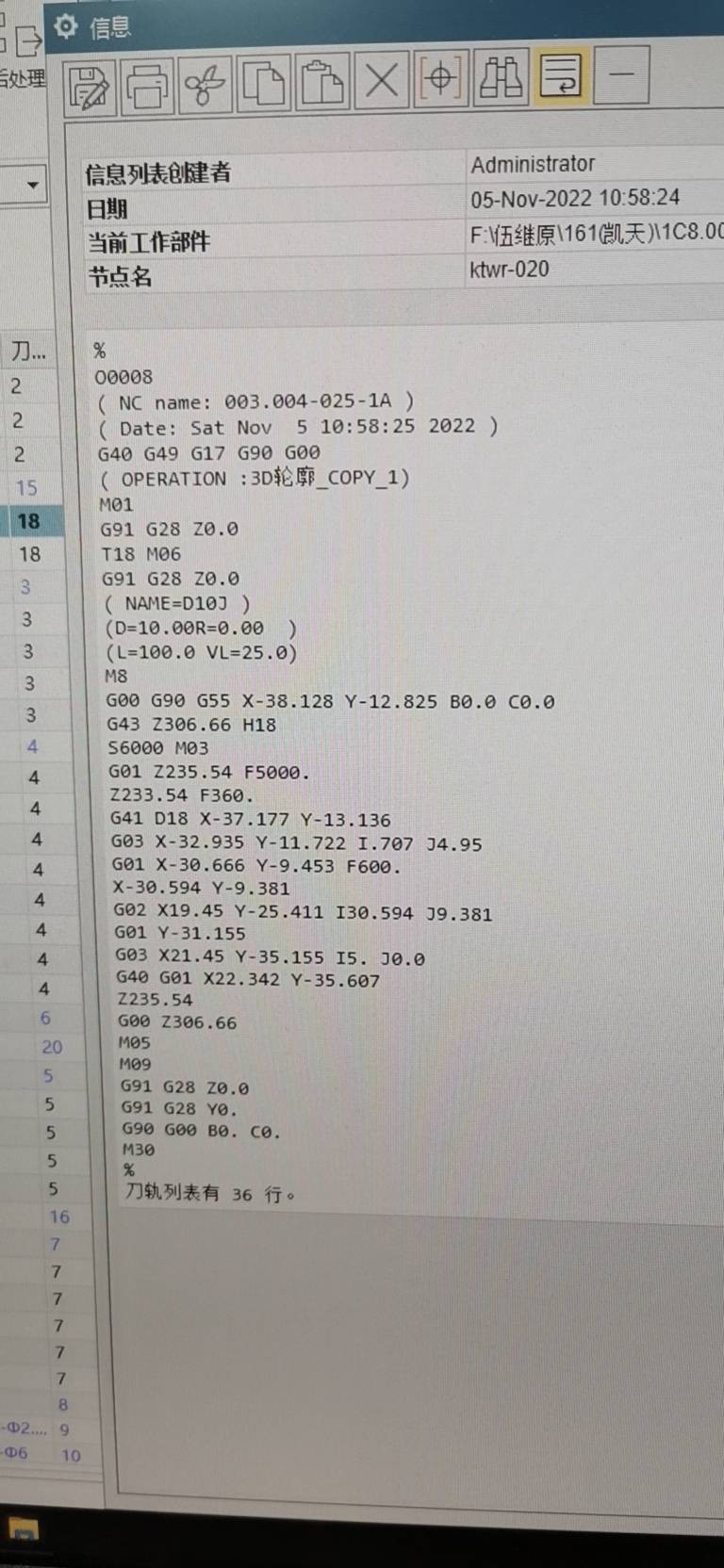
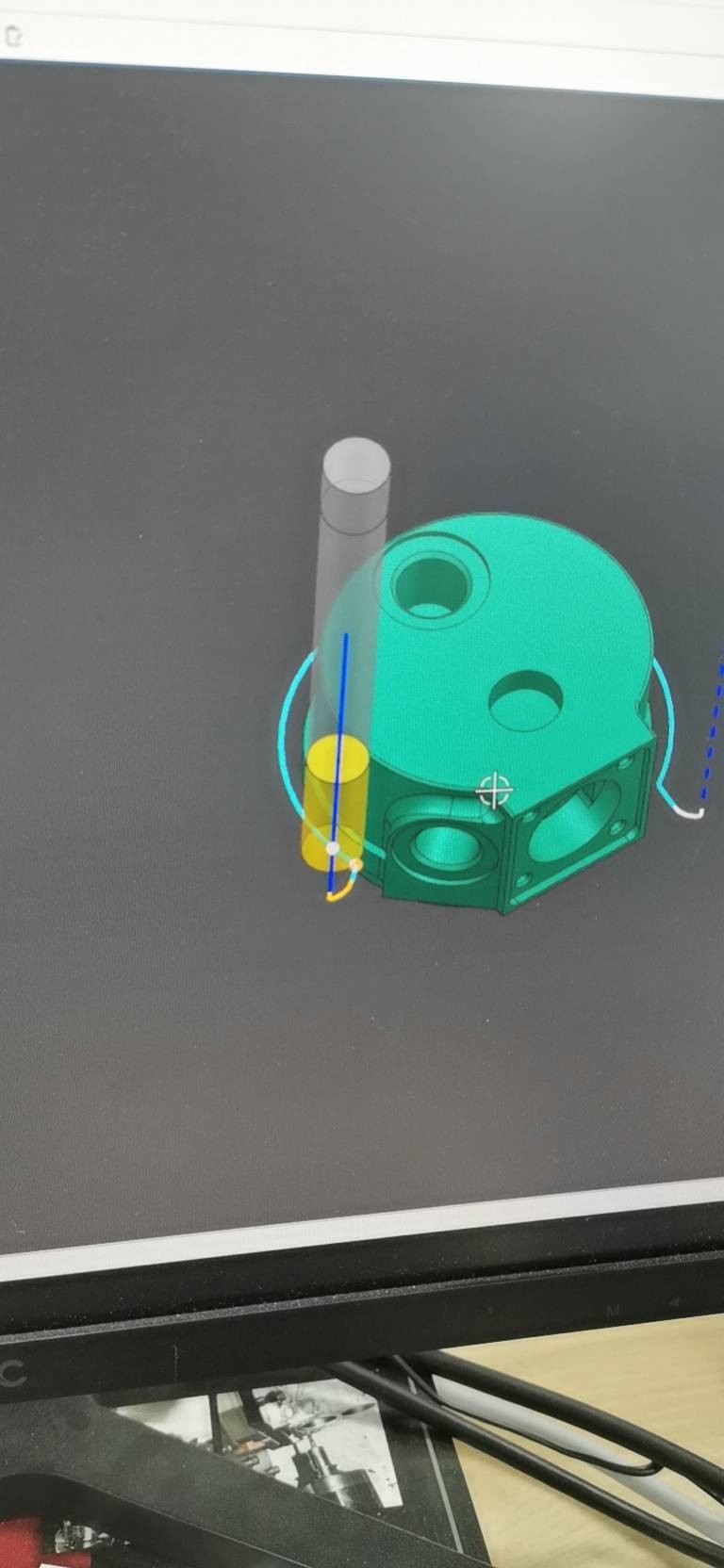






3+2铣圆弧时如何优先输出C轴旋转而不是走XY联动呢?如图,圆弧中心在3+2回转中心上,但是铣圆弧轮廓时NC输出是走XY联动的方式,实际加工出的产品有明显的象限点位,如果实际加工能用C轴旋转替代XY联动,应该可以消除象限点位痕迹,请问有什么办法可以输出C轴旋转代替XY联动的?