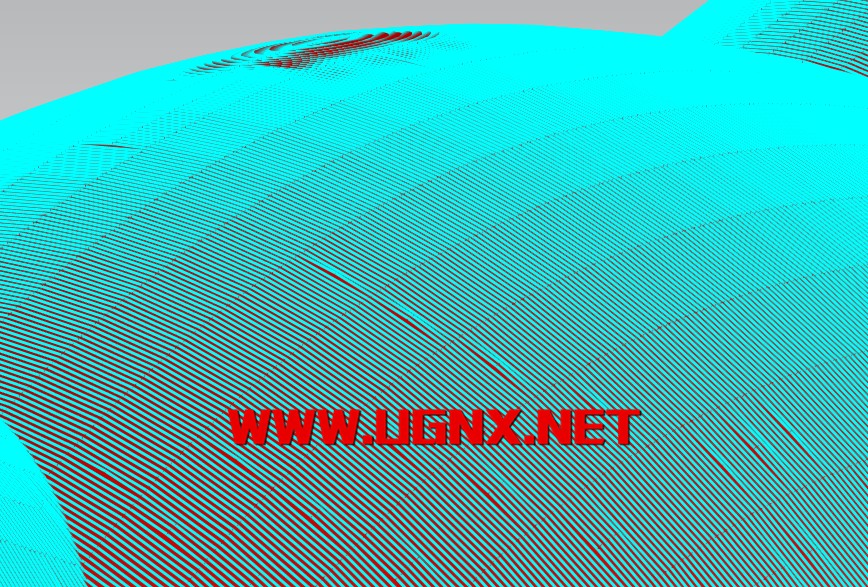
NX1847编程曲面固定轴加工球面出都是棱面怎么回事?

 这是软件参数设置问题,还是后处理问题,怎样解决。我用的是北京精雕JDLVM400T机床。
这是软件参数设置问题,还是后处理问题,怎样解决。我用的是北京精雕JDLVM400T机床。



最佳答案 2019-05-10 17:42
北京精雕的机床,本身精度还是不错的。
不知道你的机床是新的还是旧的,这个问题是一直存在还是新买的机床刚在测试。
按楼下的几位朋友把精度改小点看下,把精加工的公差设置小点。
你目前编的程序:
解决方案:
切削参数—余量—公差—把默认的0.03改成0.001—试下效果。

通过设置加工公差后,重新生成:

PS:编程加工的公差要根据自己的实际需求来,一般来说开粗的时候大点没事,精加工可以设置小点。不是什么情况下都设置越小越好的,公差越小,软件计算生成刀路越慢,而且这个时间可能是成倍递增的,后处理的NC程序也会更大。
如果觉得我的回答对您有用,请随意打赏。你的支持将鼓励我继续创作!

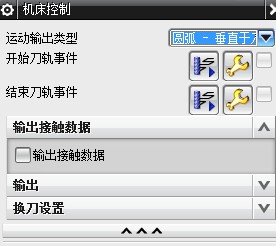 公差改小以外,在看一下机床控制里,运动输出类形,改成圆弧-垂直与刀轴,如果是直线跑出来的效果也是不好,各种机台性能而定
公差改小以外,在看一下机床控制里,运动输出类形,改成圆弧-垂直与刀轴,如果是直线跑出来的效果也是不好,各种机台性能而定