10 UG四轴加工用平底铣刀底面和侧面能否做到位?
 刀路调了很久底部一直都有夹角,怎么解决啊?
刀路调了很久底部一直都有夹角,怎么解决啊?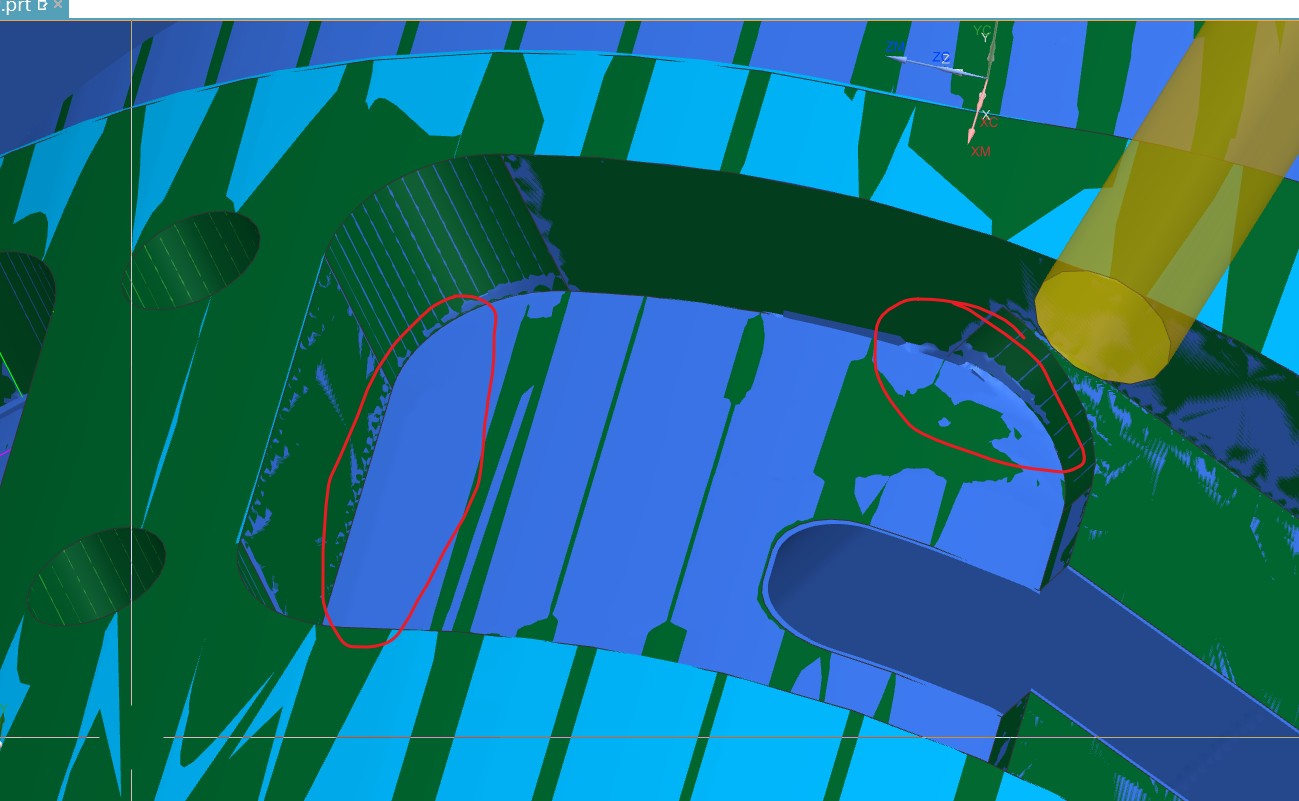




最佳答案 2020-03-18 20:44
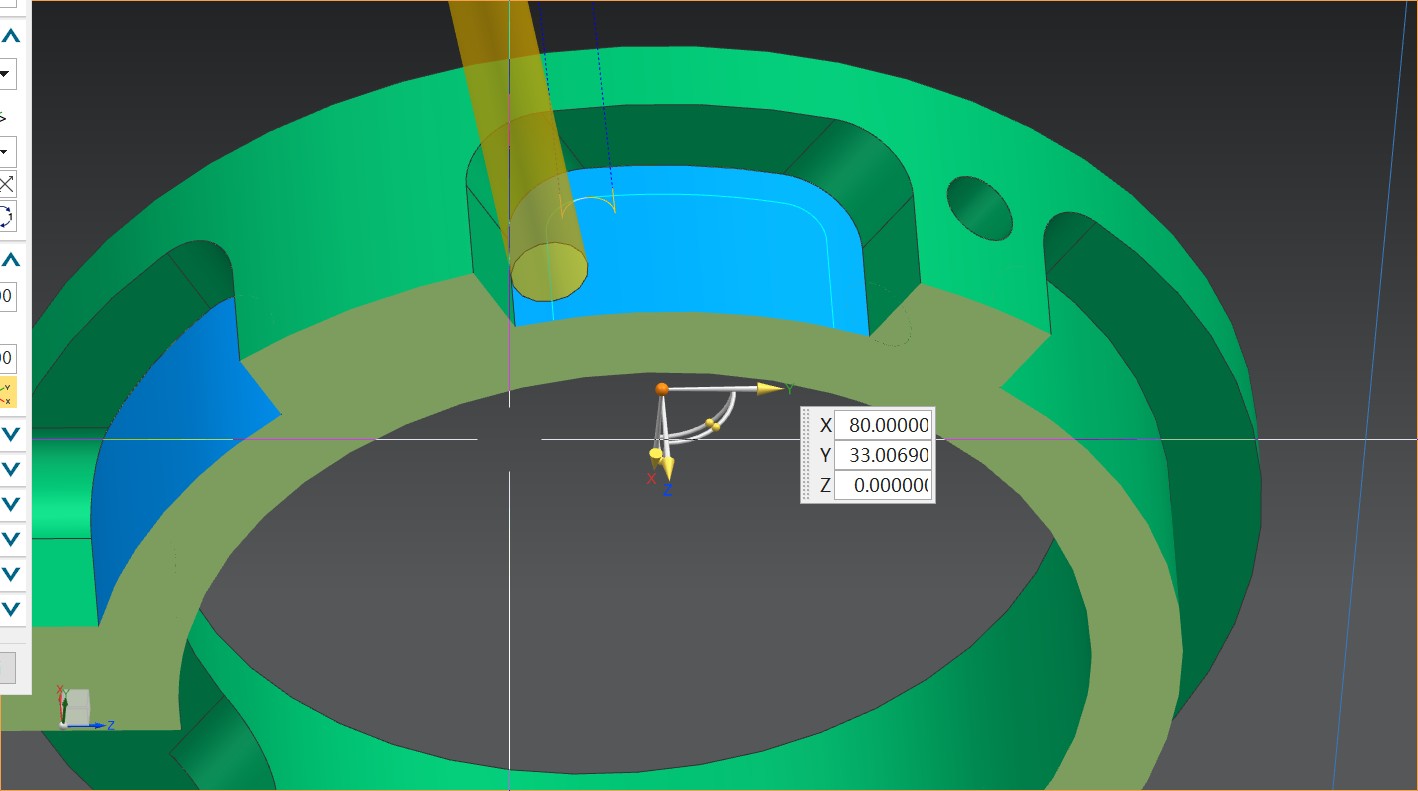
你这个模型 的槽子平于径向平面的两个面 跟圆柱面不垂直 有个张角 这样精铣侧面的刀轴跟底面的刀轴 势必会存在一个夹角
那就肯定会有三角残留 ,另外槽子里面那个倒圆 由于这个张角跟个倒锥一样,另外这是个曲面,4轴想一刀切到位是不存在的,
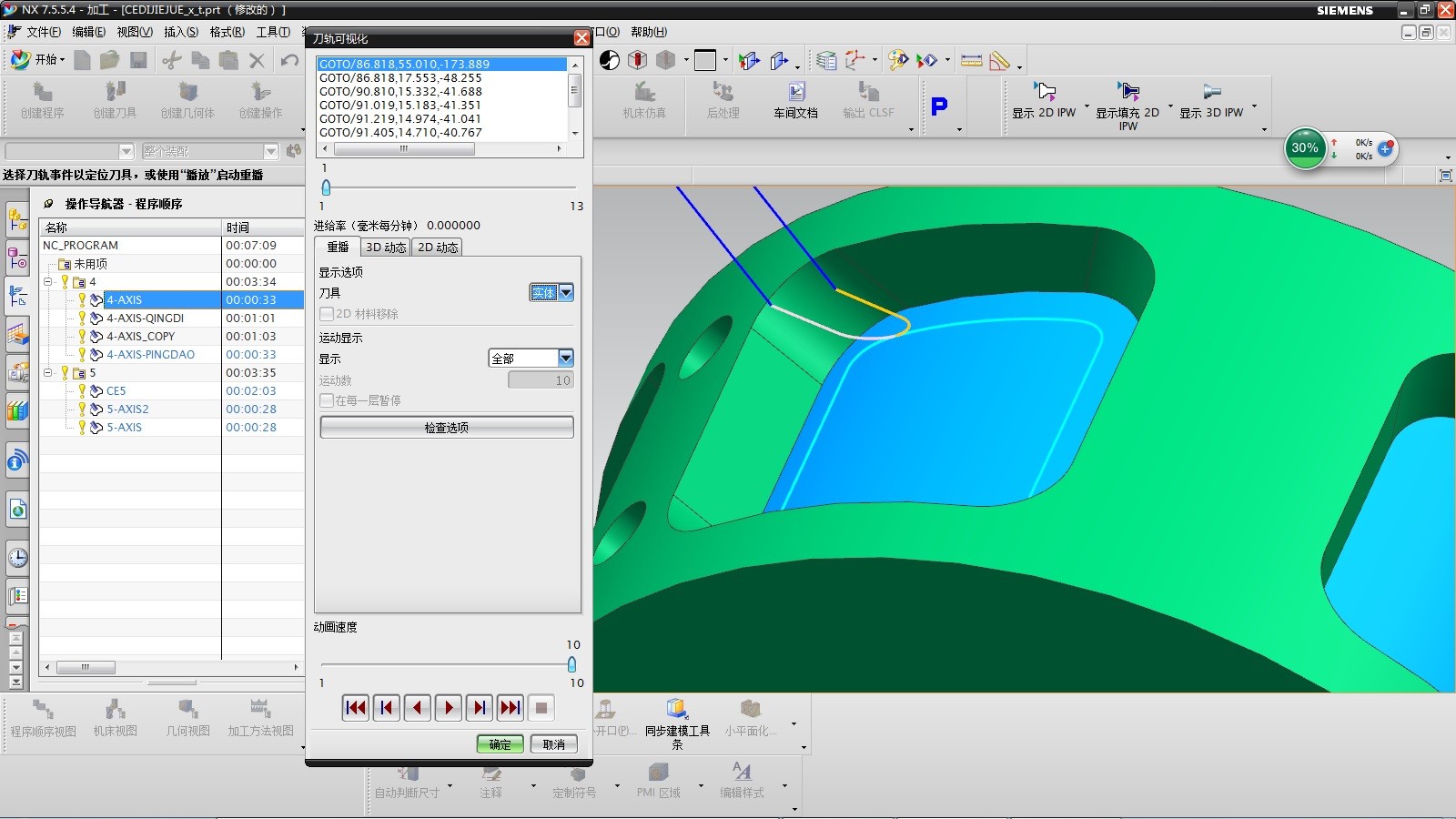
5轴可以的 不过那个是个曲面 某些区域还是有那么点残留 很小,还是建议分层清掉,
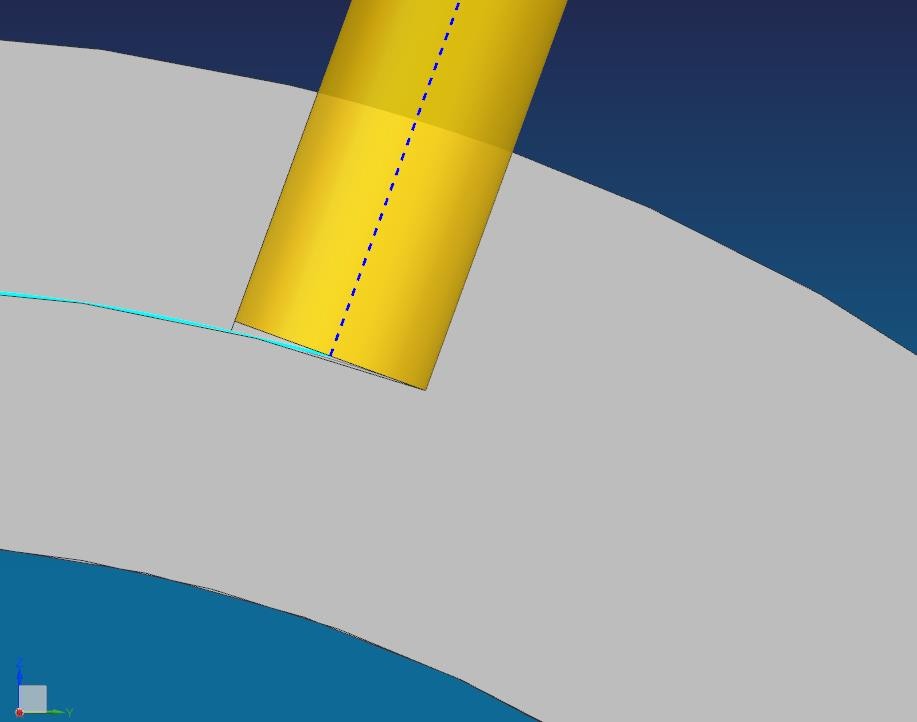
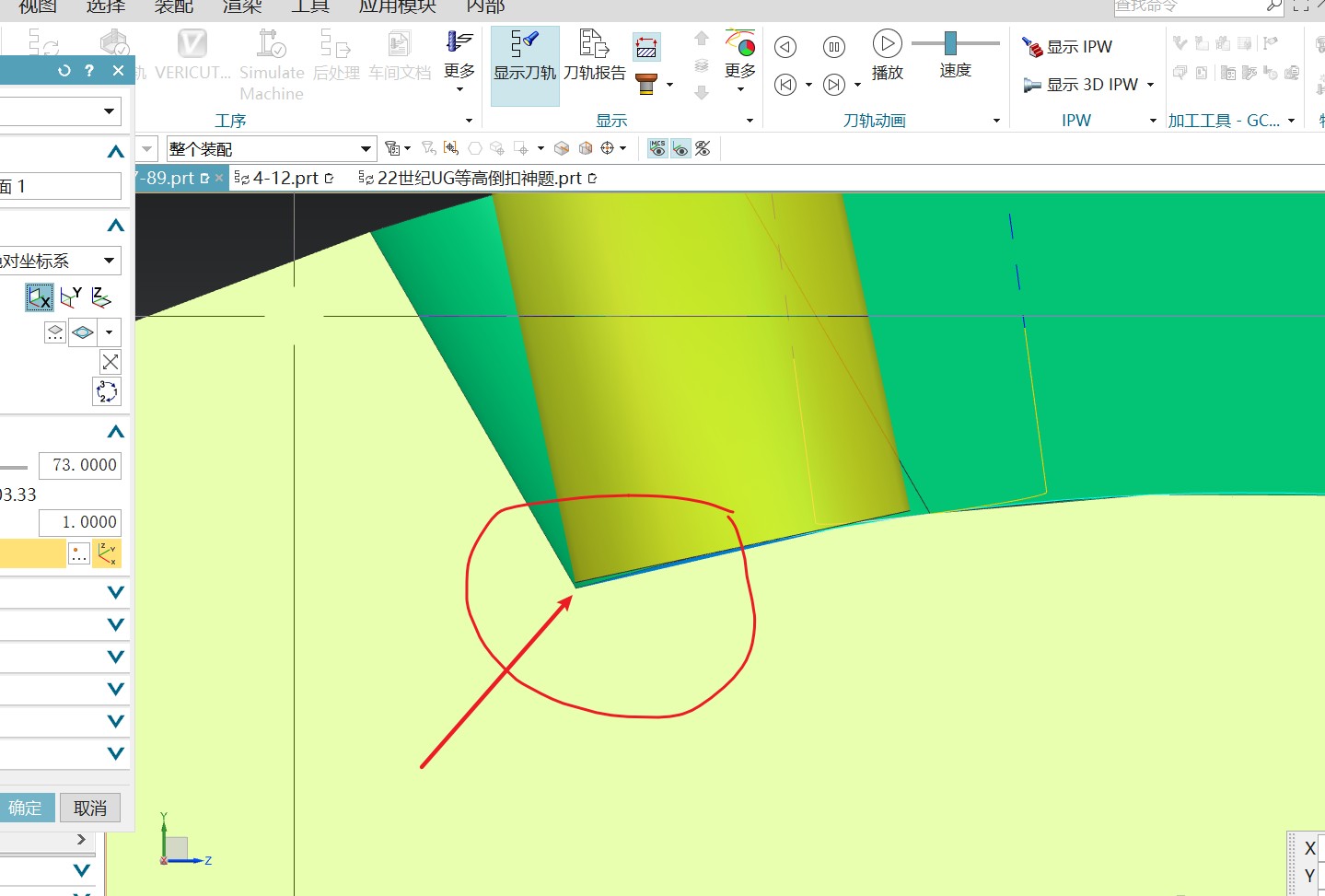
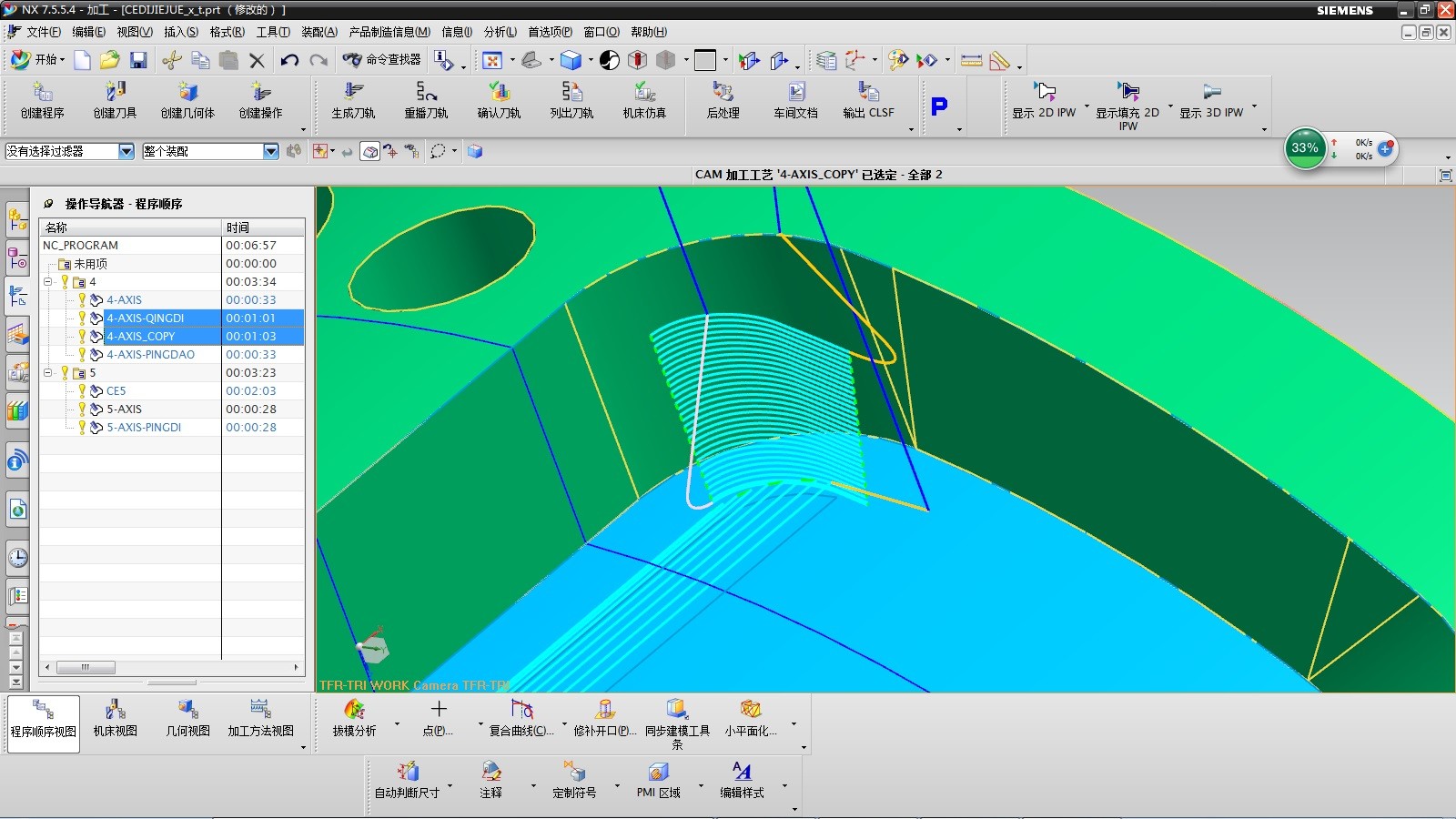
下面是我做的,4轴一刀切 仅R地方不到位,4轴联动清掉
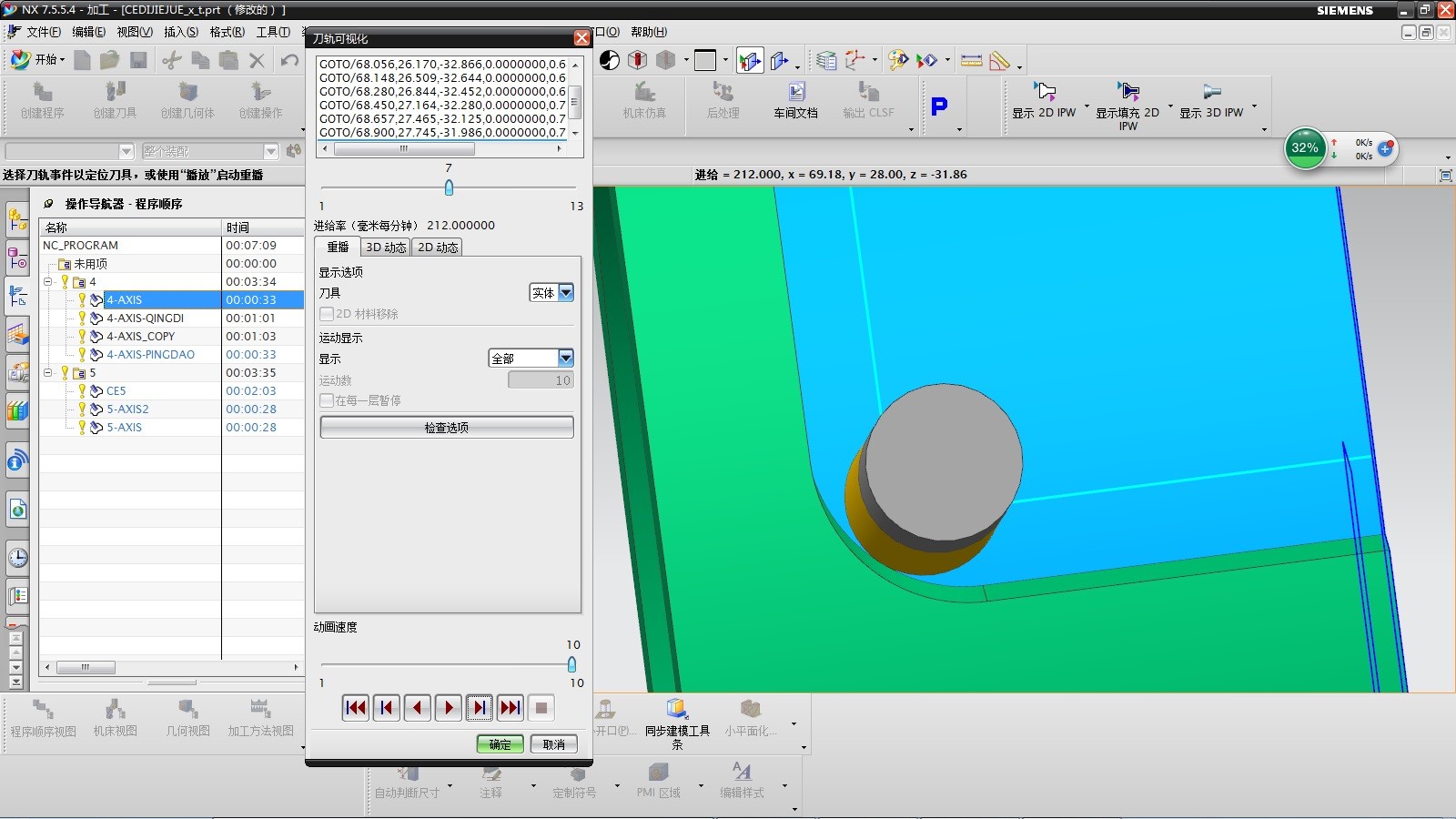
5轴可以一刀切,刀轴比4轴光顺一些 不管你4轴还是5轴 底面那点三角区域还是补下好 球刀干不到
平底刀最好带个R,不带也是能做的 这个必须做辅助面 不然什么 顺序铣,外形轮廓铣 都是直接不可行的
上图
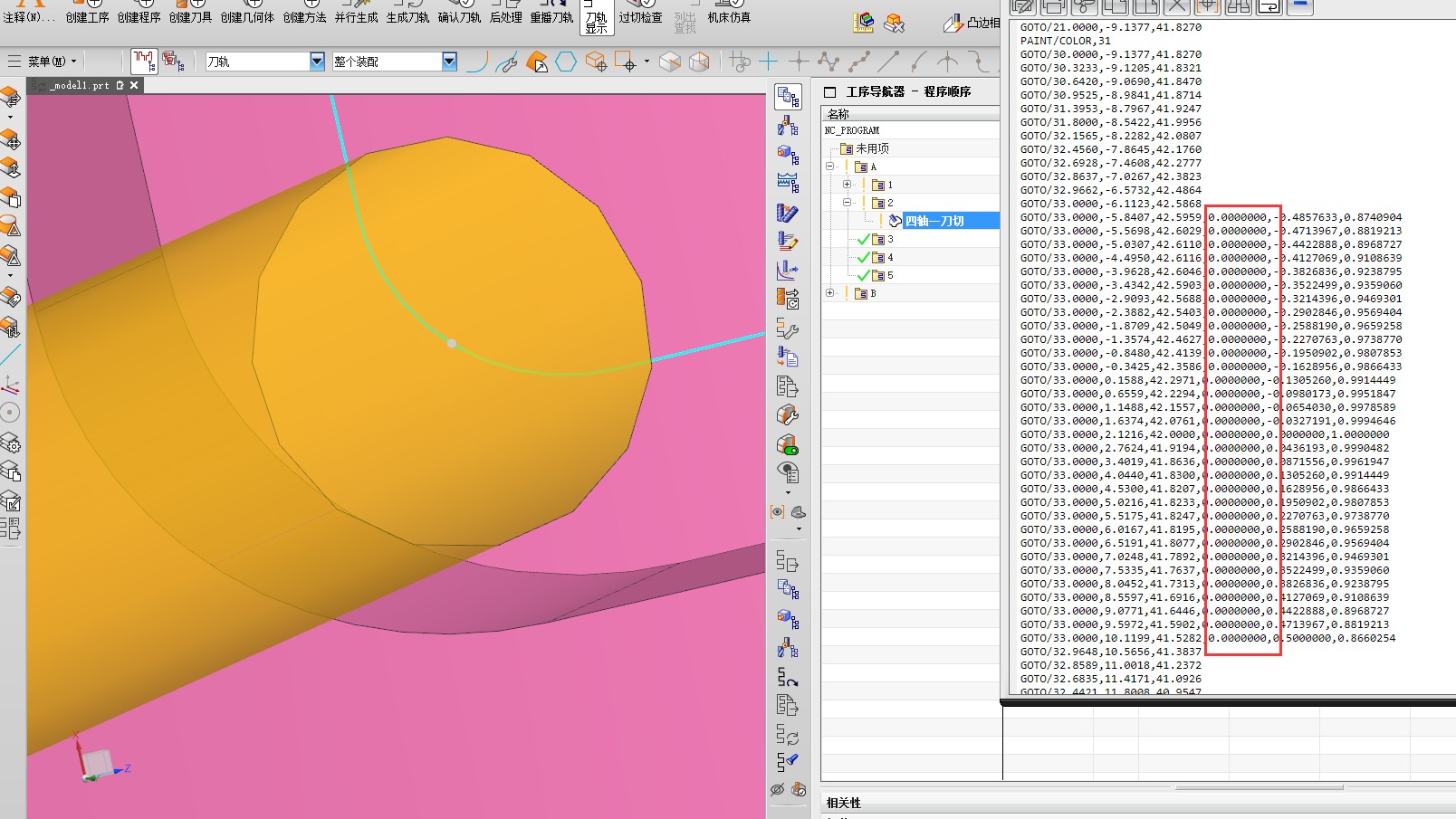
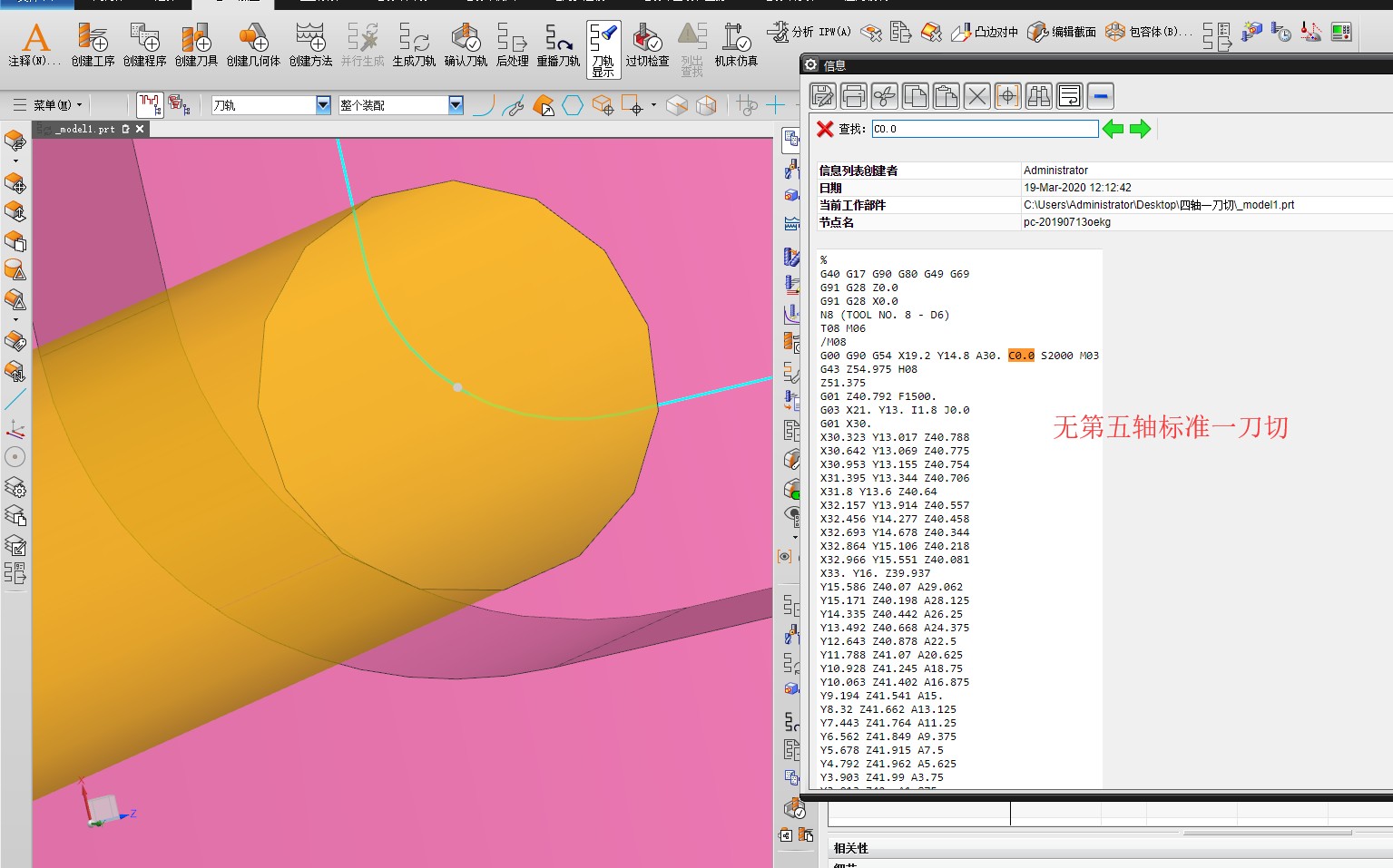
4轴一刀切
我这带个R 平底也可以做的,你看贴着侧面后的底面,球刀精铣底面R不够小肯定会有残留
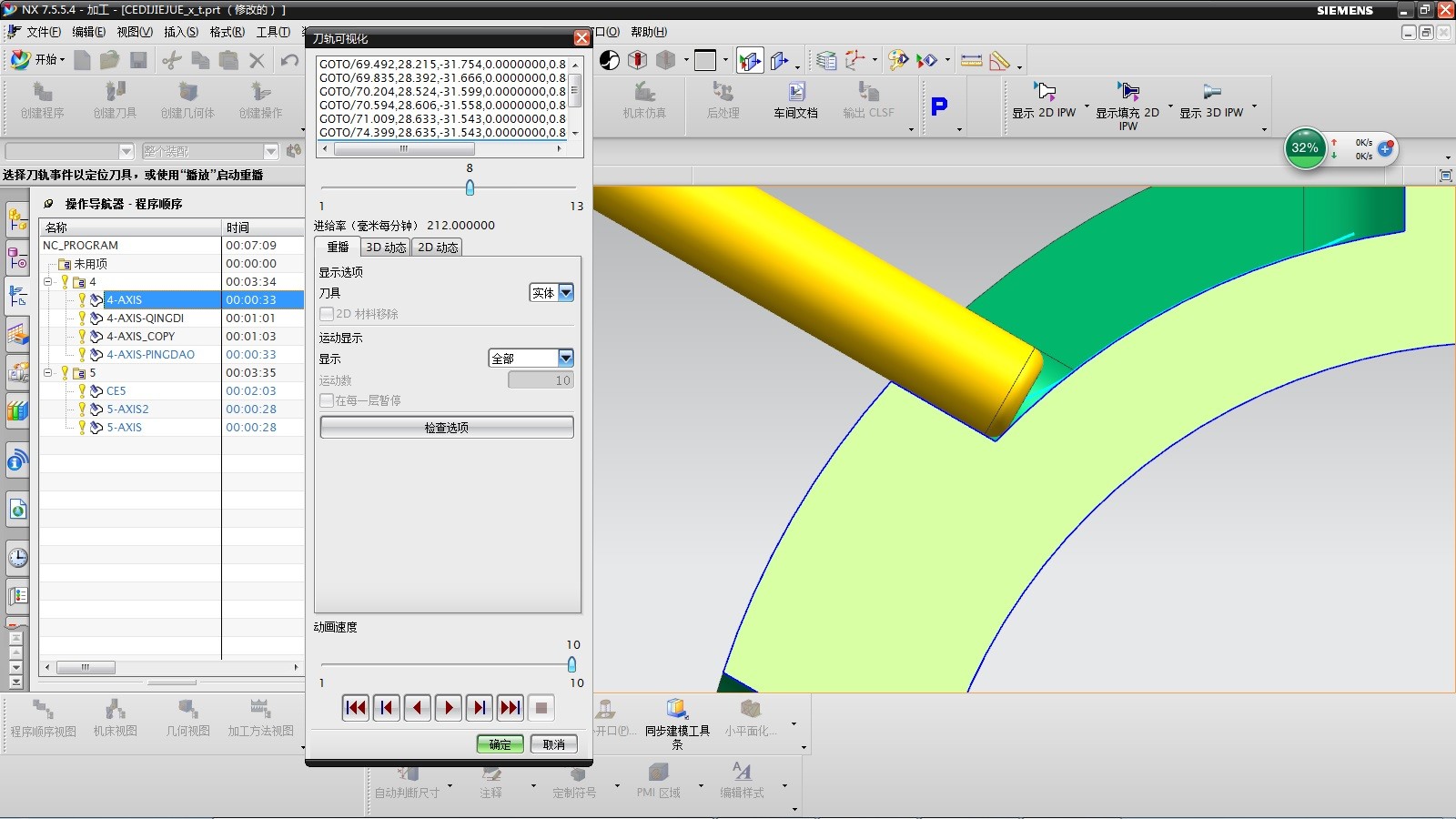
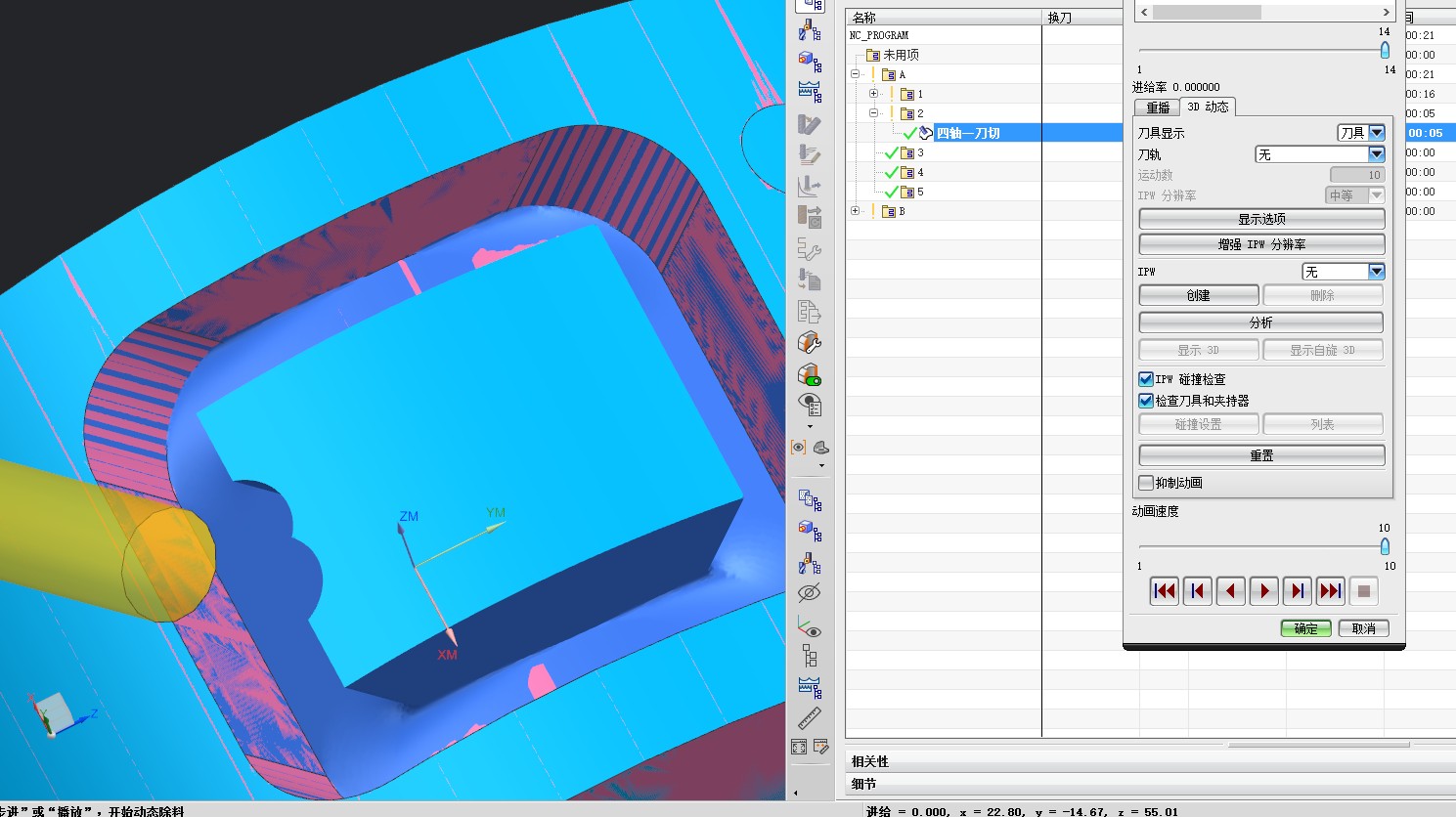
4轴仅这个地方没法到位,A轴不管上摆还是下摆 都会过切,这个拐角区域,除非可以左摆那就是5轴了
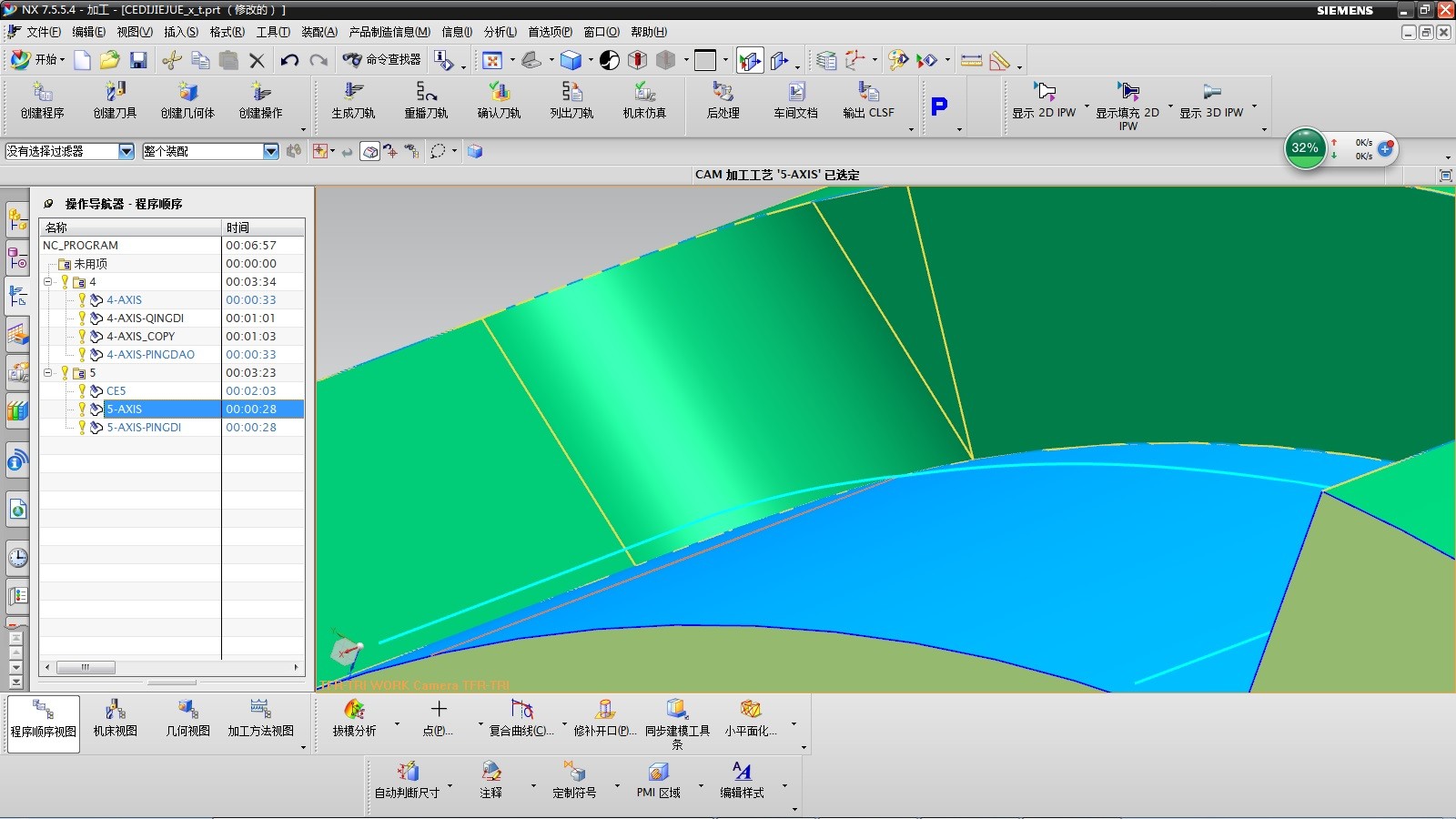
这个5轴做的 明显左摆修正了
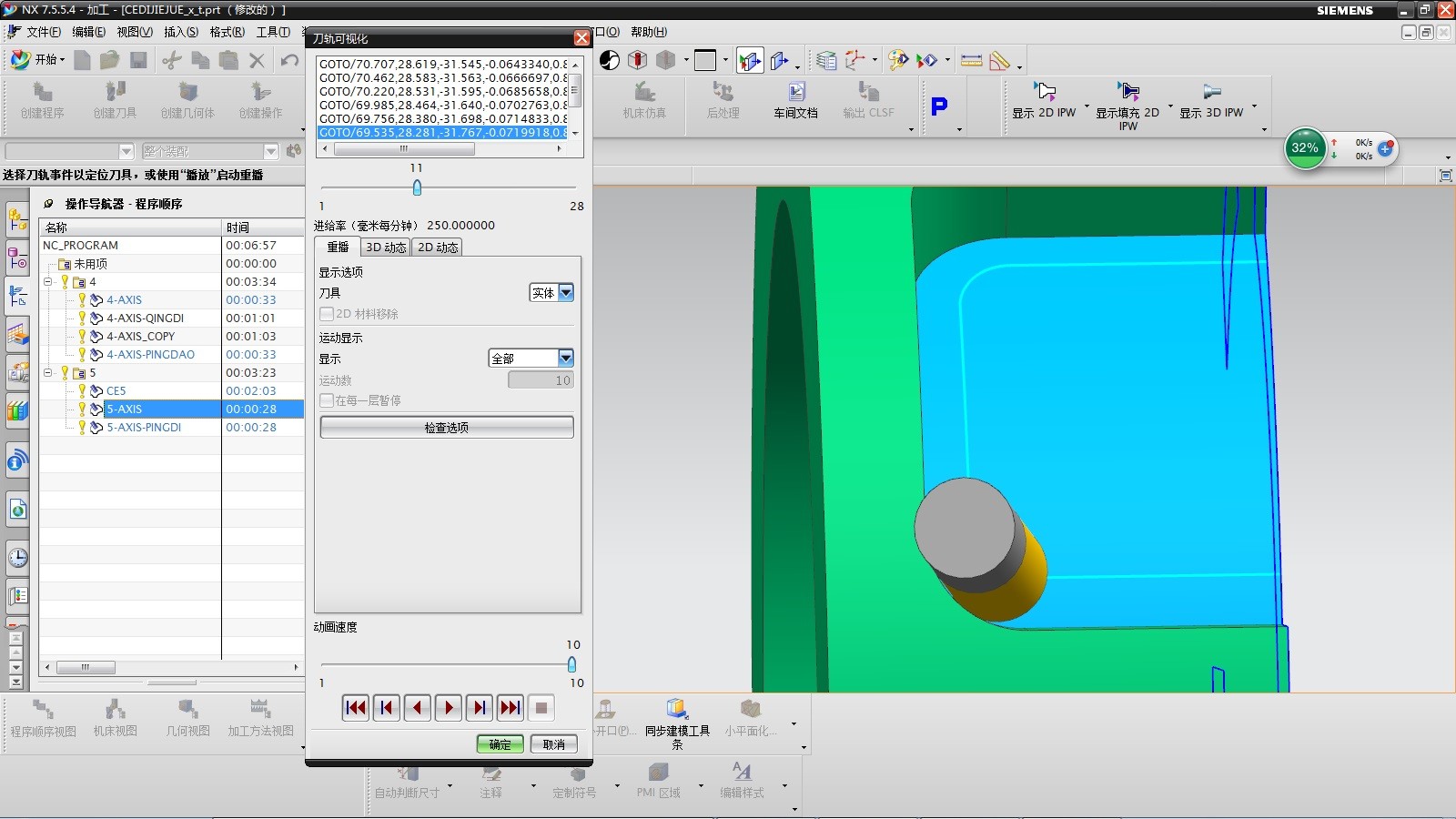
五轴到底还是平滑了很多,加工质量肯定比四轴强
用4轴 这两个地方补一下 就好了
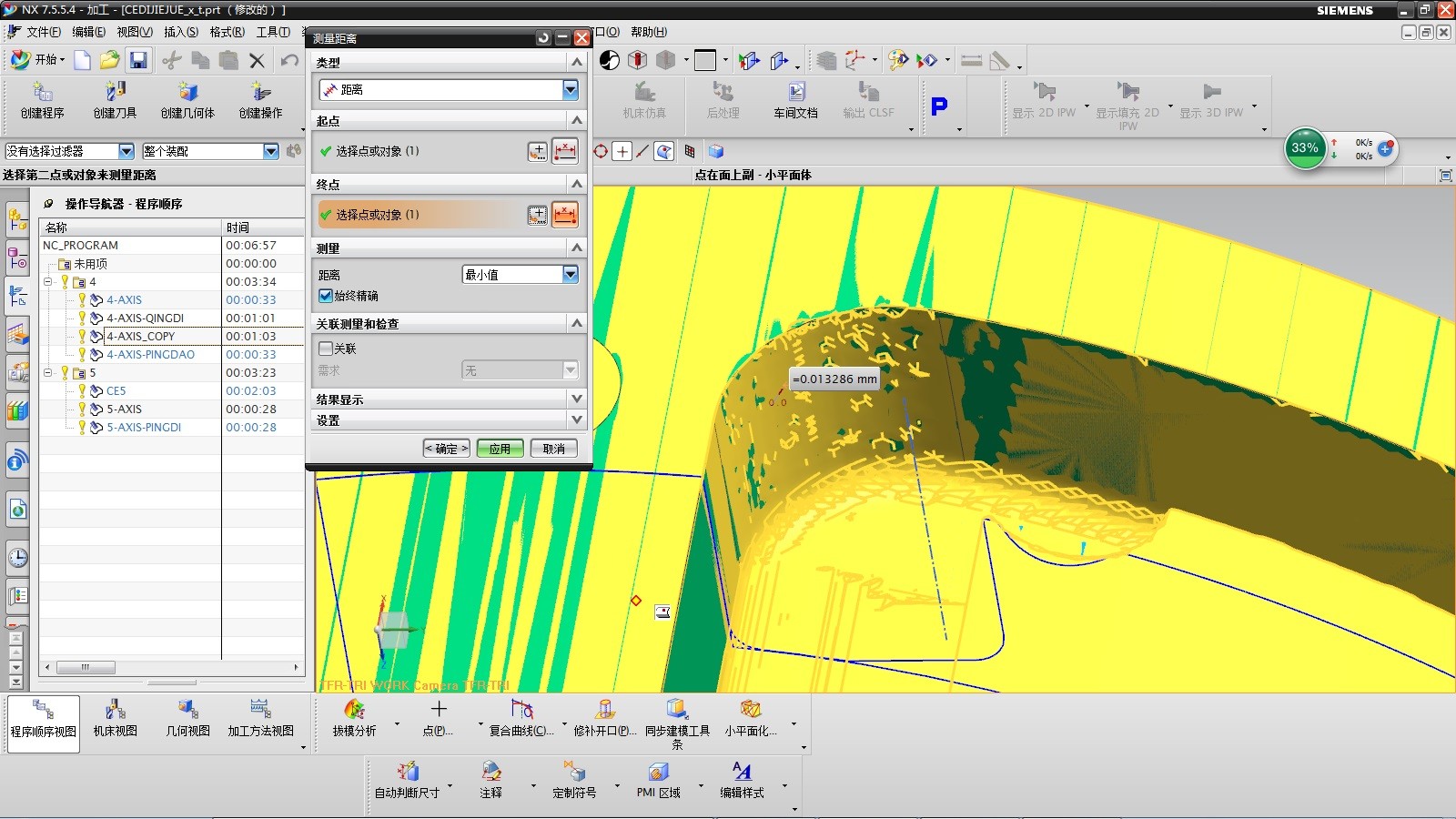
这个4轴最终加工 0.02以内哦 就是这个拐角这里
OK 如果觉得可以 请加分 我发你带刀路参数的模型