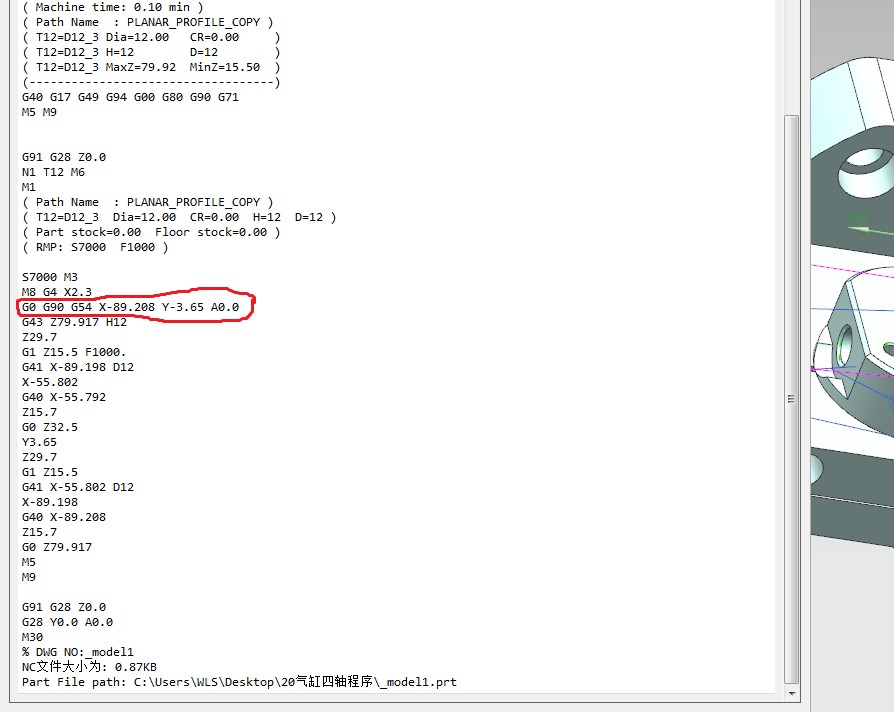
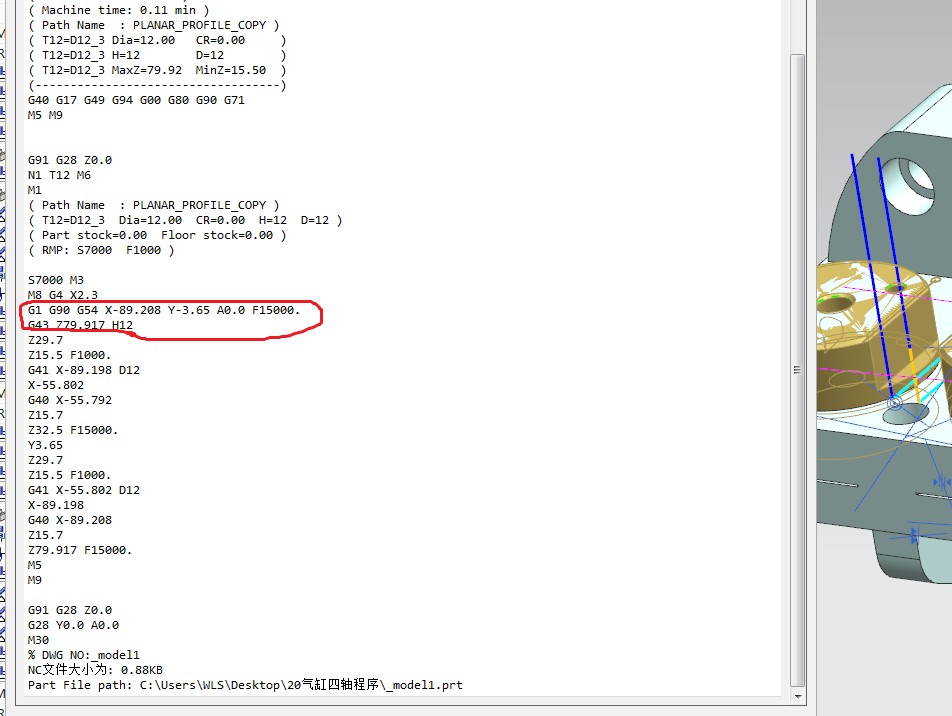
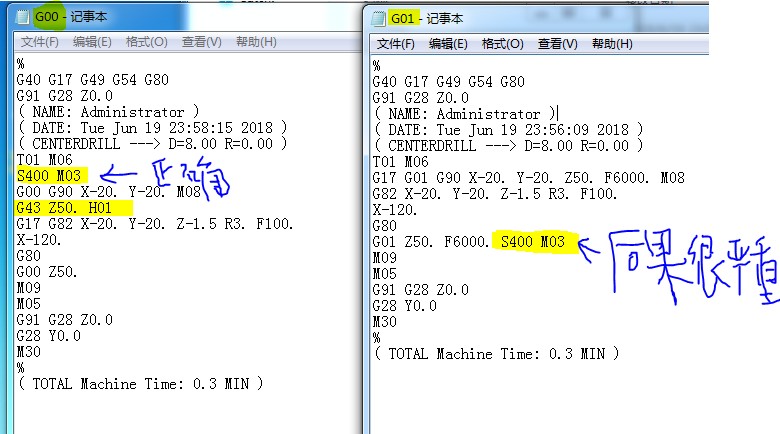
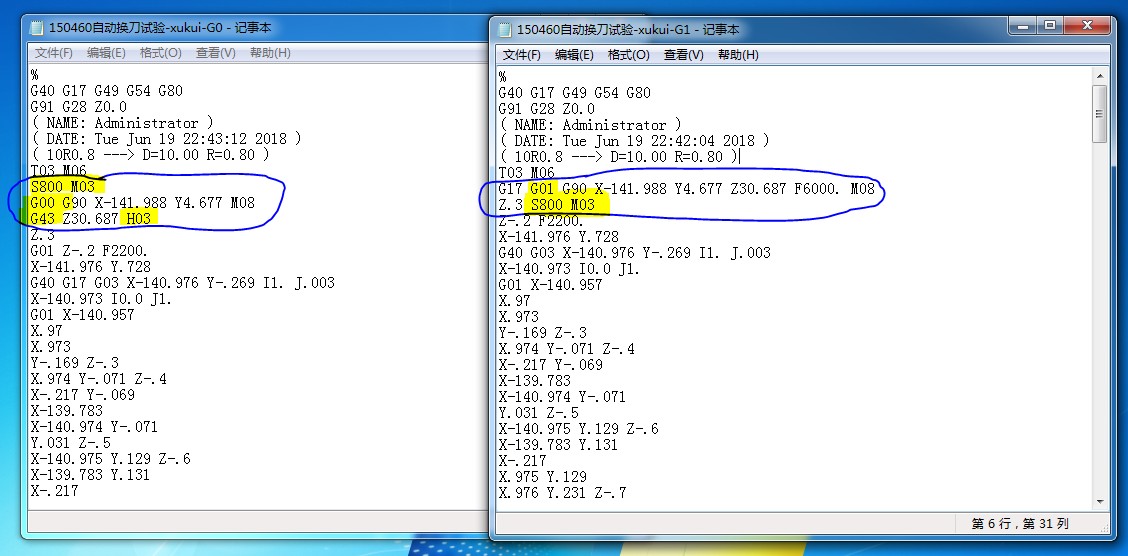
同一个法兰克自动换刀后处理,就因为编程时进给率里的快速输出设置了G0或者G1模式,导致后处理出来的文件中产生了下图中的2处不同地方:
怎样修改后处理才能使得G1模式输出正确的后处理文件?
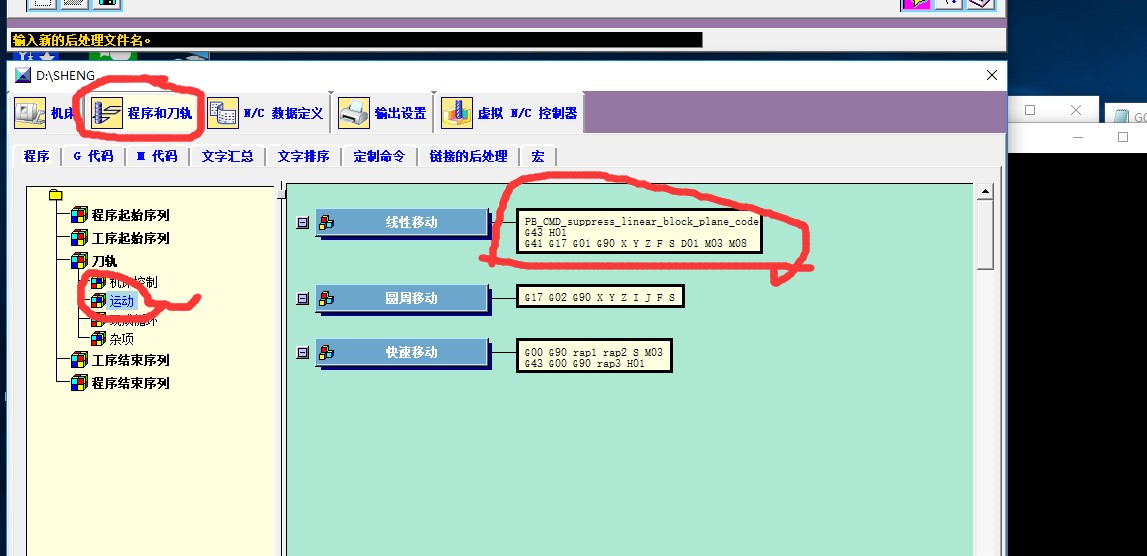
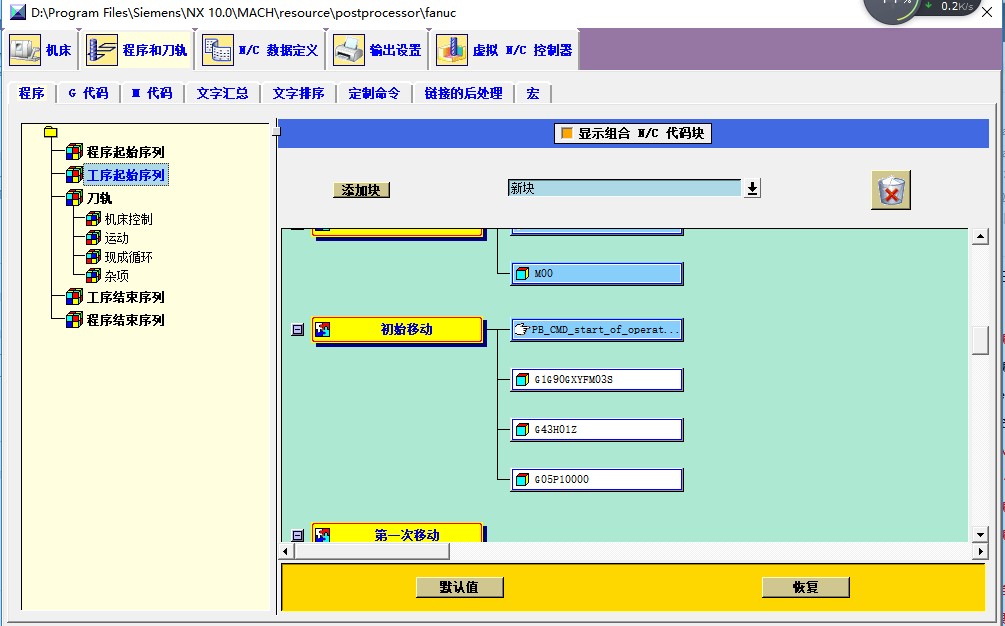
是后处理的问题我是这么改可以参考下
如果你的后处理没有考虑这种切换,请慎用!如果要用,并在换刀后输出主轴转速请添加起始用户自定义事件Spindle_Marker!长度补偿一般后处理会自动处理,应该没什么问题!
你这个是后处理有问题,没有设定强制输出,如果有PUI文件,吧位置固定了!这个问题应该就能解决了!
你这个是后处理的问题,需要定制G01输出。。
我也遇到了,大家怎么解决的
在线性运动里面加上去就可以了
我也遇到这个问题了,我已经解决了。




 我是这么改可以参考下
我是这么改可以参考下