这副模具有挑战,这活应该很多模具厂不敢接,看专业大师的回复。
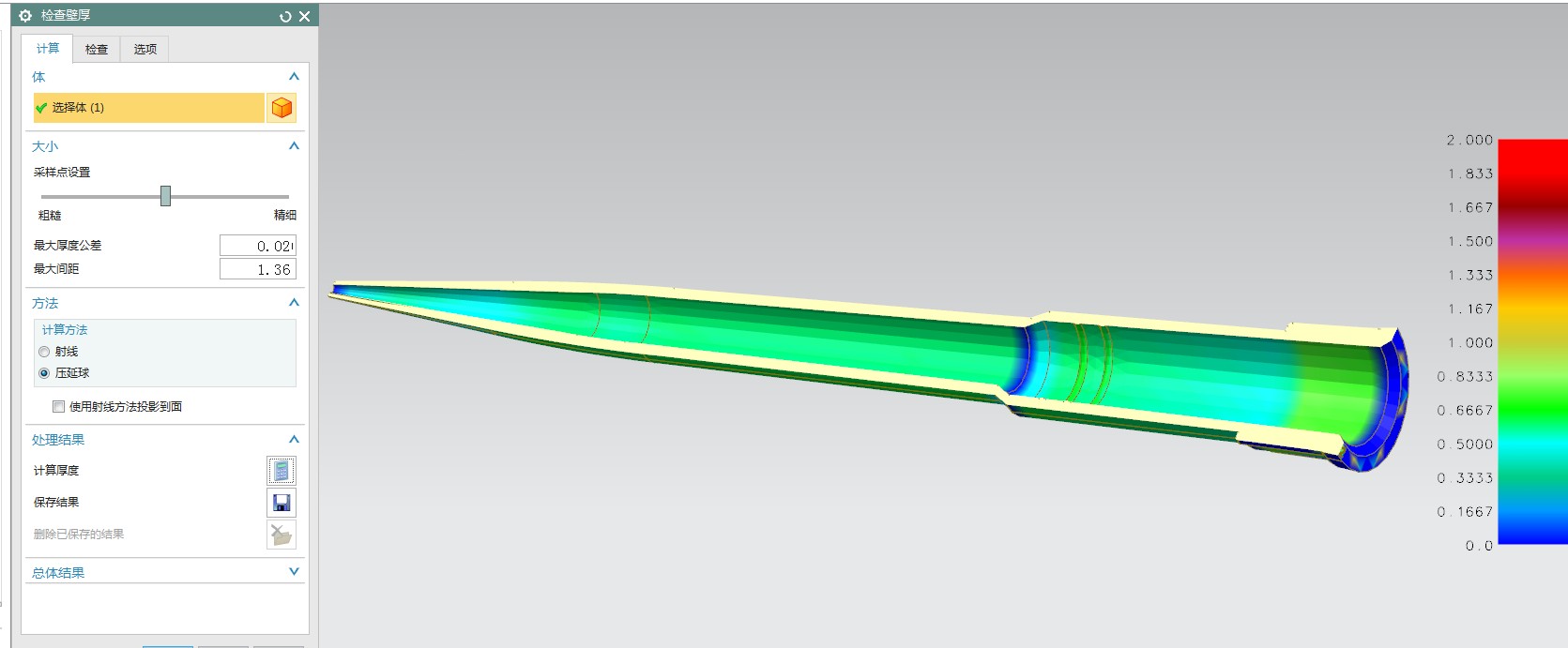
产品壁厚参数你好像没说,最好补充个产品剖面图。
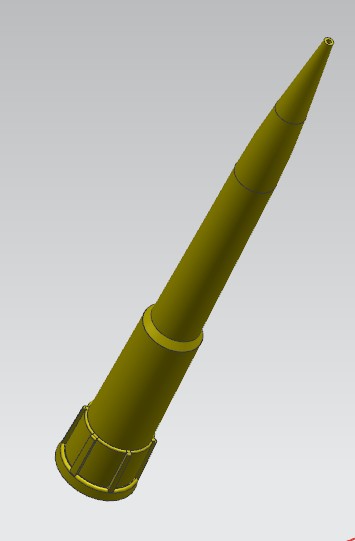
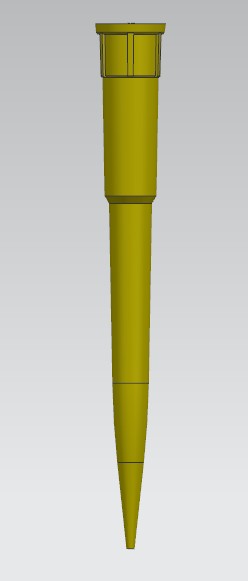
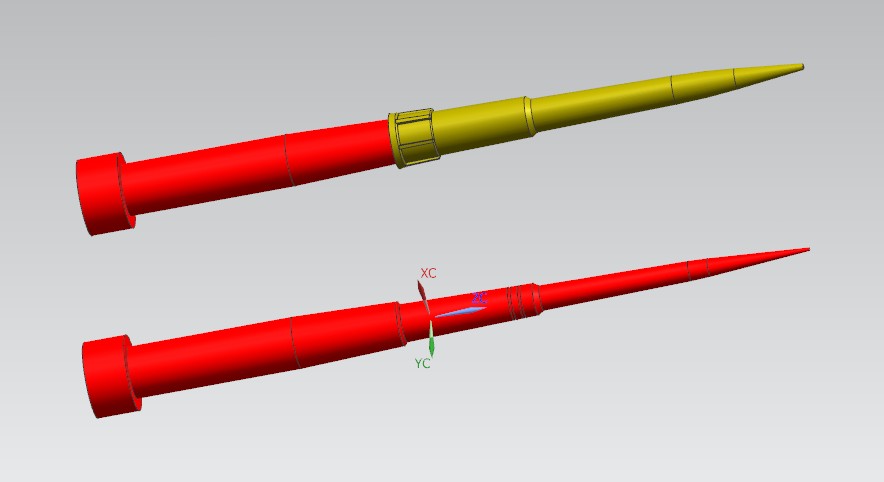
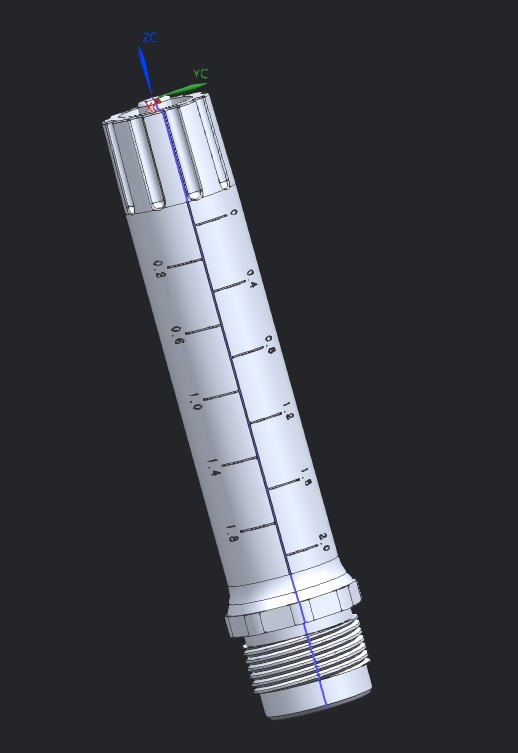
产品外观镜面,没有螺纹,里面有倒扣(强托),最小头外径1mm内孔0.5mm,最大头外径8mm内孔6mm,产品总长度是60mm
遇到问题:
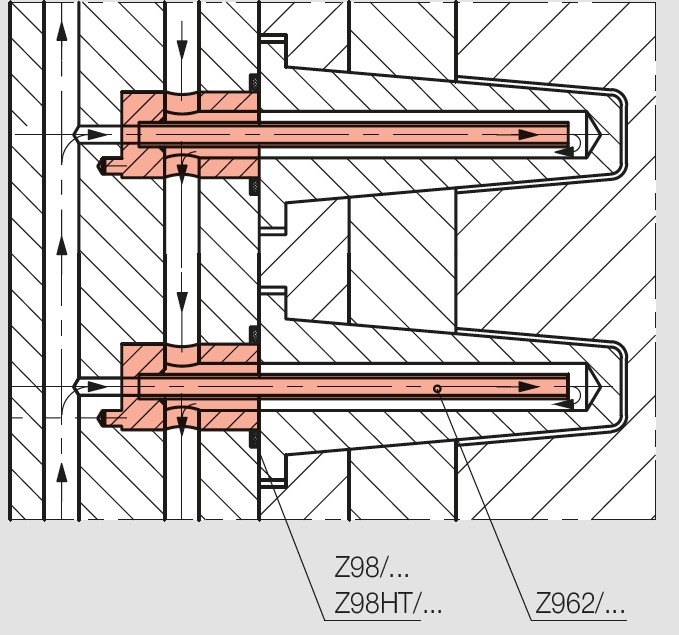
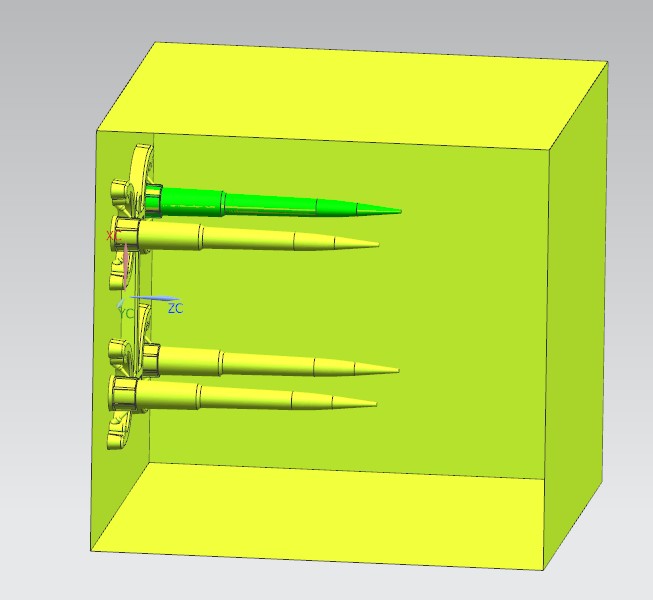
1.产品分模不能是长度方向一分为二(合模线巨长),所以前模仁就是个封闭深腔造型!请问前模仁是否可以加工(产品要求镜面)
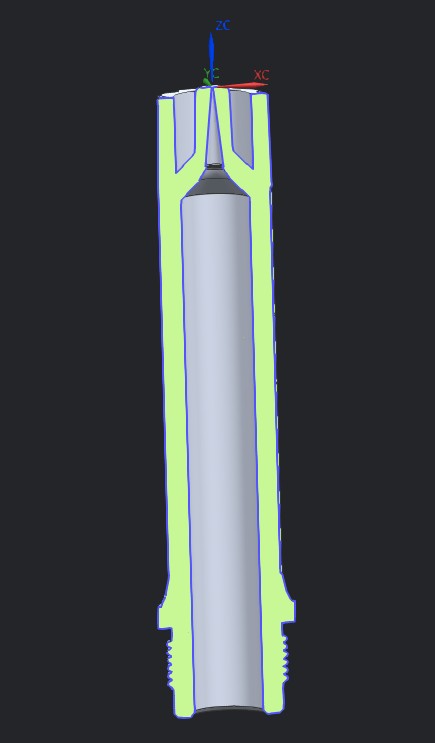
2.后模镶件是个100多长的镶针,头部很尖。这时镶件如何和前模仁做定位?需不需要做定位(产品小头外径1mm,内孔0.5mm)
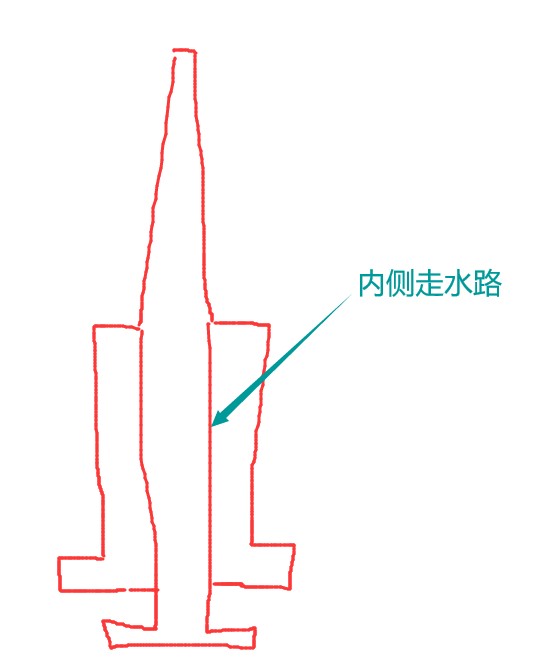
3.后模镶件除了挂台直径,最大杆径是8mm左右,这个镶件请问可以走水路吗?
附上产品截图、镶件截图和前模仁深腔截图,希望有大师或者有经验的朋友可以指点下。重金感谢!谢谢!(每天都在线等)




这副模具有挑战,这活应该很多模具厂不敢接,看专业大师的回复。
产品壁厚参数你好像没说,最好补充个产品剖面图。
如果觉得我的回答对您有用,请随意打赏。你的支持将鼓励我继续创作!

1.前模加工问题,你去问问模具部经理,我不太了解。
2.除去模仁上的精定位,模架上也需要做圆形精定位或者方形的,一定要中心对称,模架外面做方导柱,各种保护开关做好。
3.一定要做成活动芯子,百分百不好走水路,后面模温上来粘膜非常厉害,做3-4套芯子互换,在模具外面人工冷却,芯子材质用铍铜好。
如果觉得我的回答对您有用,请随意打赏。你的支持将鼓励我继续创作!

我觉得前模仁镜面的话可以考虑镜面火花机,如果镜面火花机达不到要求这个可以去和抛光加工的地方讨论解决方案,水路是一定要做的,能做多少进去做多少,内孔3.5mm水路 2.0毛细管射流进去(注意运水不加过滤很容易堵),毛细管不能短 比如孔深50mm 毛细管需要伸入45mm左右 不然没有效果,考虑到生产产量的问题 尖头冷却肯定冷却不够,这个可以考虑外部物理降温风冷,利用合模的时间冷却(产量会提高很多的)。定位是要的不然会射偏(这和生产技术员有一定关系)曾经做过类似模具。
PS:提供的方案仅供参考,不作为解决方案。实际情况还是根据自身要求设计。希望可以对你有一些启示。
世界总有那么多无奈,我们坦然面对,明天会更好!!!
看下图现在做的 小杆子是7mm 孔是4mm 深度140, 你的产品自己考虑强度,我们和你的结构方式不同



PS:进水必须是毛细管 否则没有效果

 和这个类似。我这个是双滑块的 顶部碰穿孔0.15-0.16 产品直径13高度73左右.
和这个类似。我这个是双滑块的 顶部碰穿孔0.15-0.16 产品直径13高度73左右.