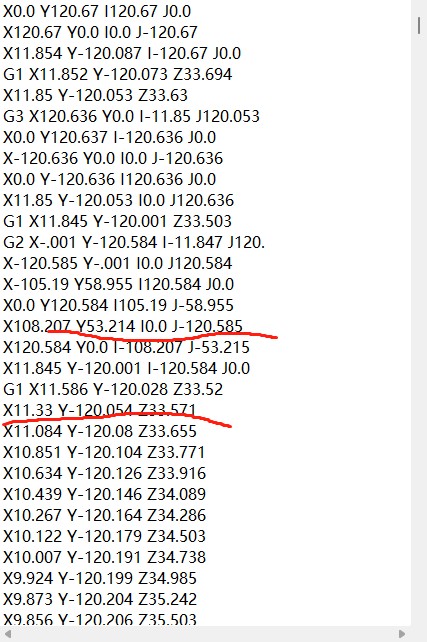
程序里公差改成0.01,不要改太小,后处理圆弧也可以修改成R试一试。
如果是UG后处理,可以在后处理构造器里把圆弧精度调整下。




程序里公差改成0.01,不要改太小,后处理圆弧也可以修改成R试一试。
如果是UG后处理,可以在后处理构造器里把圆弧精度调整下。
机床系统参数有问题,让机床厂来调整下就好了。
程序改成G02/03模式就可以了
G94 G3 G90 X-1.6 Y-155.6 I0 J3.4 M8 F2500
G3 X-5 Y-152.2 I-3.4 J0
G3 X-10.889 Y-162.4 Z-60 I0 J-6.8 TURN=203
G64连续轮廓加减速控制指令
是机床的问题.不是程序问题.
换一个后处理,我不知道你是什么图形,但是代码是这样的不太正常,换一个别的后处理,精度设计成0.01再试试,一般不会是机床的问题,机床出厂前都会实验过,机床无非会有拐角减速,但是不会顿挫