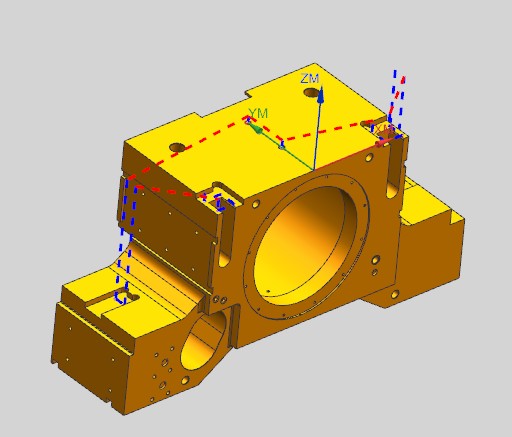
怎么弄,这个

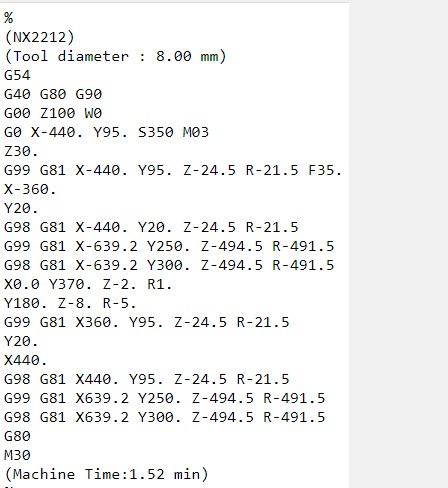
%
(NX2212)
(Tool diameter : 8.00 mm)
G54
G40 G80 G90
G00 Z100 W0
G0 X-440. Y95. S350 M03
Z30.
G99 G81 X-440. Y95. Z-24.5 R-21.5 F35.
X-360.
Y20.
G98 G81 X-440. Y20. Z-24.5 R-21.5 (此处多了G81 Z-24.5 R-21.5 )
G99 G81 X-639.2 Y250. Z-494.5 R-491.5 (此处多了G81 )
G98 G81 X-639.2 Y300. Z-494.5 R-491.5 (此处多了G81 Z-494.5 R-491.5)下面程序有同样的问题。
X0.0 Y370. Z-2. R1.
Y180. Z-8. R-5.
G99 G81 X360. Y95. Z-24.5 R-21.5
Y20.
X440.
G98 G81 X440. Y95. Z-24.5 R-21.5
G99 G81 X639.2 Y250. Z-494.5 R-491.5
G98 G81 X639.2 Y300. Z-494.5 R-491.5
G80
M30
(Machine Time:1.52 min)
希望懂后处理的朋友帮忙告诉下怎么解决这个问题。
修改好后,直接发给我邮箱。告诉下名字。
117978540@qq.com




