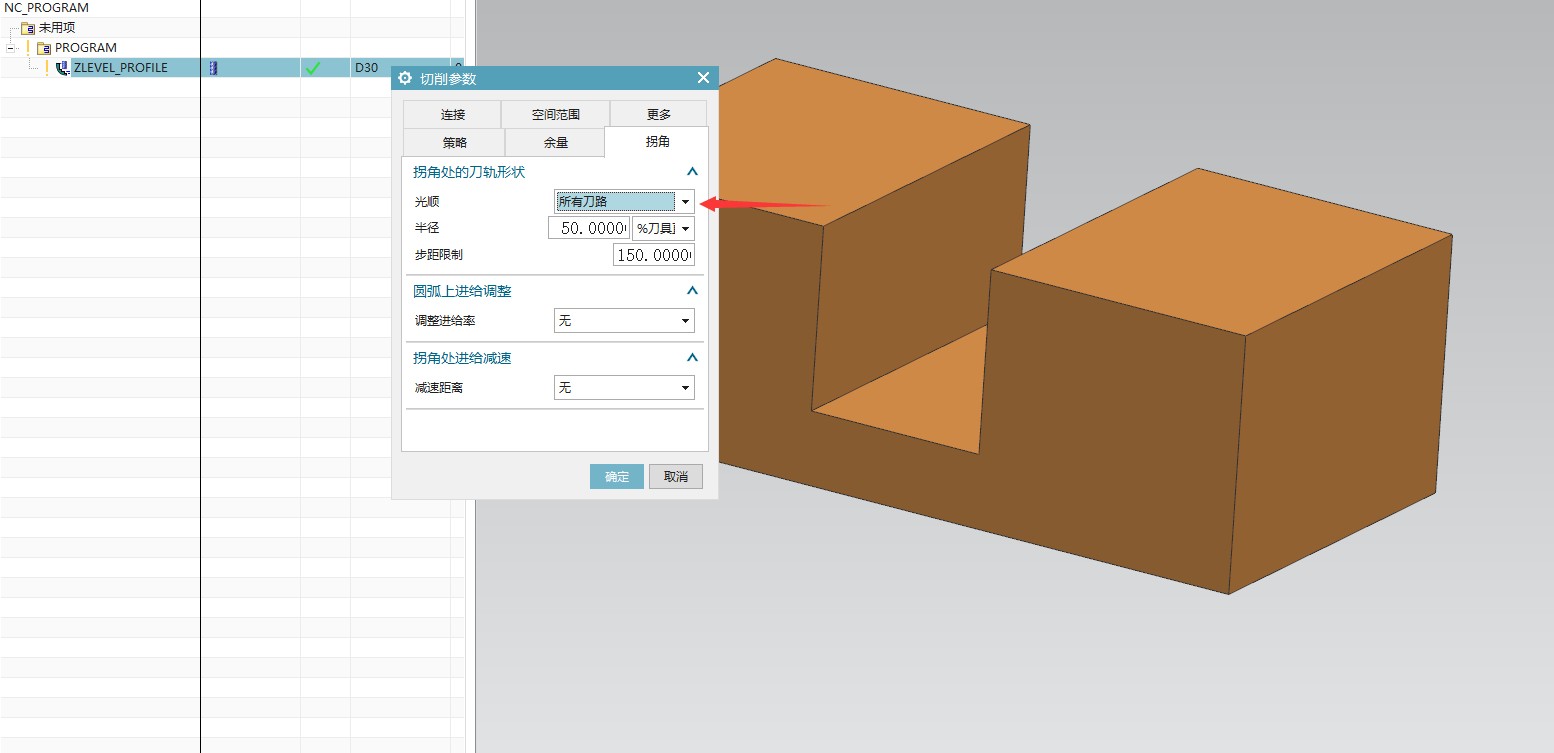
虽然不知道什么原理,但是确实有点效果,但是第一刀还需要优化
NX1847系列深度轮廓铣问题!恳请叶总帮忙反馈到西门子GTAC修复此功能,感谢
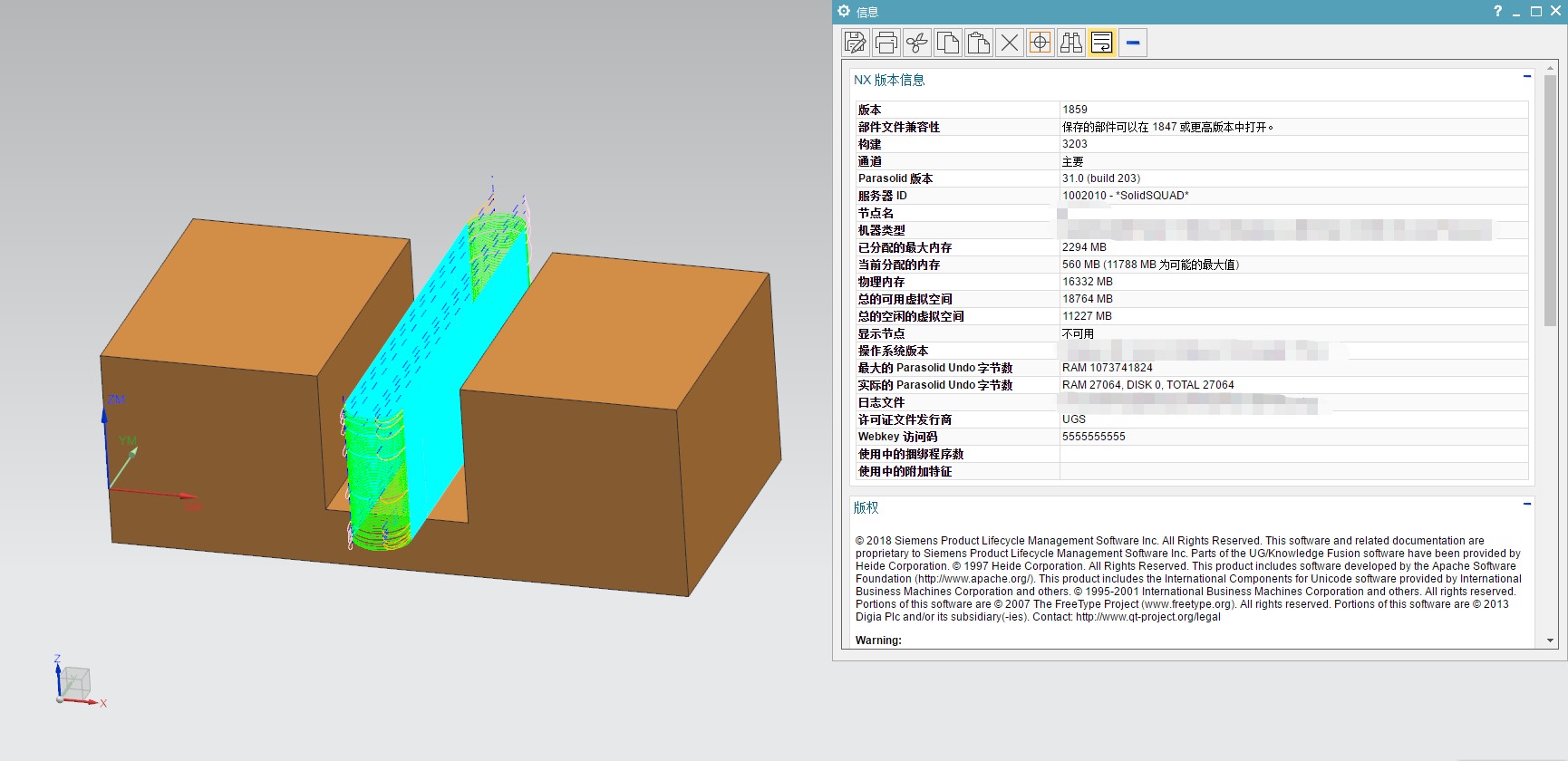
和谐版本,你们都懂得,非官方版本,没有支援服务的,没有进入申请的钥匙~
下面讲解什么问题点;
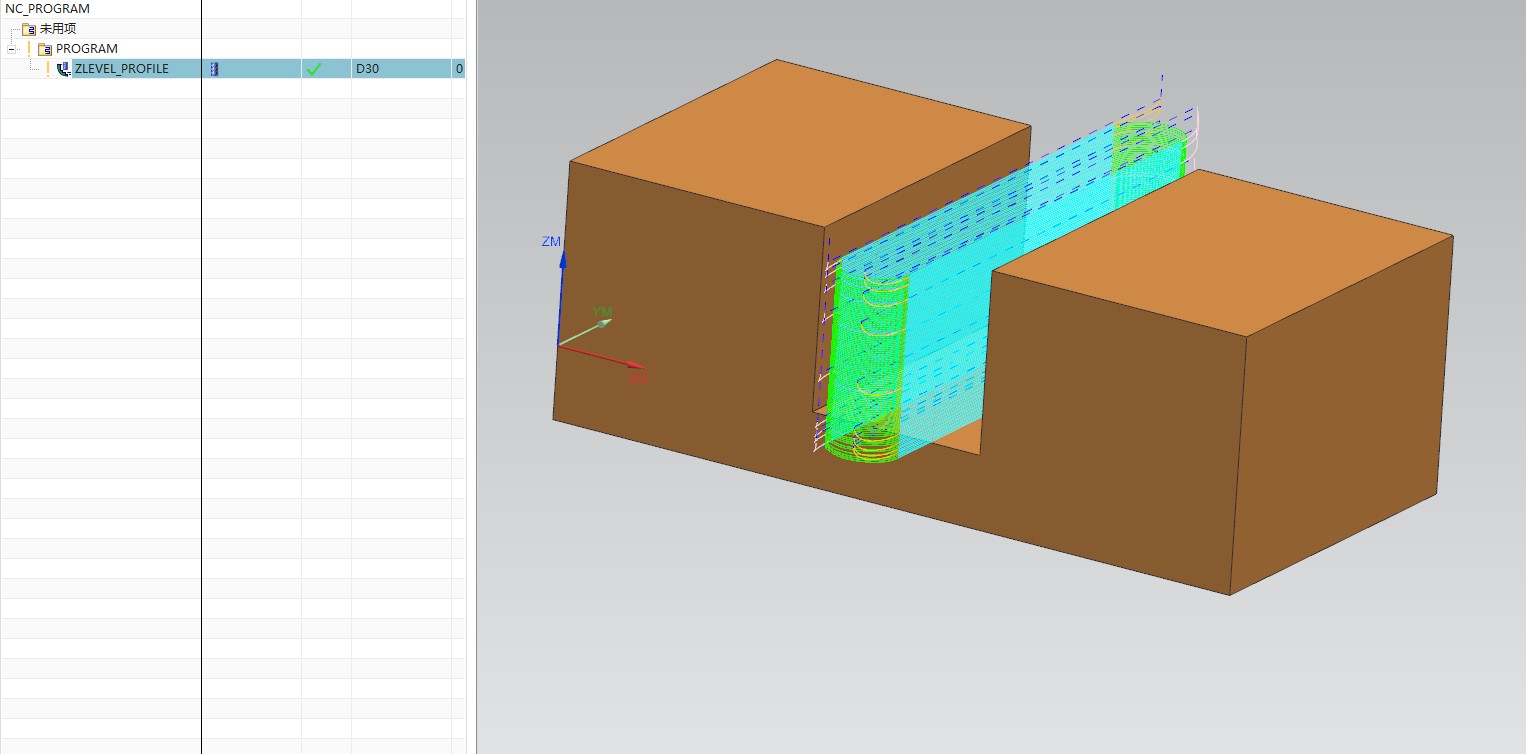
如图所示中间槽宽度为50mm;此时我需要层切即来回切削(保持顺铣;PS:其他方法可以实现同样效果,但是不考虑因为需要辅助体或效率低下) 用φ30的刀情况下,无法实现与NX12以及NX11同参数同设置时生成的刀轨,同理NX11/NX12此方式生成的刀轨直接用NX1847系列打开重新计算刀路会出现跳刀现象~
槽宽度50,用25mm以下刀的网友们你们就不用回复我说没有问题,不会跳刀了,因为我知道刀具2倍比槽的数值小不会跳刀 !!!
但是我必须要来回切削把余量切削干净,这是开粗!!
↑附件链接在这里↑




虽然不知道什么原理,但是确实有点效果,但是第一刀还需要优化
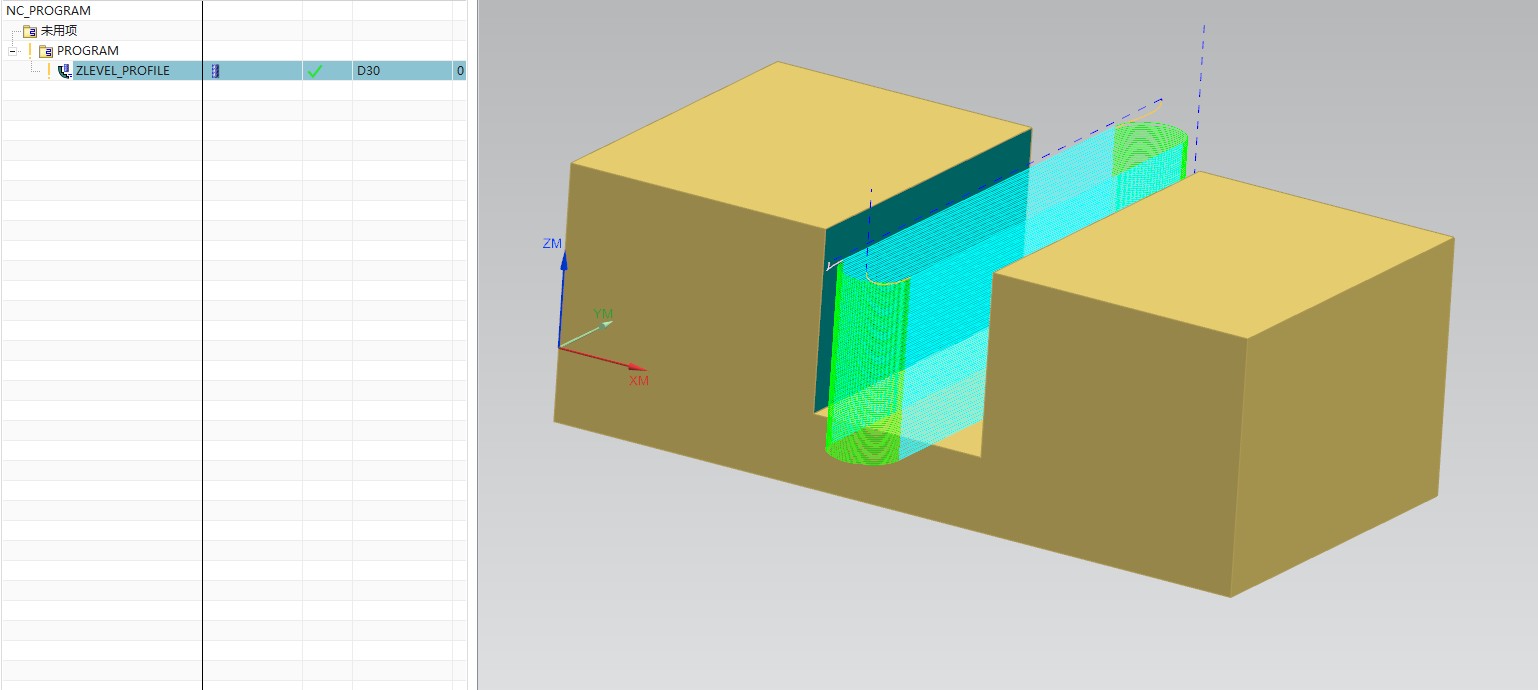
同样的设置,同样的参数,NX12就不会出现跳刀现象,这个非常好的刀路~如图(用NX1847系列打开什么都不动,重新计算刀路就会出现跳刀现象) 我一直强调的区别在于这里!
↑NX12文档链接在这里↑
嗯,从NX1847到NX1859一直这样。
当软件智能到什么都不需要我们做,点一下就把工作完成了,就不在需要我们了。要感谢那些需要几经周折才能完成的任务。不要钻牛角尖,等高不行就换一个。
可以直接用NX12.0啊 ,计算速度也很快 没啥需要用NX1859的理由, NX12.0用了一年了没有发现任何问题。
这是一个BUG官方论坛也有网友提出这个问题
简单的就2D可以了
习惯问题下一次大版本应该可以改善
用底壁铣 也可以解决这种跳刀的问题! 用等高走这种槽子 始终都会有跳刀。。。。
楼主的问题解决了吗?我现在用1984,2d轮廓也是这样,边界宽度小于刀具直径两倍的时候就跳刀
