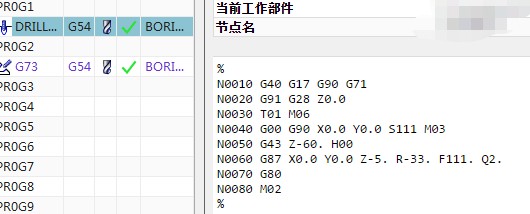
正常应该是 H Z30。现在是Z-60,那不是还没等到下一行的Q偏移。就直接扎到底了?
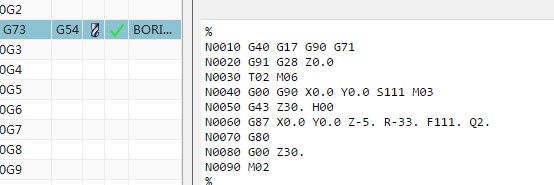
而用老版本的DRILL模板的反镗孔加工时,却是正常的:
虽然可以通过修改后处理来解决,但是我还是想知道,在编程的时候
怎样正确设置,才能正常地输出NC文件来?
把刀路也放上来,看是不是我编程的问题(版本NX1859)
111.prt
应该是后处理问题吧
有没有设置的Rtrcto值呢?如果后处理没有把移刀安全Z值打开,设置了Rtrcto值也后处理不出来,程序会直接回安全平面。如果原来Rtrcto的值设置不合理,又恰好用到了打开该功能的处理,是有可能出现你这种情况的。