UG NX工作界面出现花屏或卡顿的解决办法
出现花屏或卡顿解决办法。鼠标右键显示设置。浏览选择NX添加后打开选项选择高性能保存OK
- 6
- 17
- zbjghl
- 发布于 2019-07-22 20:51
- 阅读 ( 34693 )

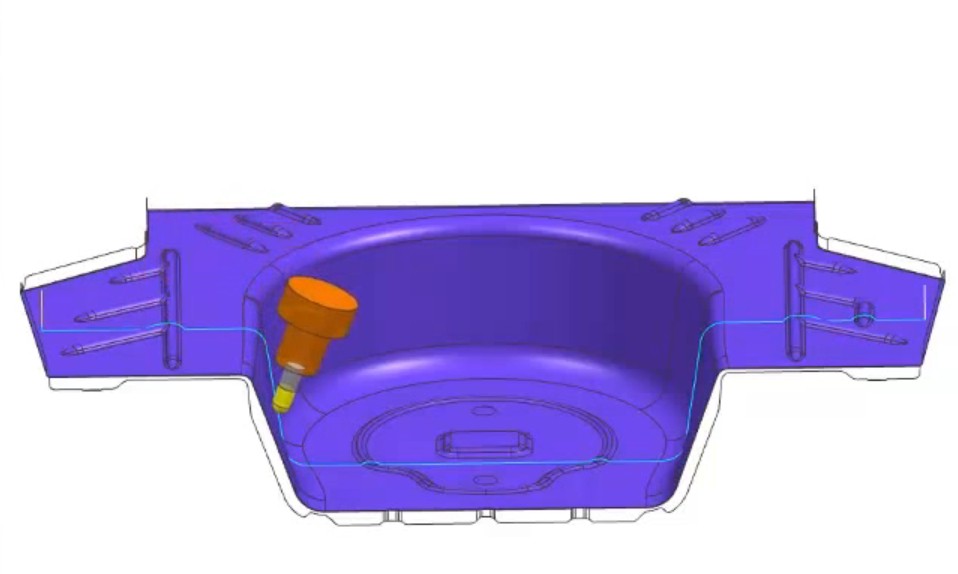
终于打开NX1872多轴联动开粗功能,确实不稳定
NX1872出来有段时间了,大家关注多轴开粗的热度好像减少了很多,顺便在这里说下NX1872的激活方法,这次更以往不一样,这次激活不是加环境变量,而是一个模板文件,正版用户可以向西门子CAM经理...
- 1
- 2
- 钢铁是怎样被铣削的
- 发布于 2019-07-18 21:24
- 阅读 ( 13263 )

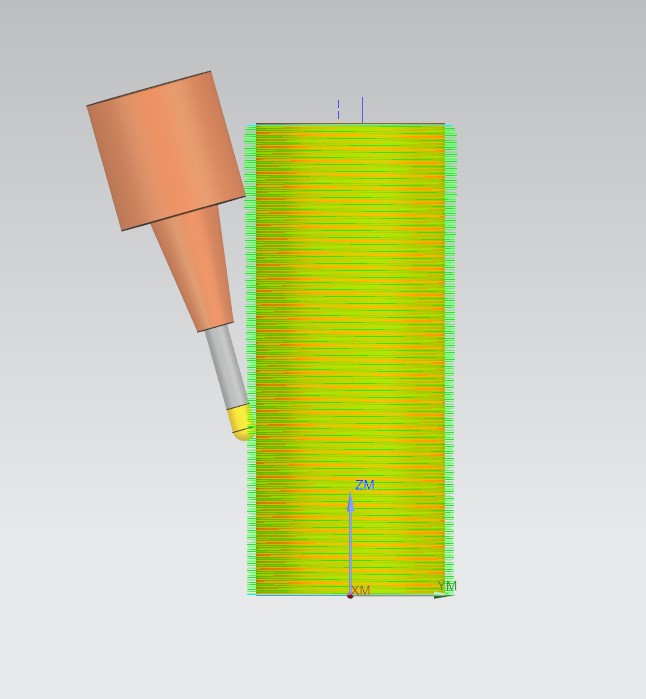
带你体验NX1872多轴联动开粗编程与模拟
带你了解NX1872联动开粗功能,从打开NX软件,打开编程图档,进入加工模块,创建毛坯,创建联动开粗操作,选择刀具,选择切削方式,设置各参数,然后生成刀路联动开粗刀路,然后模拟一下
- 1
- 3
- haoyuan366
- 发布于 2019-07-18 13:49
- 阅读 ( 13146 )
UG后处理简化铣圆、铣圆弧、铣螺纹NC代码
铣轮廓,能走R就不走IJ(大于180度走R- 全圆:走IJ,J为0不出J,I为0不出I: 孔铣或螺纹铣: FANUC系统的:(不能整除) (可以整除): 三菱系统的,感觉就更简洁了(用P,不能整除...
- 4
- 7
- ZhuaiGG
- 发布于 2019-07-17 15:07
- 阅读 ( 13937 )
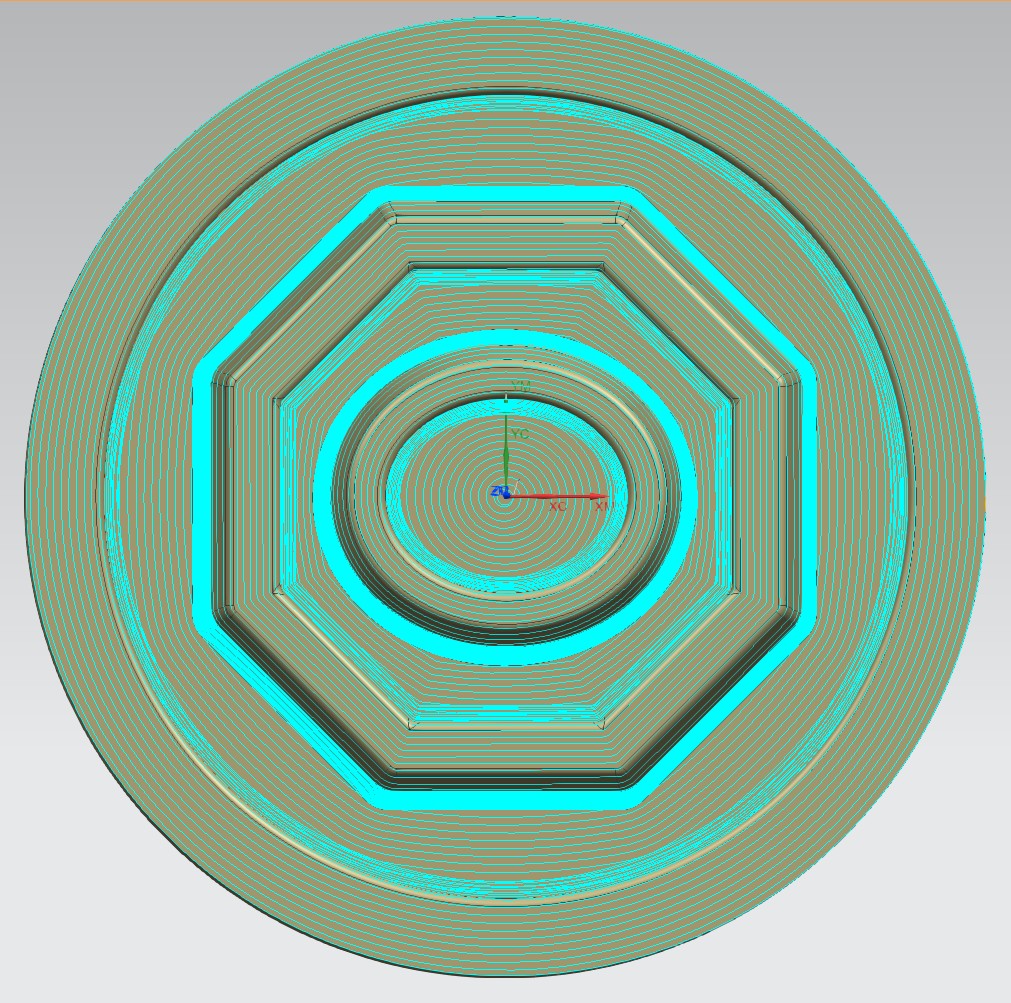
UG NX阿基米德螺旋线建模方法(表达式)
此曲线为阿基米德螺线,涉及到阿基米德螺线的公式:R=a*θ还有就是三角函数的正弦,余弦,正切,余切,的公式。a为系数,算法是(大径-小径)/旋转的度数。(由于涉及公司数据所以本题所有参数均...
- 12
- 5
- 侠义清峰
- 发布于 2019-07-14 22:10
- 阅读 ( 17490 )

分享买来的UG后处理 支持自动换刀显示刀具名称和刀长
小弟分享一个自己用的后处理,发那科,三菱的机器都用过,来源是从一个师傅那里买来的,后来感觉不太好就自己改了下,感觉还可以,现在分享给有需要的人三轴自动换刀备刀刀具列表.rar
- 30
- 17
- 雨夜
- 发布于 2019-07-13 22:31
- 阅读 ( 16788 )
UG三轴转多轴自动避让,举个枣子,广大UG爱好者自行开发
功能还是挺牛的哈~正常的3轴深度轮廓铣 1键转换避让之后,秒变多轴驱动太晚发现这个功能了,UG8.0就已经支持这个功能了各位多轴的师傅自行开发这个功能
- 7
- 2
- topckey
- 发布于 2019-07-11 10:53
- 阅读 ( 9541 )
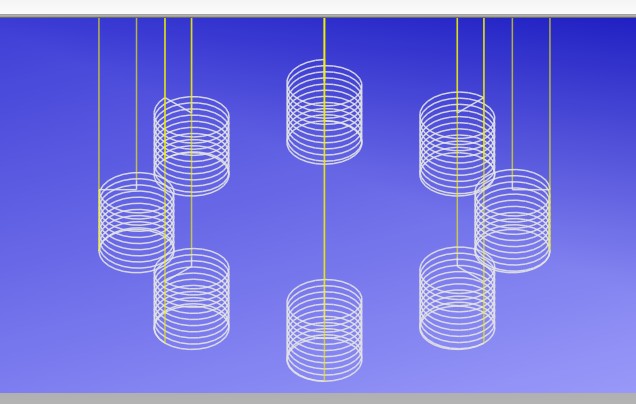
UG NX三轴刀路一键转换成多轴的设置方法
如题,我自己测试了清角刀路,深腔类型的可以自动按自己设置好的参数进行转换刀轴,缩短刀的长度 先用正常3轴生成刀路之后,设置好夹持器,然后检测,之后再避让~ 链接: https://pan.baidu.com/s/1c...
- 22
- 5
- topckey
- 发布于 2019-07-10 18:41
- 阅读 ( 18090 )
关于UG NX后处理输出攻牙程序的一些设置
攻牙一般分三菱的F为牙距和FANUC的F为S*牙距的方式,而且FANUC一般要用到M29 首先,把两个系统的后处理做在一起的做法: 在公共循环里打开攻丝的自定义,在攻丝循环里加入一个新的地址M29 S,...
- 35
- 13
- ZhuaiGG
- 发布于 2019-07-10 15:34
- 阅读 ( 36067 )
NX1872导出至STEP选项不会记忆上次打开的文件夹了
UG1872导出至STEP选项 这个命令不会记忆上次打开的文件夹了吗?现在每次打开都是默认文件夹位置了,以前版本会记忆上一次导出文件夹的位置。 用户默认设置同样无效,设置后重启UG需要点命令界面...
- 0
- 7
- 雨一直下
- 发布于 2019-07-06 09:20
- 阅读 ( 6849 )
NX1872工程图取消了编辑文本命令
如图,NX 1872工程图取消了编辑文本命令,以前的版本在命令查找器里面可以搜到两个编辑文本命令。也就是以前随便改尺寸的编辑文本命令没有了,这么好用的命令居然没取消了,真不知道西门子是怎...
- 2
- 6
- TL
- 发布于 2019-07-04 13:43
- 阅读 ( 7244 )
NX1872修复了GC工具箱属性工具三个中文汉字的问题
1872终于修复了以往不能输入三个中文的问题了,现在可以随便输。
- 1
- 0
- TL
- 发布于 2019-07-01 10:02
- 阅读 ( 6750 )
NX1872编程边界、螺旋、径向切削驱动及区域轮廓铣在平面上调出方法
NX1872 三轴编程中螺旋 径向切削驱动不能使用 以及区域轮廓铣在平面上选项无效 经过默认设置可以调出
- 8
- 13
- 哈啦休
- 发布于 2019-06-28 09:27
- 阅读 ( 11935 )
NX1872相比NX12.0在曲面区域加工里少了“拐角处的刀轨形状”
NX1872相比NX12.0在曲面区域加工里少了一项功能,捌角倒圆在哪里调出来,区别请看下面图片对比
- 0
- 0
- 江帆
- 发布于 2019-06-27 20:01
- 阅读 ( 11420 )